يُختار التشكيل بالحدادة غالبًا لقوته ومتانته، لكن جودة القطعة المشكلة بالحدادة تعتمد كليًا على دقة عملية التصنيع. قد تُحوّل عيوب التشكيل بالحدادة قطعةً "قوية" إلى قطعة تالفة، أو ما هو أسوأ - قطعة تجتاز الفحص البصري لكنها تفشل لاحقًا أثناء التشغيل الآلي، أو اختبار الضغط، أو الإجهاد أثناء الاستخدام. والأمر المُحبط هو أن العديد من العيوب لا تظهر مبكرًا، بل تظهر عند بدء قطع القطعة، أو عند فحص الأسطح الحساسة، أو بعد المعالجة الحرارية.
تشرح هذه المقالة عيوب التشكيل الأكثر شيوعًا، وما الذي يسببها عادةً، وكيف تظهر في المراحل اللاحقة، وما يمكنك فعله مبكرًا لتقليل المخاطر - خاصة إذا كان الجزء النهائي يعتمد على التفاوتات الدقيقة والواجهات المصنعة باستخدام الحاسوب.
ما هي عيوب التزوير؟
عيوب التشكيل هي عيوب تنشأ أثناء التشكيل أو التشذيب أو التبريد أو المعالجة الحرارية أو المناولة، مما يقلل من دقة الأبعاد أو سلامة السطح أو السلامة الداخلية. بعض هذه العيوب تجميلية في الغالب، لكن العديد منها هيكلي، أي أنه يؤثر على عمر الإجهاد أو مقاومة الصدمات أو منع التسرب أو قابلية التشغيل. ولأن التشكيل عملية تتطلب قوة عالية، فإن العيوب غالباً ما تنشأ عن تباين طفيف بين درجة الحرارة وتدفق المادة وحالة القالب والتشحيم ومعدل التشوه.
إحدى الطرق المفيدة للتفكير في الأمر هي: أن عيوب التشكيل عادة ما تعني أن المعدن لم يتدفق بالطريقة التي توقعها مصمم القالب.
لماذا تُعدّ عيوب التشكيل مهمةً لعمليات التشغيل والتفاوتات؟
إذا كان سيتم تصنيع مكونك باستخدام آلات CNC - كالخيوط، وأسطح منع التسرب، ومقاعد المحامل، والثقوب الدقيقة - فإن عيوب التشكيل لا تقتصر على كونها مشكلة تشكيل فحسب، بل تصبح مشكلة تكلفة تشغيل. قد تتسع الشقوق السطحية عند تشكيلها إلى الحجم النهائي. كما يمكن أن تتسبب الحفر الناتجة عن القشور في حدوث حفر وتلف في سطح مناطق منع التسرب. وقد تبقى الشقوق الداخلية مخفية حتى يكشفها التشغيل، وعندها تكون قد دفعت بالفعل تكاليف التشكيل والمعالجة الحرارية وعمليات التشغيل المتعددة.
لذلك عندما يناقش الناس "التشكيل مقابل التشغيل الآلي"، فإن الهدف الحقيقي بسيط: الحصول على قطعة تشكيل سليمة بحيث يصبح التشغيل الآلي قابلاً للتنبؤ به، وليس عملية إنقاذ.
عيوب التشكيل الشائعة ومعانيها المعتادة
التداخلات، والطيات، والإغلاقات الباردة
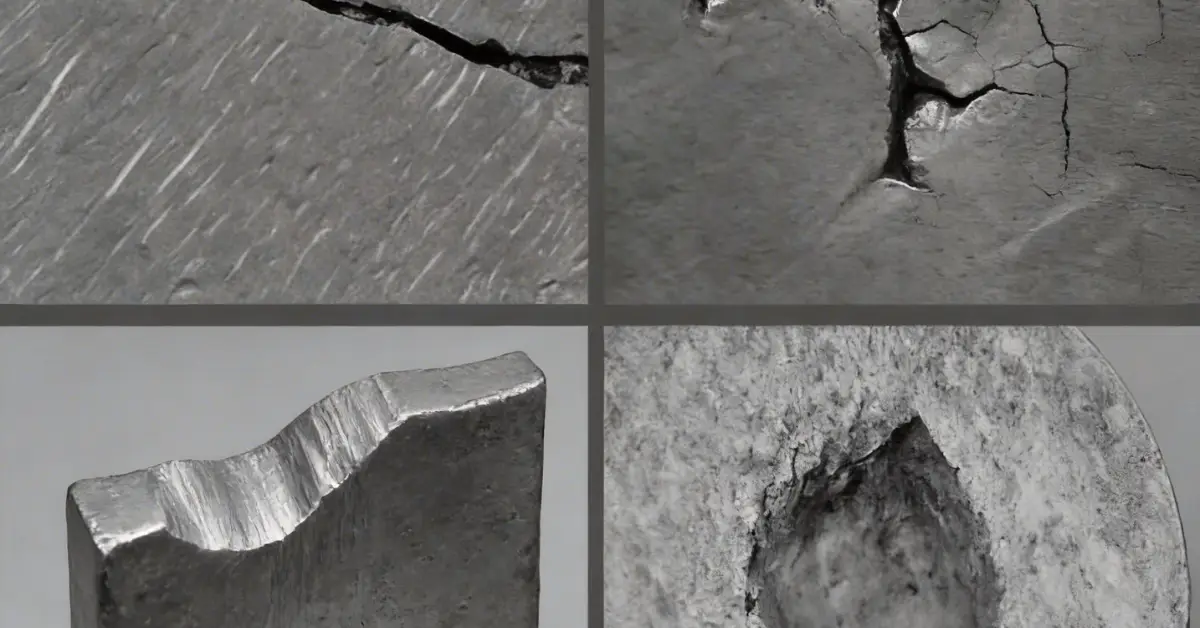
تُعدّ هذه العيوب من أكثر عيوب التشكيل شيوعًا وسوء فهمًا. يُعرف التداخل أو الطي بأنه تراكب سطحي حيث ينثني المعدن على نفسه بدلًا من أن ينساب بسلاسة. أما اللحام البارد فهو مشابه في المظهر، حيث تلتقي واجهتان معدنيتان لكنهما لا تندمجان بشكل صحيح. قد تبدو هذه العيوب كخطوط رفيعة أو درزات على السطح، وهي خطيرة لأنها تُسبب تشققات تحت تأثير الأحمال الدورية. غالبًا ما ترتبط هذه العيوب بتصميم القالب، أو الانتقالات الحادة، أو سوء تصميم الشكل الأولي، أو حجم الخامة غير المناسب، أو برودة المعدن الشديدة التي تمنعه من الانسيابية بشكل صحيح في التفاصيل الدقيقة.
الشقوق (الشقوق الساخنة، والشقوق الباردة، وشقوق المعالجة الحرارية)
قد تحدث الشقوق أثناء عملية التشكيل (خاصةً إذا كان التشوه مفرطًا أو لم تُراعَ درجة حرارة المادة)، أو أثناء التبريد (إذا كانت التدرجات الحرارية شديدة)، أو بعد المعالجة الحرارية (إذا كانت الإجهادات المتبقية عالية أو كانت شدة التبريد مفرطة بالنسبة للشكل الهندسي). تُعدّ الشقوق بالغة الأهمية في الأجزاء المعرضة لإجهاد عالٍ لأنها قد تنتشر تحت تأثير الإجهاد الدوري. أحيانًا تكون مرئية، وأحيانًا أخرى لا تظهر إلا بعد إزالة الطبقة السطحية بواسطة عملية التشغيل الآلي.
الأقسام غير المعبأة وغير المعبأة
يعني نقص التعبئة أن المعدن لم يملأ تجويف القالب بالكامل. قد تلاحظ زوايا مفقودة، أو تفاصيل ضحلة، أو حواف غير مكتملة، أو حواف ضعيفة. غالبًا ما يشير نقص التعبئة إلى عدم كفاية حجم المعدن الخام، أو انخفاض درجة حرارة التشكيل، أو عدم كفاية طاقة الضغط، أو ضعف التهوية، أو مسار تدفق ضيق جدًا بالنسبة لشكل القطعة.
انحراف القالب (عدم التطابق)
يحدث عدم التطابق عندما لا تكون القوالب العلوية والسفلية متوازية تمامًا، مما يُنتج تفاوتًا عند خط الفصل. قد يبدو الأمر مجرد انحراف بسيط، ولكنه قد يُقلل من هامش التصنيع على أحد الجانبين، ويُغيّر نقاط المرجعية، ويُسبب مشاكل في التفاوتات. يرتبط عدم التطابق عادةً بمحاذاة القوالب، أو التآكل، أو ضبط الإعدادات، أو عدم اتساق أداء المكبس.
حفر القشور وحفر السطح
لو التشكيل الساخن عند وجود طبقة من القشور، تُعدّ جزءًا لا يتجزأ من العملية. تتشكل حفر القشور عندما تتراكم طبقة الأكسيد على السطح أو عندما تنفصل القشور تاركةً حفرًا. يؤثر هذا على جودة السطح وخصائص منع التسرب، وقد يُؤدي إلى زيادة كمية المواد اللازمة للطحن والتشكيل. غالبًا ما يتأثر ذلك بالتحكم في درجة الحرارة، ومدة التعرض للهواء، وإعداد السطح.
الانفجارات الداخلية والتشققات المركزية
تظهر بعض العيوب داخل المشغولة نتيجةً لحالات الإجهاد أثناء التشكيل، خاصةً في عمليات التخفيض الكبيرة أو سوء ترتيب مراحل التصنيع. هذه هي العيوب التي لا ترغب باكتشافها بعد الانتهاء من تصنيع القطعة. وعند حدوثها، فإنها غالباً ما تشير إلى نسبة التشكيل، وجودة الخامة، وتسلسل التشكيل، وتدرجات درجة الحرارة، واستراتيجية التخفيض.
مشاكل إزالة الكربون والطبقة السطحية
إزالة الكربون هي فقدان الكربون من سطح الفولاذ عند تعرضه للحرارة في بيئات مؤكسدة. يمكن أن تقلل هذه العملية من صلابة السطح ومقاومته للتآكل، مما يمثل مشكلة للأسطح الوظيفية. حتى عندما تكون عملية التشكيل سليمة من الناحية الهيكلية، فإن التغيرات في التركيب الكيميائي للسطح قد تؤثر على الأداء وكيفية تشغيل القطعة أو معالجتها حرارياً.
خريطة سريعة "من العيب إلى الأعراض اللاحقة"
| عيب في عملية التشكيل | ما ستلاحظه لاحقاً | لماذا يصبح الأمر مكلفاً |
| طيات / ثنيات / إغلاقات باردة | ينفتح التماس أثناء عملية التصنيع، ويفشل بسبب الإجهاد | يتصرف مثل مُشعل الكراك |
| الشقوق | خردة بعد التشغيل الآلي/المعالجة الحرارية، فشل في الاختبار غير المتلف | المخاطر الهيكلية |
| الحشو السفلي | نقص في المخزون، حواف ضعيفة، إعادة تصنيع | لا يمكن تلبية متطلبات الهندسة بشكل موثوق |
| انزياح القالب (عدم التطابق) | سماحية تشغيل غير متساوية، انحراف المرجع | عدم استقرار التسامح |
| حفر القشور | سطح خشن، مشاكل في منع التسرب | عمليات طحن/تشغيل إضافية |
| انفجارات داخلية | مخفي حتى مرحلة التشغيل الآلي/الاختبار غير الإتلافي | خردة في مراحلها الأخيرة |
أسباب عيوب التشكيل: ما الذي يحدث عادةً بشكل خاطئ
تندرج معظم أسباب عيوب التشكيل ضمن أنماط محددة. تُعدّ درجة الحرارة عاملاً رئيسياً؛ فالبرودة الشديدة تعيق انسيابية المعدن، بينما تؤدي الحرارة المرتفعة إلى نمو الحبيبات وتكوّن القشور وظهور مشاكل سطحية. كما أن تصميم القالب وتصميم الشكل الأولي مهمان، لأن انسيابية المعدن ليست تلقائية، بل تتبع المسار الأسهل، وتؤدي التحولات الحادة أو سوء توزيع الحجم إلى ظهور طيات وتداخلات ونقص في التعبئة. ويؤثر التشحيم والتحكم في الاحتكاك على كيفية ملء المعدن للسطح، وما إذا كان سيتمزق أو ينطوي. وتؤثر طاقة الضغط وشكل الشوط وتسلسل التشكيل على حالات الإجهاد الداخلي، وقد تؤدي إلى تشققات داخلية إذا كان مسار التشوه خاطئاً. وأخيراً، يمكن لعمليات ما بعد التشكيل - معدل التبريد والتقويم والمعالجة الحرارية - أن تُثبّت القطعة أو تُسبب تشققات إذا كانت الإجهادات المتبقية عالية.
عندما تتكرر العيوب عبر الدفعات، فإن ذلك نادراً ما يكون عشوائياً. عادةً ما يكون السبب هو انحراف أحد المتغيرات، أو افتراض تصميم/عملية غير صحيح بالنسبة لهذا الشكل الهندسي.
كيفية تقليل عيوب التشكيل قبل وصولها إلى مرحلة التصنيع باستخدام الحاسوب (CNC)
تتمثل أفضل استراتيجية في اعتبار منع العيوب جزءًا من مرحلة "تخطيط القطعة الأولية"، وليس مرحلة فحص. وهذا يعني مواءمة الخصائص الأساسية للقطعة مع طريقة التشكيل في وقت مبكر، وضمان تصميم القالب والتشكيل الأولي بما يُسهّل التدفق السلس، والتأكد من ملاءمة نطاقات درجات الحرارة ونسب التشوه للسبيكة والشكل الهندسي. كما يعني أيضًا أن نكون واقعيين بشأن ما سيتم تشكيله يدويًا مقابل ما سيتم تشطيبه باستخدام آلات CNC، لأن سماحية التشغيل واستراتيجية المرجع تؤثر على مدى حساسية القطعة لعدم التطابق وعيوب السطح.
من وجهة نظر عملية في مجال التوريد، فأنت تريد من المورد أن يثبت الاستقرار مبكراً من خلال التحقق من صحة العينة الأولى ومعايير العملية المتسقة، بدلاً من الاعتماد على الفرز وإعادة العمل.
أساليب فحص التشكيل التي تكشف المشاكل مبكراً
يُعدّ الفحص البصري مفيدًا، لكنه لا يكشف بدقة عن العيوب الداخلية أو خطوط التماس السطحية الدقيقة. بالنسبة للأجزاء الحساسة، من الشائع استخدام أساليب فحص قادرة على كشف الشقوق السطحية والانقطاعات الداخلية، والتحقق من اتساق عملية التشكيل قبل بدء عمليات التشغيل عالية القيمة. تعتمد الطريقة المُحددة على المادة والشكل الهندسي ومستوى المتطلبات، لكن الفكرة الأساسية واحدة: كشف العيوب قبل دفع تكاليف تشغيل آلات CNC.
الأسئلة الشائعة: عيوب التزوير
ما هي أكثر عيوب التشكيل شيوعًا؟
تشمل عيوب التشكيل الأكثر شيوعًا التداخلات/الطيات، والشقوق، والحشو الناقص، وانزياح القالب (عدم التطابق)، وحفر المقياس، والتشقق الداخلي الذي قد لا يتم اكتشافه إلا عن طريق الفحص أو بعد التشغيل الآلي.
ما الذي يسبب التداخلات والطيات في عمليات التشكيل؟
غالباً ما تنتج الطيات والانثناءات عن تدفق غير سليم للمعادن، والذي يمكن أن يكون مدفوعاً بهندسة القالب، أو الانتقالات الحادة، أو حجم البليت غير الصحيح، أو تصميم الشكل الأولي السيئ، أو درجة حرارة التشكيل المنخفضة، أو مشاكل الاحتكاك/التشحيم.
كيف تؤثر عيوب التشكيل على عمليات التصنيع باستخدام الحاسوب (CNC)؟
يمكن أن تؤدي عيوب التشكيل إلى ظهور فراغات أو خطوط لحام أثناء عملية التشغيل، وإتلاف تشطيب السطح، وتقليل عمر الأداة، وخلق خردة في المراحل المتأخرة عندما تظهر العيوب بعد إضافة قيمة التشغيل بالفعل.
هل يمكن أن تظهر تشققات التشكيل بعد المعالجة الحرارية؟
نعم. يمكن أن تتشكل الشقوق أو تنمو بعد المعالجة الحرارية إذا كانت الإجهادات المتبقية عالية، أو إذا كان التبريد شديدًا جدًا بالنسبة للهندسة، أو إذا كان هناك عيب صغير موجود وأصبح حرجًا أثناء التدوير الحراري.
ما هو انزياح القالب (عدم التطابق) في عملية التشكيل؟
انزياح القالب هو عدم محاذاة بين القالبين العلوي والسفلي، مما يُحدث إزاحة عند خط الفصل. وقد يُقلل هذا الانزياح من سماحية التشغيل على أحد الجانبين، ويُسبب عدم استقرار في نقطة المرجع والتفاوتات المسموح بها.
هل تعتبر الحفر الناتجة عن القشور عيبًا خطيرًا أم مجرد عيب تجميلي؟
قد تكون هذه العيوب تجميلية، لكنها تصبح خطيرة عندما يكون السطح وظيفيًا - مثل أسطح منع التسرب، أو مقاعد المحامل، أو المناطق الحساسة للإجهاد - لأن الحفر يمكن أن تؤدي إلى تسربات، أو تشطيب رديء، أو بدء التشققات.
كيف يمكنني تقليل مخاطر حدوث عيوب في القطعة الجديدة؟
قلل المخاطر عن طريق مواءمة طريقة التشكيل والهندسة في وقت مبكر، وضمان بدل التشغيل المناسب واستراتيجية المرجع، والتحقق من صحة النماذج الأولية، واستخدام الفحص قبل خطوات التشغيل عالية القيمة.
خاتمة
عيوب التشكيل غالباً ما تكون العيوب هي السبب الخفي وراء الهدر وإعادة العمل وعدم القدرة على التنبؤ بوقت التشغيل. عندما تكون عملية التشكيل سليمة ومستقرة، يصبح التشغيل باستخدام الحاسوب (CNC) بسيطاً: مخزون متجانس، وعمر افتراضي متوقع للأدوات، وبيانات مرجعية موثوقة، ومفاجآت أقل أثناء الفحص. أما عندما تتسلل العيوب، يصبح التشغيل مجرد محاولة للسيطرة على الأضرار.
إذا كان الجزء الخاص بك حساسًا للتفاوتات أو بالغ الأهمية للأداء، فإن أفضل النتائج عادة ما تأتي من معالجة منع العيوب مبكرًا - من خلال التحكم في العملية، والتصميم الصحيح للقطعة الخام، والفحص قبل التشغيل الآلي - حتى لا تدفع وقت CNC لاكتشاف المشاكل التي بدأت في المراحل السابقة.
في شركة HDC للتصنيع، تشكيل القوالب عن قرب يتم دعم العملية بمحاكاة تدفق المعادن لتحليل كيفية ملء المادة للقالب وأين قد تحدث مخاطر العيوب - مما يساعد على تحسين استقرار التشكيل قبل التصنيع باستخدام الحاسوب.





