في عام ١٩٥٢، تعاون معهد ماساتشوستس للتكنولوجيا (MIT) مع الجيش لإنشاء أول آلة طحن مُتحكم بها رقميًا باستخدام نظام تحكم أنبوبي مُفرغ. بعد أكثر من ٧٠ عامًا، ومع تقدم تكنولوجيا الحاسوب ونضج التصميم بمساعدة الحاسوب (كاد) والتصنيع بمساعدة الكمبيوتر (كاممع تطور البرمجيات، تتطور ماكينات التحكم الرقمي بالحاسوب (CNC) نحو دقة أعلى وتنوع أكبر. من خلال هذه المقالة، سنأخذك في رحلة لفهم هذه التقنية التي غيّرت العالم.
ما هي الآلات ذات التحكم الرقمي؟

CNC (اختصارًا لـ Computer Numerical Control) هي تقنية تستخدم أجهزة الكمبيوتر لإصدار الأوامر والتحكم في أنظمة مختلفة من المخرطة لإكمال معالجة الأجزاء تلقائيًا.
أهمية التصنيع باستخدام الحاسب الآلي
تستطيع تقنية التحكم الرقمي بالكمبيوتر (CNC) معالجة أجزاء التصميم المعقدة المصنوعة من مواد متنوعة بدقة متناهية، وهو ما يُمثل أساس الصناعة الحديثة والاستكشاف العلمي والتكنولوجي المتطور. تعتمد أدوات آلات التحكم الرقمي بالكمبيوتر (CNC) المتطورة اليوم على أدلة هيدروستاتيكية ومقاييس تداخل ليزرية لتحقيق دقة عالية للغاية في نطاق النانومتر، وهي الخيار الوحيد لمعالجة العدسات المسطحة النانوية على أجهزة كشف الموجات الثقالية وآلات الطباعة الحجرية بالأشعة فوق البنفسجية القصوى (EUV). بالإضافة إلى ذلك، تعتمد شفرات التوربينات داخل محركات الطائرات، والغرسات المخصصة في المجال الطبي، جميعها على قدرة آلات التحكم الرقمي بالكمبيوتر على معالجة الأسطح المعقدة. بدون تقنية التحكم الرقمي بالكمبيوتر، ستزداد تكلفة إنتاج هذه الأجزاء أو يتعذر تحقيقها، لذا أصبحت تقنية التحكم الرقمي بالكمبيوتر (CNC) عقبة تقنية لا يمكن تجاوزها في مجال التكنولوجيا عالية الدقة.
ما هي مكونات آلة CNC؟

تتكون آلة CNC من أكثر من 1000 قطعة، يمكن تقسيمها تقريبًا إلى خمسة أنظمة. بعد ذلك، سنأخذ آلة الطحن العمودية القياسية ثلاثية المحاور كمثال لتكوين فكرة عامة عن تركيب آلة CNC من خلال هذه الأنظمة الخمسة.
1. نظام CNC
يُعد نظام CNC بمثابة العقل المدبر لآلات CNC، حيث يُستخدم للتحكم في تشغيل الآلة بأكملها ومراقبته. يتكون النظام من جزأين: البرمجيات والأجهزة. يشمل البرنامج نظام التشغيل، ومُفسِّر الأكواد، وبرنامج التحكم، الذي يُستخدم لتحليل شفرة G، وإنشاء تعليمات التحكم، والتحكم في حركة الأداة، وضبط سرعة المغزل، واستقبال بيانات المستشعرات، مثل موضع/درجة حرارة الأداة، بشكل آني، وتصحيح الأخطاء تلقائيًا، وضمان دقة التشغيل. أما الأجهزة، فتشمل المعالجات، ومحركات المحركات، وأجهزة الاستشعار، وهي المسؤولة عن حساب البيانات واستلامها. يشبه هذان الجزآن العلاقة بين نظام Windows وأجهزة الكمبيوتر.
2. الأنظمة الميكانيكية
النظام الميكانيكي هو هيكل آلة CNC، وهو ناقل حركة الأداة وقطعة العمل. يعمل سطح العمل كقاعدة توفر دعمًا ثابتًا للمغزل، وسكة التوجيه، وبرغي التوجيه، وطاولة العمل، وآلية النقل المثبتة عليها، مما يُقلل الاهتزاز أثناء عملية التشغيل. يدفع المغزل الأداة للدوران، بينما يدفعها برغي التوجيه على طول سكة التوجيه بدقة لقطع قطعة العمل المثبتة على الطاولة.
3. نظام القيادة
يتكون نظام القيادة من محرك سيرفو ومحرك المغزل، وهو قلب أدوات آلة CNC، حيث يتم استخدام محرك السيرفو لدفع المغزل للتحرك لأعلى في المحاور X وY وZ، ويتم استخدام محرك المغزل لدفع دوران الأداة، ويتعاون الاثنان لإكمال القطع.
4. نظام الأدوات
تتضمن عملية تشغيل أي قطعة عمليات متنوعة، بما في ذلك الطحن، والتشطيب، والحفر، والنقر، وغيرها. وتتوافق كل عملية مع أداة مصممة خصيصًا. وإذا تم تغيير الأداة يدويًا، فسيؤدي ذلك إلى انخفاض كبير في كفاءة المعالجة ودقة التشغيل. لذلك، صمم المهندسون مخزن الأدوات لتخزين وإدارة أدوات متعددة، ونظام تغيير الأدوات التلقائي (ATC) لتغيير الأدوات تلقائيًا. ويتكون نظام الأدوات من نظام الأدوات، ومخزن الأدوات، ومغير الأدوات التلقائي.
5. أنظمة المساعدة
الدور الرئيسي للنظام المساعد هو التبريد والتزييت. يُعد نظام التبريد الدائري أكثر طرق التبريد شيوعًا، إذ يُخفّض درجة حرارة القطع برش سائل التبريد على الأداة وقطعة العمل لمنع فقدان الدقة الناتج عن تآكل الأداة وتراكم الحرارة، ثم يجمع سائل التبريد ويُرشّح الرقائق ويُعيد تدويرها. يتم التزييت من خلال نظام تزييت مركزي لتوجيه القضبان ومسامير التوجيه والأجزاء المتحركة الأخرى في نظام إمداد الزيت بانتظام.
كيف تعمل الآلات ذات التحكم الرقمي؟
في هذا القسم، سنأخذك خلال عملية التصنيع باستخدام الحاسب الآلي الكاملة من الرسومات إلى المنتجات.
تصميم
الخطوة الأولى في تصنيع منتجات الآلات ذات التحكم الرقمي هي استخدام برنامج CAD (التصميم بمساعدة الكمبيوتر) (سوليدووركس, أوتوكاد, كاتيالتصميم نموذج ثلاثي الأبعاد للقطعة، وتحديد شكلها وحجمها. عند التصميم، يجب مراعاة نوع الأداة المتوفرة لديك وقدرتها على التشغيل الآلي لضمان إمكانية التشغيل.
إنشاء رمز G
الخطوة التالية هي استيراد نموذج CAD إلى برنامج CAM (التصنيع بمساعدة الكمبيوتر) (ماستركاميمكن لبرنامج CAM ضبط حجم الآلة ومادتها ومعاييرها وفقًا لحالة الإنتاج الفعلية، مثل مسافة الحركة، ونظام التحكم، وعدد المحاور، ومعلومات مكتبة الأدوات، وغيرها. بناءً على هذه المعلومات، يحسب البرنامج مسار الأداة ويُحسّنه تلقائيًا، ويُولّد مجموعة كاملة من التعليمات اللازمة للتحكم في تشغيل الآلة. قبل بدء الإنتاج الفعلي، يمكن استخدام وظيفة المحاكاة في برنامج CAM لمحاكاة عملية التشغيل ومنع مخاطر مثل تصادم الأدوات.
إعداد الجهاز
ثم تأتي مرحلة التحضير قبل التشغيل الفعلي، والتي تتطلب تركيب الأداة والتركيبة والقطعة الخام. هنا، عليك التأكد من:
القطعة الخام مطابقة تمامًا لحجم برنامج CAM، ومثبتة بشكل صحيح. ثم استخدم أدوات مثل مُعدّل الأدوات لمعايرة إحداثيات كل محور معالجة لتجنب مخاطر التشغيل.
يتم بعد ذلك تحميل G Code الذي تم إنشاؤه بواسطة برنامج CAM، ويتم التحقق من أن المسار آمن عن طريق التشغيل الجاف أو على أقسام.
عندما يكون كل شيء جاهزًا، يمكنك تشغيل الجهاز وبدء المعالجة الرسمية، وفي هذا الوقت تحتاج إلى مراقبة حالة المعالجة في الوقت الفعلي.
تقتيش
بعد التشغيل، تُستخدم عادةً آلة قياس الإحداثيات (CMM) للتحقق من تحمّلات الأبعاد الحرجة للمنتج. في حال عدم استيفائها للمواصفات المطلوبة، يلزم العودة إلى مرحلة التصنيع بالتحكم الرقمي (CAM) لضبط معلمات القطع، وإعادة معالجة الفحص. بعد التأكد من استيفاء الأجزاء المعالجة للمواصفات المطلوبة، يمكن بدء الإنتاج الضخم رسميًا.
فهم المحور في التصنيع باستخدام الحاسب الآلي

من المعروف أن عدد محاور آلة CNC يدل على قدرتها على معالجة أجزاء معقدة وعالية الدقة. ولكن كلما زاد عدد محاورها، زادت تكلفتها، لذا فإن فهم عدد المحاور وقدرات المعالجة المقابلة لها أمر بالغ الأهمية لاختيار الآلة المناسبة.
3 محاور
تحتوي ماكينة الطحن ثلاثية المحاور على ثلاثة محاور خطية: X وY وZ، ويمكن للمحور التحرك بحرية في هذه الاتجاهات الثلاثة، وهو مناسب لتصنيع الطائرات والثقوب والفتحات والأسطح البسيطة.
4 محاور
تضيف ماكينة الطحن ذات الأربعة محاور محور A موازيًا للمحور X لتدوير قطعة العمل على أساس المحور الثلاثي، وهو مناسب لتصنيع أجزاء أسطوانية أكثر تعقيدًا ذات ميزات حلزونية وأسطح مشكلة، مثل الكاميرات والبراغي وما إلى ذلك.
5 محاور
بناءً على المحور الرابع، يُضيف المحور الخماسي محور دوران موازٍ للمحور Z: المحور C. من خلال ربط المحور A بالمحور C، يمكن تعديل زاوية انحراف قطعة العمل بشكل عشوائي للتخلص من زاوية التشغيل الميتة. تلبي آلة CNC ذات المحاور الخمسة احتياجات تشغيل تزيد عن 95%، وهي مناسبة لمعالجة شفرات التوربينات عالية الدقة، وغرسات العظام ذات الأشكال الخاصة، وما إلى ذلك.
6 محاور
بالمقارنة مع المحاور الخمسة، أضاف المحور السادس محور دوران موازٍ للمحور Y: المحور B، وثلاثة محاور خطية وثلاثة محاور دوران مرتبطة، مما يغطي جميع زوايا التصنيع، ويمكنه تحقيق عملية التصنيع بأكملها للأجزاء غير المتماثلة ذات الأسطح المنحنية المعقدة في المشبك الواحد.
كم تكلفة آلة CNC؟
عادةً ما تتكلف أدوات الماكينة ثلاثية المحاور الأساسية ما بين $50,000 إلى $150,000، في حين أن الطرز المتطورة من العلامات التجارية الكبيرة مثل دي ام جي و مازاك يمكن أن يصل إلى $200,000 إلى $400,000.
تتراوح أدوات الماكينة ذات الأربعة محاور ذات الميزات الأساسية من $100,000 إلى $300,000، ويمكن أن تصل النماذج التي تدعم الارتباط بأربعة محاور إلى ما يصل إلى $300,000 إلى $700,000.
إن النطاق السعري لأدوات الماكينة ذات الخمسة محاور كبير للغاية، حيث تكلف النماذج الأساسية المصنوعة في الصين حوالي $450,000 إلى $850,000، في حين أن النماذج الألمانية أو اليابانية الراقية قد تتطلب $41,200,000 إلى $3,000,000.
تعد أدوات الماكينة ذات 6 محاور حاليًا التكوين الأفضل، مع نماذج أساسية تتراوح من $1,200,000 إلى $3,500,000، ويمكن أن تتجاوز بعض النماذج المخصصة خصيصًا $7,000,000.
غالبًا ما تعني أدوات الآلات متعددة المحاور المتطورة متطلبات تثبيت أكثر صرامة، ومراقبة بيئية، وتكاليف أعلى للمواد الاستهلاكية والصيانة، والحاجة إلى برامج متخصصة، ومعدات اختبار خاصة، ومشغلين مهرة، والتي قد تكون في كثير من الأحيان أكثر تكلفة من شراء الآلة نفسها.
أنواع آلات CNC
إذا قمتَ فقط بسرد أسماء كل نوع من آلات CNC، فسترى قائمة طويلة. هنا، نُغيّر الزاوية، ونُصنّف حسب طريقة المعالجة، ونُلقي نظرة على أنواع وخصائص آلات CNC الشائعة.
وفقا لتصنيف طرق المعالجة، يمكن تقسيم آلات CNC إلى نوعين: التصنيع بالطرح والتصنيع الإضافي.
المعالجة الطرحية تشبه النقش، حيث تُستخدم طرقٌ مختلفة لإزالة المواد من الفراغ، وبالتالي الحصول على الشكل المطلوب. ومن بين الآلات الشائعة:
1. ماكينة طحن CNC
تتحرك الأداة الدوارة عالية السرعة على المحاور الخطية الثلاثة X وY وZ لقطع قطعة العمل المثبتة على مستوى التصنيع، وهي مناسبة للحفر والتخديد وتصنيع الأسطح البسيطة.
2. آلة الخراطة CNC
تدور قطعة العمل بسرعة عالية، ويتم تغذية الأداة على طول الاتجاه المحوري أو الشعاعي، والذي يستخدم غالبًا في التشغيل المتماثل للأجزاء الأسطوانية والملولبة والعمودية.
3. مركز تصنيع متكامل للخراطة والطحن باستخدام الحاسب الآلي
بفضل الجمع بين خصائص المخرطة وآلة الطحن، تتحرك الأداة على ثلاثة محاور خطية (X، Y، Z)، وتدور قطعة العمل حول المحور A كما هو الحال في آلات الخراطة، مما يجعلها مناسبة لتصنيع الأجزاء ذات الأسطح الأكثر تعقيدًا ومتطلبات الدقة الفائقة. أما الطرازات المتطورة فتضيف المزيد من محاور دوران قطعة العمل: المحور C أو المحور B، مما يُمكّنها من إكمال جميع عمليات التشكيل في آلة واحدة، وهي الآن أكثر طرق المعالجة شيوعًا.
4. آلة القطع بالليزر CNC 

تحت سيطرة نظام CNC، يتم تحريك باعث الليزر بدقة، ويتم قطع الصفائح المعدنية باستخدام الليزر، الذي يمكنه قطع صفائح بسمك يصل إلى 50 مم. ويمكنه تحقيق زوايا حادة فائقة الصغر ومنحنيات معقدة لا يمكن تحقيقها باستخدام طرق القطع الأخرى. وفي الوقت نفسه، بفضل الترتيب المعقول لنمط القطع، يمكن تقليل هدر المواد بشكل كبير.
5. آلة القطع بنفث الماء CNC
يشبه مبدأ القطع بالليزر، باستثناء استبدال الليزر بتدفق مائي عالي السرعة مُضاف إليه مادة كاشطة، والذي يمكنه قطع فولاذ يصل سمكه إلى 300 مم. في الوقت نفسه، يتميز تدفق الماء بتبديد حراري مستقل، دون وجود منطقة متأثرة بالحرارة، مما يجعله مناسبًا لقطع المواد ذات متطلبات التحكم الحراري العالية، مثل البلاستيك وألياف الكربون، إلخ.
6. ماكينة CNC EDM
يؤدي القوس الناتج عن تفريغ أسلاك الأقطاب الكهربائية المعدنية الدقيقة للغاية إلى تآكل المواد الموصلة بدقة أعلى من طرق القطع الأخرى، وهو الأنسب لقطع الثقوب الدقيقة للغاية.
المعالجة الإضافية هي عكس المعالجة الطرحية، فهي تشبه بناء مكعبات الليغو، حيث تُرصّ المواد الخام طبقةً تلو الأخرى لتكوين المنتج النهائي، وتُعرف أيضًا بالطباعة ثلاثية الأبعاد. بناءً على مبدأ تكديس المواد، تُصنّف الطابعات ثلاثية الأبعاد الشائعة على النحو التالي:
1. FDM (نمذجة الترسيب المندمج):

من خلال تسخين البلاستيك المنصهر الساخن وضغطه، يمكن لرأس الطباعة التحرك في الاتجاهات الثلاثة X وY وZ، مما يؤدي إلى تكديس البلاستيك المنصهر طبقة تلو الأخرى على منصة الطباعة، لتشكيل الجزء المطلوب.
2. SLS (التلبيد الانتقائي بالليزر):
في كل مرة تُوضع طبقة من مسحوق النايلون أو البولي يوريثين الحراري بالتساوي على منصة التشكيل، يقوم الليزر بمسح هذه الطبقة من المسحوق وفقًا لبيانات شريحة النموذج، بحيث تذوب جزيئات المسحوق جزئيًا وتلتصق ببعضها، ثم تُخفض المنصة، وتُكرر عملية نشر المسحوق والتلبيد حتى يتم تشكيل القطعة. يدعم المسحوق غير الملبد القطعة تلقائيًا، فلا حاجة لتصميم هيكل دعم مطبوع مثل طباعة FDM.
3. SLM (الصهر الانتقائي بالليزر):
مبدأ هذه التقنية مماثل لمبدأ تقنية SLS، ولكن باستخدام ليزر عالي الطاقة لصهر مسحوق المعدن طبقةً تلو الأخرى. ويمكنها تصنيع تفاصيل وتجويفات داخلية لا يمكن تصنيعها باستخدام ماكينات CNC أو الصب أو غيرها من العمليات، مع ضمان المتانة والدقة.
المواد المستخدمة في التصنيع باستخدام الحاسب الآلي
من الفولاذ الصلب إلى البلاستيك اللين نسبيًا، تغطي قدرات التصنيع باستخدام الحاسب الآلي مجموعة واسعة من المواد الشائعة:
1. سبائك الألومنيوم
مثل 6061 و 7075مواد شائعة الاستخدام، بكثافة تتراوح بين 2.7 و2.8 غ/سم³، وخفيفة الوزن، وتحتوي على حوالي 40% فقط من الفولاذ. تتميز بمتانتها العالية، لكنها ضعيفة في مقاومة التعب ودرجات الحرارة العالية، وتُستخدم عادةً في مختلف الأغلفة أو المكونات الهيكلية. يمكن تصنيع إطار هاتفك أو الكاميرا أو جهاز الكمبيوتر من قطعة واحدة من الألومنيوم المُشَكَّلة باستخدام آلة CNC. تتميز سبائك الألومنيوم أيضًا بمقاومة جيدة للتآكل، حيث تعمل طبقة أكسيد الألومنيوم الكثيفة على سطحها على عزل الأكسجين والماء والبيئات الحمضية/القلوية الضعيفة بفعالية عن التآكل، ولكنها لا تزال تتطلب الأكسدة أو الطلاء للحماية.
2. الفولاذ الكربوني
يُقسّم الفولاذ الكربوني إلى فولاذ منخفض الكربون (C≤0.25%)، وفولاذ متوسط الكربون (C0.25%~0.6%)، وفولاذ عالي الكربون (C≥0.6%). في المقابل، كلما انخفض محتوى الكربون، انخفضت صلابته، وكان سهل المعالجة.
يتمتع الفولاذ الكربوني بكثافة عالية (حوالي 7.8 جم / سم³) وقوة عالية، وبعد سنوات من التطوير، هناك العديد من النماذج، مثل س235، أ36، 1045إلخ، يجب اختيار الطراز المناسب وفقًا للتطبيق الفعلي. كما يجب مراعاة المشكلات المقابلة مسبقًا أثناء عملية التصنيع، مثل قطع الفولاذ عالي الكربون، مع مراعاة تآكل الأداة، وتشقق الحواف الحادة للأجزاء في الفولاذ منخفض الكربون.
3. الفولاذ المقاوم للصدأ
يُعزز الفولاذ المقاوم للصدأ بإضافة عناصر مثل الكروم والنيكل والموليبدينوم والنيتروجين لزيادة مقاومته للتآكل في بيئات محددة. ووفقًا للمنظمة المعدنية، يُصنف الفولاذ المقاوم للصدأ تقريبًا إلى ثلاثة أنواع: الفولاذ المقاوم للصدأ الأوستنيتي (غير المغناطيسي)، والفولاذ المقاوم للصدأ الفريتي (قوي المغناطيسية)، والفولاذ المقاوم للصدأ المارتنسيتي (قوي المغناطيسية).
من بين الفولاذ المقاوم للصدأ الأوستنيتي، 303 يُستخدم الفولاذ المقاوم للصدأ بشكل شائع في عمليات التصنيع باستخدام الحاسب الآلي (CNC) نظرًا لاحتوائه على نسبة عالية من الكبريت، مما يُسهّل قطعه، ولكنه يُقلّل أيضًا من مقاومته للتآكل. من ناحية أخرى، 304 و 316 يتصلب الفولاذ المقاوم للصدأ بشكل ملحوظ أثناء عملية القطع، كما أن توصيله الحراري ضعيف، مما يؤدي إلى تراكم الحرارة أثناء القطع وزيادة تآكل الأدوات. لذلك، يُعد اختيار الأداة المناسبة وضبط معايير القطع الصحيحة أمرًا بالغ الأهمية.
تشتمل الفولاذ المقاوم للصدأ الفريتي الشائع على 430 و439 و444، وهي عرضة لتقطيع الحواف ولصق الرقائق أثناء القطع، لذلك من الضروري تجنب هذه المشاكل عن طريق اختيار الأدوات ذات الطلاء TiN/TiCN أو الأدوات الخزفية.
الفولاذ المارتنسيتي المقاوم للصدأ هو الأكثر صلابة (HRC 50-60) وأكثرها مقاومة للتآكل. تشمل الأنواع الشائعة: 410, 420 و440C، وهما شائعان الاستخدام في تصنيع المحامل وأدوات القطع. أثناء التشغيل، يجب الانتباه إلى تآكل الأدوات. يُفضل اختيار أدوات عالية الصلابة واستخدام استراتيجية قطع منخفضة السرعة.
4. سبائك التيتانيوم
تتميز سبيكة التيتانيوم بكثافة منخفضة تبلغ 4.5 غ/سم³، أي ما يعادل حوالي 60% من الفولاذ. وتتفوق قوتها على سبائك الألومنيوم والفولاذ، حيث يمكن أن تصل قوة الشد إلى أكثر من 1000 ميجا باسكال، أي ما يعادل ضعفي قوة سبائك الألومنيوم. وتتفوق مقاومتها للتآكل والحرارة على الفولاذ المقاوم للصدأ، وتأتي في المرتبة الثانية بعد البلاتين. علاوة على ذلك، يتميز التيتانيوم النقي بتوافق حيوي كبير. ولذلك، يُستخدم التيتانيوم بكثرة في مكونات الطائرات، والغرسات الطبية، والمنتجات الاستهلاكية الفاخرة. تشمل الأنواع الشائعة التيتانيوم النقي (الدرجات 1-4)، وTi-6Al-4V (الصف الخامس) و Ti-5Al-2.5Sn (الدرجة 6).
من عيوب التيتانيوم صعوبة تشغيله، ولذلك تُعدّ العديد من سبائك التيتانيوم المُشَكَّلة باهظة الثمن. كما أن ضعف توصيله الحراري قد يؤدي إلى تراكم الحرارة أثناء القطع، مما يُقلل من عمر الأداة. كما أنه عرضة للتفاعلات الكيميائية مع الأداة عند درجات حرارة عالية، مما يُسبب تراكم الرقائق وتقليل عمرها. لذلك، تُستخدم عادةً أدوات خاصة وسرعات منخفضة وتغذية كبيرة في التشغيل الآلي.

5. النحاس
يُستخدم النحاس على نطاق واسع في المجالات الإلكترونية والميكانيكية نظرًا لمرونته الممتازة، وموصليته الكهربائية والحرارية. من أشهر نماذجه: C11000 (نحاس نقي)، H62 (سبائك نحاس-زنك، نحاس أصفر)، QSn6.5-0.1 (برونز).
يتمتع النحاس النقي بمرونة جيدة، ولكن هذا سيؤدي أيضًا إلى التصاق خطير أثناء القطع، كما أن الرقائق ليست سهلة الكسر، ومشكلة أدوات اللف، والتي تتطلب استخدام أدوات خاصة وسوائل قطع.
يتمتع النحاس بأفضل أداء في القطع بسبب الرصاص الذي يحتويه، ولكن هذا يؤدي أيضًا إلى المزيد من الرقائق المكسورة وسهولة تلويث البيئة.
يؤدي القصدير الموجود في البرونز إلى التصلب أثناء التشغيل كما أنه عرضة للتشوهات.
6. البلاستيك
تتطلب طرق معالجة البلاستيك التقليدية، مثل قولبة الحقن والنفخ، تكاليف تصنيع عالية. يُعدّ التصنيع باستخدام الحاسب الآلي (CNC) مثاليًا للتحقق من أجزاء النماذج الأولية البلاستيكية أو الإنتاج بكميات قليلة. لكن تقنية التصنيع باستخدام الحاسب الآلي لا تُعالج إلا البلاستيك بصلابة معينة، ولا تُقارن بالمواد الأكثر ليونة مثل السيليكون. من أنواع البلاستيك الشائعة المُصنّعة باستخدام الحاسب الآلي:
- نظام ABS: رخيصة وسهلة المعالجة، ومقاومة جيدة للصدمات، وتوجد عادة في أغلفة المنتجات الإلكترونية وداخل السيارات.
- نايلون (السلطة الفلسطينية):أداء مقاومة التآكل ومقاومة التعب جيد جدًا، مع خصائص التشحيم الذاتي، يمكن معالجته في التروس والمحامل وغيرها
- البولي كربونات (PC):شفاف ومقاوم لدرجات الحرارة العالية التي تقل عن 120 درجة، ويمكن صنع أغطية واقية شفافة وعدسات بصرية.
- بوم(ديلرين):قوة عالية، كثافة عالية، معامل احتكاك سطحي منخفض، مناسب لإنتاج أجزاء دقيقة مثل التروس.
- نظرة خاطفة:درجة حرارة عالية مقاومة 260 درجة مئوية، ومقاومة للتآكل الكيميائي، وقوة أفضل من POM، ويمكن أن تصل قوة الشد إلى أكثر من 90 ميجا باسكال.
- البولي إيثيلين عالي الكثافة: مادة صالحة للطعام، ذات ملمس ناعم.
- PTFE: مقاوم لدرجات حرارة تصل إلى 260 درجة مئوية، غير لاصق وعازل، ويُستخدم عادةً في مجموعة متنوعة من الطلاءات، مثل المقالي والسترات.
بسبب خصائص البلاستيك، فمن الضروري الاهتمام بالتحكم في درجة حرارة القطع لمنع الذوبان أثناء عملية القطع؛ استخدم السكاكين الحادة لتجنب نتوءات الحافة؛ زيادة سرعة الدوران وتقليل عمق القطع لمنع تشوه المواد.
عند اختيار المادة المناسبة، لا ينبغي مراعاة الأداء فحسب، بل يُعد السعر أيضًا أحد الاعتبارات المهمة. من بين هذه المواد المعدنية، يُعدّ سبائك التيتانيوم أغلى ثمنًا، حيث يبلغ سعره حوالي 10-15 ضعفًا من سبائك الألومنيوم. في حين أن الألومنيوم يُعدّ الحل الأمثل للاحتياجات خفيفة الوزن، إلا أن سعره رخيص نسبيًا، وأقل بقليل من سعر الفولاذ المقاوم للصدأ. يعتقد الكثيرون أن سعر البلاستيك أرخص من المعدن، ولكن في الواقع، من بين أنواع البلاستيك الشائعة، يُعدّ أرخص سعر لبلاستيك ABS أغلى من الفولاذ الكربوني، بينما يُعدّ التيفلون والبولي أوليفينات (POM) ومواد أخرى أغلى من الفولاذ المقاوم للصدأ، بينما يُقارب سعر سبائك التيتانيوم سعر PEEK الأغلى.
تسامح تصنيع الآلات باستخدام الحاسب الآلي
يتم قياس دقة التصنيع باستخدام الحاسب الآلي بعدة طرق: الدقة الأبعادية (درجات تحمل تكنولوجيا المعلومات)، والدقة الهندسية (تحملات الشكل / الموضع)، وجودة السطح (قيمة الخشونة Ra).
1. دقة الأبعاد
تشير دقة الأبعاد إلى نطاق الانحراف بين الأبعاد المقاسة الفعلية للجزء الميكانيكي والأبعاد المصممة على الرسم، وعادة ما يتم التعبير عنها من حيث فئة التسامح (IT)، حيث تمثل القيم الأصغر دقة أعلى.
تُعرّف المنظمة الدولية للمعايير (ISO) فئات التسامح، حيث تُقسّم الأبعاد من 0 إلى 3150 مم إلى عدة فئات حجمية، تُحدّد كل منها قيمة محددة لدقة الأبعاد من IT01 إلى IT18. يُمكنك الاطلاع على معلومات مُفصّلة في الصفحة 26 من وثيقة ISO 286-1. ايزو 286-1
أثناء التشغيل الآلي، تتأثر دقة الأبعاد بعدة عوامل، مثل قدرة أداة الآلة، والتحكم الرقمي بالكمبيوتر (CNC)، ومعايير العملية. تتراوح دقة الأبعاد التي يمكن تحقيقها باستخدام آلة CNC عادية بين IT7 وIT8. عمليًا، تتراوح دقة التشغيل الخشن عادةً بين IT12 وIT18، ودقة الأجزاء الميكانيكية العامة بين IT8 وIT11، ودقة الأجزاء الدقيقة بين IT5 وIT7. تنتمي دقة التشغيل الآلي فائق الدقة (IT01-IT4) إلى المستوى النانوي، وهي مكلفة للغاية.
2. الدقة الهندسية
الدقة الهندسية، المعروفة أيضًا باسم تحديد الأبعاد والتسامحات الهندسية (GD&T)، هي مقياس أساسي لمدى توافق شكل القطعة واتجاهها وموقعها مع السمات الهندسية المطلوبة في رسم التصميم. وتؤثر هذه الدقة بشكل مباشر على دقة التجميع وعمر القطعة. بخلاف دقة الأبعاد التي تركز على حجم القطعة، تركز الدقة الهندسية على دقة الشكل والموضع. ويمكن قياس كلا المقياسين باستخدام آلة القياس الإحداثية (CMM).
هناك أربعة مفاهيم أساسية للدقة الهندسية: الشكل، والتوجه، والموقع، والانحراف.
- استمارة:انحراف الشكل الفعلي عن الشكل المصمم، مثل التسطيح، والاستدارة.
- موقع:المحورية وتماثل الأجزاء المحورية أو الدوارة.
- دقة التوجيه (الاتجاه):ما إذا كانت المستويات المتعددة للجزء متوازية أو متعامدة مع بعضها البعض.
- نفد: درجة انحراف سطح أو محور الجزء الدوار عن الرسم التصميمي، مما يؤثر بشكل مباشر على توازن الجزء الدوار.
تعرف المواصفة القياسية ISO 1101 عددًا من الرموز لكل نوع من الدقة الهندسية، ويتم استخراج بعضها من المواصفة القياسية.
صفات | رمز |
استقامة | ▭ |
استدارة | ○ |
الأسطوانية | ⌭ |
التوازي | ∥ |
عمودية | ⊥ |
المحورية (للمحاور) | ◎ |
الجريان الدائري | ↗ |
إذا كنت بحاجة إلى معرفة كيفية قياس الدقة الهندسية أو للحصول على مزيد من المعلومات حول رموز الدقة الهندسية، فيرجى الرجوع إلى صفحتنا على الدقة الهندسية أو إلى ISO-1101 وثيقة قياسية.
3. خشونة السطح
خشونة السطح هي مقياس لمدى نعومة سطح القطعة، مما يؤثر بشكل مباشر على الاحتكاك والتآكل والختم ومقاومة التعب. حاليًا، تتبع المعلمات الأساسية وطرق قياس خشونة السطح ايزو 21920 معيار.
المؤشرات الأكثر استخدامًا للخشونة هي Ra (متوسط الخشونة الحسابي) وRz (خشونة الارتفاع الأقصى) بالميكرومتر.
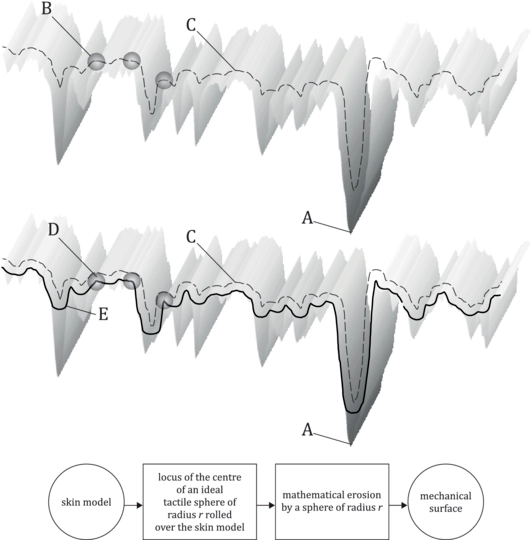
يتعقّد قياس Ra بمسح سطح القطعة باستخدام مُعرِّف قلم أو ماسح ضوئي ليزري، وقياس القيمة المطلقة لأعلى وأدنى نقطة ضمن طول عينة واحد، نسبةً إلى المستوى الأملس المطلق (البيانات) المطلوب في التصميم. يُحسب المتوسط الحسابي من قيم أطوال العينات المتعددة. يُحدَّد طول العينة في معيار ISO، على سبيل المثال، لخشونة مستهدفة Ra ≥ 10، يُحدِّد المعيار طول العينة 2.5 مم. يعكس هذا الخشونة الكلية للقطعة، وهو قابل للتطبيق في سيناريوهات 90% الصناعية.
يتم قياس Rz عن طريق قياس الفرق في الارتفاع بين أعلى وأدنى نقطة ضمن طول العينة بشكل مباشر، ويتم استخدامه لقياس خشونة المناطق الحرجة.
تُحدد هذه المقاييس الثلاثة دقة القطعة من الماكرو إلى الميكرو. تُشكل دقة الأبعاد الأساس، بينما تضمن الدقة الهندسية وظيفة القطعة، وتُحدد خشونة السطح الأداء والعمر الافتراضي. خلال عملية التصميم والإنتاج، يجب إعطاء الأولوية لهذه المقاييس الثلاثة لكل قطعة على حدة لتجنب الإفراط في التصميم، والذي قد يؤدي إلى ارتفاع تكاليف التشغيل.
تطبيقات التصنيع باستخدام الحاسب الآلي
تُعدُّ تقنية التصنيع باستخدام الحاسب الآلي (CNC) تقنية تصنيع مرنة للغاية وواسعة الانتشار. منذ نشأتها، وبعد أكثر من 70 عامًا من التطوير، شكّلت تقنية التصنيع باستخدام الحاسب الآلي مجموعة متكاملة من أنظمة المعالجة، تغطي جميع جوانب حياتنا.
الفضاء الجوي
ساهمت تقنية التحكم الرقمي بالكمبيوتر (CNC) في التطور السريع لمجال الطيران والفضاء. وللتكيف مع البيئات القاسية للارتفاعات العالية والفضاء، يتطلب تصنيع الطائرات استخدام مواد عالية القوة، ويجب تثبيت جميع الأجزاء بإحكام، وأي فجوة طفيفة قد تؤدي إلى عواقب وخيمة. تستطيع آلة التشكيل الدقيقة ذات الخمسة محاور معالجة سبائك التيتانيوم، وسبائك النيكل، ومختلف السبائك الخاصة بصناعة الطيران والفضاء، وتحقيق دقة تصل إلى مستوى الميكرون، مما يلبي تمامًا احتياجات صناعة الطيران والفضاء من دقة القطع، والمتانة، وسرعة تكرار النماذج الأولية.
صناعة السيارات
قوالب ختم هياكل السيارات، وقوالب حقن الأجزاء الداخلية البلاستيكية، وأعمدة الكرنك، والتروس، ومفاصل التوجيه، وأغطية المحركات، والدوارات، والمغازل لمركبات الطاقة الجديدة، وغيرها. 90% من أجزاء السيارات، تعتمد بشكل مباشر أو غير مباشر على تقنية التحكم الرقمي بالكمبيوتر. علاوة على ذلك، يُمكّن خط إنتاج التصنيع الآلي الذكي بالكمبيوتر من تحقيق إنتاج وفحص آليين بالكامل، وضبط معلمات المعالجة آنيًا وفقًا للأجزاء المحددة. يُحسّن هذا بشكل كبير معدل العائد وكفاءة الإنتاج، مما يُرسي أسس التطور السريع لصناعة السيارات.

الصناعة الطبية
إن أكبر ثورة أحدثتها تقنية التحكم الرقمي بالحاسوب (CNC) في الصناعة الطبية هي إتاحة إمكانية تخصيص الحلول الطبية. الآن، يمكن للأطباء نمذجة العظم المكسور من خلال المسح ثلاثي الأبعاد، ثم استخدام برامج احترافية لتصميم الغرسة المناسبة، وأخيرًا استخدام... 5 محاور CNC تقنية معالجة الغرسة المُشكَّلة. تُقصَّر دورة العلاج، وتُحسَّن راحة المريض.
الإلكترونيات والمنتجات الاستهلاكية
في الوقت الحاضر، لا ينفصل وفرة السلع الإلكترونية والاستهلاكية عن دعم تقنية التحكم الرقمي بالكمبيوتر (CNC). ففيما يتعلق بالهواتف المحمولة وأجهزة الكمبيوتر، تُطرح آلاف المنتجات الجديدة حول العالم سنويًا. تعتمد هياكل وأطر هذه المنتجات على قوالب دقيقة تُصنع باستخدام أدوات آلية التحكم الرقمي بالكمبيوتر (CNC). كما تستخدم بعض العلامات التجارية هياكل سبائك الألومنيوم المُصنعة باستخدام هذه التقنية مباشرةً، مثل أجهزة آيباد وماك من آبل.
النمذجة الأولية والمنتجات المخصصة
تتفوق تقنية CNC في مجال النمذجة الأولية وإنتاج المنتجات المخصصة. فهي قادرة على معالجة الأسطح المنحنية المعقدة بدقة متناهية، سواءً للتحقق من تناسق المكونات الزخرفية أو موثوقية تصميم الأجزاء الوظيفية. يمكنك الاعتماد على تقنية CNC.
مزايا وعيوب التصنيع باستخدام الحاسب الآلي
المزايا: الدقة والضبط
تتميز ماكينات CNC بدقة عالية، ويمكنها تحقيق دقة تصل إلى مستوى الميكرون، وهي مناسبة لمعالجة الأجزاء الدقيقة، كما تتميز بجودة مستقرة عند تكرار الإنتاج. يوفر خط إنتاج CNC المُخصص معالجة مستمرة آلية وكشفًا تلقائيًا بأقل تدخل يدوي، وهو مناسب جدًا لإنتاج الأجزاء عالية الحجم. كما أن الربط متعدد المحاور يُمكّن من معالجة الأسطح المنحنية المعقدة والهياكل المجوفة التي يصعب تحقيقها بالطرق التقليدية. والأهم من ذلك، أن ماكينات CNC مرنة، حيث يُمكن معالجة منتجات مختلفة بمجرد تغيير البرامج. ومن خلال تغيير الأداة وضبط معلمات المعالجة، يُمكن معالجة مجموعة متنوعة من المواد، مثل المعادن والبلاستيك والمواد المركبة.
القيود: تكلفة عالية للآلة، وتحتاج إلى مشغل محترف
من حيث قدرة التشغيل، يصعب تشغيل التجاويف العميقة للغاية والتفاصيل الداخلية والزوايا الخاصة بتقنية التحكم الرقمي بالحاسوب (CNC)، ويرجع ذلك أساسًا إلى القيود المادية للأداة. على سبيل المثال، يُعالَج أنبوب تبديد الحرارة الداخلي للمحرك بشكل أساسي عن طريق الصب المتكامل.
علاوة على ذلك، فإن الاستثمار الأولي في ماكينات CNC مرتفع للغاية، وشراء الآلات ليس سوى الخطوة الأولى، إذ يتطلب تجهيز معدات الاختبار، وتوظيف فنيين متخصصين في البرمجة والتشغيل. هذه الاستثمارات الأولية تُثني الكثيرين عن العمل، ويبحثون عن مصانع CNC التي تقدم خدمات التشغيل الآلي.
باختصار، تتمتع الآلات ذات التحكم الرقمي بالمزايا البارزة في تصنيع الدقة والكفاءة والأجزاء المعقدة، ولكنها أيضًا لها حدودها الخاصة، ونحن بحاجة إلى تدوير طريقة التصنيع المناسبة وفقًا للاحتياجات الفعلية.
تكلفة تصنيع الآلات باستخدام الحاسب الآلي
هناك العديد من العوامل التي تؤثر على تكلفة تصنيع الآلات باستخدام الحاسب الآلي. سنحلل تكلفة تصنيع الآلات باستخدام الحاسب الآلي من عدة جوانب رئيسية.
- المعدات: تكلفة استخدام وصيانة وأجور الآلات المتطورة أعلى. بشكل عام، تبلغ تكلفة التشغيل بالساعة لآلة خماسية المحاور ضعفين إلى ثلاثة أضعاف تكلفة التشغيل بالساعة لآلة ثلاثية المحاور. لكن هذا لا يعني أن تكلفة اختيار آلة ثلاثية المحاور هي الأقل، لأنها أكثر كفاءة في تشغيل الأجزاء المعقدة، ومعدل فقد المواد فيها أقل، لذا كلما زادت تعقيد الأجزاء، كان اختيار التشغيل بخمسة محاور أكثر فعالية من حيث التكلفة.
- المواد: يؤثر سعر المواد بشكل مباشر على سعر المنتج. كما أن صعوبة معالجة المواد المختلفة عامل يجب مراعاته. على سبيل المثال، تتطلب معالجة سبائك التيتانيوم استخدام أدوات خاصة، كما أن وقت المعالجة أطول من معالجة سبائك الألومنيوم، وبالتالي تكون تكلفتها أعلى.
- الكمية: يُخفِّض الإنتاج الضخم تكلفة التصميم المسبق والتشغيل. وفي الوقت نفسه، يُمكن للمصنِّعين أيضًا تحسين العملية باستمرار وخفض تكاليف الوحدة في الإنتاج واسع النطاق.
- تعقيد الأجزاء: على غرار الأشكال المعقدة التي يصعب تصنيعها مثل الأسطح المنحنية والجدران الرقيقة والتجاويف العميقة وما إلى ذلك، تتطلب المزيد من العمليات والوقت.
- دقة التشغيل: تؤدي متطلبات التسامح الصارمة وخشونة السطح إلى زيادة وقت المعالجة وتكاليف ما بعد الفحص بشكل مباشر. علاوة على ذلك، سيرتفع معدل الخردة، مما سيؤدي إلى ارتفاع حاد في التكاليف.
لخفض التكاليف بفعالية، ينبغي اتباع مفهوم "التصميم للتصنيع" (DFM) في مرحلة التصميم، مع مراعاة قابلية التشغيل الآلي بشكل كامل. يجب مراعاة وظائف الأجزاء، وتخفيف متطلبات الدقة في المناطق غير الحرجة مع تلبية الاحتياجات الوظيفية، وتجنب الإفراط في التصميم.
التصنيع باستخدام الحاسب الآلي مقابل التصنيع التقليدي
بالمقارنة مع طرق التصنيع التقليدية، فإن مزايا التصنيع باستخدام الحاسب الآلي تنعكس بشكل رئيسي في الدقة والمرونة.
التصنيع باستخدام الحاسب الآلي مقابل الصب
تنقسم عملية الصب بشكل أساسي إلى ثلاثة أنواع، من بينها الصب الرملي منخفض التكلفة ومناسب لإنتاج أجزاء ذات حجم كبير ومتطلبات دقة منخفضة. الصب الاستثماري يتطلب إنتاج قوالب لأنماط الشمع، وهي عملية معقدة نسبيًا، مما يجعلها مناسبة للإنتاج الضخم للأجزاء ذات الهياكل المعقدة. كما يتطلب الصب بالقالب تطوير قوالب أولية، وهي مناسبة لإنتاج أجزاء عالية الدقة.
العيب الأول للصب مقارنةً بالتصنيع باستخدام الحاسب الآلي هو قلة المرونة. إذ لا يُستخدم الصب إلا لإنتاج قطع معدنية (مثل الألومنيوم، والفولاذ المقاوم للصدأ، والإينكونيل، إلخ)، وكل قالب ينتج منتجًا محددًا فقط. العيب الثاني هو أن القطع المصبوبة غالبًا ما تحتاج إلى تشطيب. مع ذلك، يُعد الصب خيارًا أفضل في الإنتاج الضخم، إذ يمكن للإنتاج الضخم تجاهل التكاليف الأولية لتصنيع القالب.
CNC مقابل التشكيل
يُقسم التشكيل بالطرق بشكل رئيسي إلى تشكيل بالقوالب المفتوحة والقوالب المغلقة. يتميز التشكيل بالقوالب المفتوحة بعدم الحاجة إلى استخدام القوالب، ودقة تصنيعه منخفضة، وحاجته إلى التشطيب اللاحق، وهو مناسب لإنتاج كميات صغيرة من القطع الكبيرة. أما التشكيل بالقوالب المغلقة، فيتميز بانخفاض الدقة. تشكيل يتطلب استخدام القوالب، والتي يمكنها إنتاج أجزاء ذات دقة عالية وأشكال معقدة.
بالمقارنة مع التصنيع باستخدام الحاسب الآلي، فإن عيب التشكيل بالطرق هو قلة مرونته. لكن مزايا التشكيل بالطرق واضحة بنفس القدر، إذ يُغير البنية الشبكية الداخلية للمعدن بفعل درجات الحرارة والضغط العاليين، ويمكنه إنتاج قطع ذات متانة أعلى من طرق المعالجة الأخرى. يُعد التشكيل بالطرق خيارًا أفضل عند الإنتاج الضخم للمكونات الرئيسية التي تتطلب متانة عالية (مثل قضبان التوصيل، والتروس، والأعمدة، إلخ).
في عملية الإنتاج الفعلية، غالبًا ما تتطلب عملية إنتاج المنتج مجموعة متنوعة من العمليات. يُستخدم التصنيع باستخدام الحاسب الآلي (CNC) غالبًا في عمليات ما بعد المعالجة لقطع التشكيل والصب.
اتجاهات تصنيع الآلات باستخدام الحاسب الآلي
مع تطور العلوم والتكنولوجيا، تتطور عمليات التصنيع باستخدام الحاسب الآلي في اتجاه التكامل بين الدقة العالية والذكاء والأتمتة ومتعددة التقنيات.
1. الذكاء والأتمتة
في العامين الماضيين، شهد الذكاء الاصطناعي نموًا هائلًا، ويسعى المزيد من الرواد إلى دمج الذكاء الاصطناعي في صناعاتهم، مما ضخّ حيوية جديدة في تطوير هذه الصناعة، ومجال تصنيع الآلات باستخدام الحاسب الآلي ليس استثناءً. يسعى العديد من مصنعي أدوات الآلات إلى تدريب الذكاء الاصطناعي المتخصص، ودمجه مع آلات والروبوتات باستخدام الحاسب الآلي، لتحقيق ورش عمل ذكية بدون طيار (التصنيع بدون استخدام الأيدي).
2. دقة عالية
مهما طال الزمن، لطالما كانت الدقة العالية هدفنا، لأن الأجهزة والمعدات عالية الدقة تُسهم بشكل مباشر في تطوير العلوم والتكنولوجيا البشرية. وقد أوصلت الاختراقات في المحركات الخطية، ومساطر الشبكة، وغيرها من التقنيات دقة التصنيع باستخدام الحاسب الآلي إلى مستوى النانومتر.
3. تكامل التكنولوجيا المتعددة
دمج التقنيات المتعددة لا يقتصر على استخدام تقنيات متعددة في معالجة قطعة واحدة، بل يشمل دمجها في جهاز واحد. على سبيل المثال، عند استخدام الطباعة ثلاثية الأبعاد مع التحكم الرقمي بالحاسوب (CNC)، تُكمل الآلة نفسها الطباعة ثلاثية الأبعاد والتشطيب باستخدام التحكم الرقمي بالحاسوب، مما يُقلل بشكل فعال من أخطاء التبديل بين المعدات المتعددة ويُحسّن كفاءة المعالجة.
4. مواد جديدة
تتمتع أدوات القطع بتأثير مباشر على قدرات التصنيع، والبحث والتطوير لمجموعة متنوعة من أدوات المواد الجديدة، مثل الماس متعدد البلورات (PCD) ونتريد البورون المكعب (CBN)، يطور باستمرار قدرات التصنيع لتكنولوجيا CNC.
خاتمة
يُعدّ التصنيع باستخدام الحاسب الآلي (CNC) التكنولوجيا الأساسية في التصنيع الحديث، إذ يجمع بين علوم الحاسوب والتصنيع الميكانيكي والأتمتة وهندسة المواد، سعيًا إلى تعزيز التطور المستمر لمختلف الصناعات. ومع إضافة الذكاء الاصطناعي واستكشاف التكامل بين التقنيات المتعددة، يُواصل التصنيع باستخدام الحاسب الآلي دفع حدود التصنيع إلى آفاق جديدة، محولًا التصاميم المعقدة إلى واقع ملموس.








