La contracción por fundición parece una idea sencilla: el metal se reduce al enfriarse. Pero en la producción real, contracción de la fundición Es una de las principales razones por las que las piezas terminan con huecos internos, depresiones superficiales, fugas en componentes sometidos a pruebas de presión o "desechos inesperados" después del mecanizado CNC. El problema es que la contracción no es un solo evento. Ocurre en las etapas de enfriamiento y solidificación, y si se convierte en un... defecto de fundición Depende de si la pieza fundida puede ser “alimentada” con metal líquido mientras se congela.
Este artículo explica qué es la contracción de fundición y la diferencia entre la contracción normal y la contracción de fundición. defectos de contracción, por qué son importantes los puntos calientes y las estrategias prácticas de prevención que hacen que el mecanizado sea más fácil y la calidad más predecible.
¿Qué es la contracción de la fundición?
La contracción de la fundición es la reducción natural del volumen que se produce al enfriarse el metal fundido y transformarse en una pieza sólida. En todo sistema de aleación, el metal se contrae al bajar la temperatura y también durante la transición de líquido a sólido.
La contracción se convierte en un defecto solo cuando la pieza fundida no puede absorber suficiente metal líquido durante la solidificación para compensar la pérdida de volumen. Cuando la alimentación es insuficiente, el resultado puede ser una cavidad visible o una red de pequeños huecos ocultos en el interior de la pieza que solo aparecen durante la inspección o el mecanizado.
Tipos de contracción en la fundición
La contracción suele analizarse en tres etapas porque cada una influye en el proceso de forma diferente. La primera es contracción líquida, que ocurre mientras el metal aún está completamente líquido y se enfría. El segundo es contracción por solidificación, que ocurre cuando el metal pasa de líquido a sólido; esta es la etapa más directamente relacionada con las cavidades y la porosidad por contracción. La tercera es contracción del estado sólido, lo que ocurre después de que la pieza ya está sólida y continúa enfriándose a temperatura ambiente.
En términos prácticos, cuando la gente habla de “defectos de contracción”, casi siempre se refieren a lo que sucede durante la solidificación, porque es entonces cuando la pieza fundida necesita un camino de suministro continuo de metal líquido.
¿Cómo aparece el defecto de contracción en diferentes procesos de fundición?
La "personalidad" de un defecto de contracción depende en gran medida de la capacidad del molde para extraer calor y la presión aplicada durante la solidificación. Si bien la física del enfriamiento es constante, un molde de arena y una matriz de acero refrigerada por agua crean entornos internos muy diferentes que el operario debe abordar.
Cavidad de contracción vs. porosidad de contracción
Los problemas de contracción generalmente aparecen de una de dos maneras.
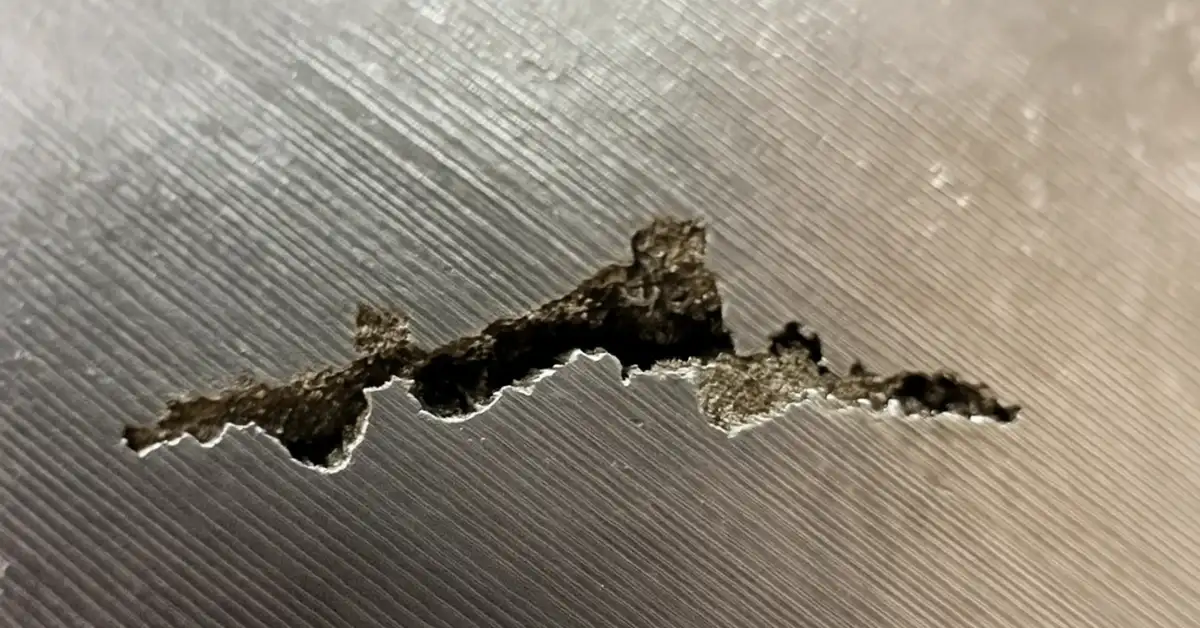
A cavidad de contracción es la forma más obvia: un vacío más grande que se forma cuando una región caliente se solidifica al final y no hay suficiente metal de alimentación. porosidad por contracción La condición es más sutil. En lugar de un gran vacío, se obtiene un conjunto de pequeños vacíos, similar a una esponja, distribuidos por una región, a menudo en secciones más gruesas o en puntos calientes. En las normas radiográficas para fundiciones de acero, la contracción se describe comúnmente en patrones como la contracción lineal, plumosa y tipo esponja, ya que su forma indica el comportamiento de la alimentación y la solidificación.
Ambas formas son dolorosas por diferentes razones. Las cavidades pueden causar rechazo inmediato. La porosidad puede superar las primeras comprobaciones y luego fallar al mecanizarla o someterla a pruebas de presión.
¿Por qué los puntos calientes crean defectos de contracción?
Si buscas un concepto que explique la mayoría de los problemas de contracción en la fundición, es este: Los puntos calientes se congelan al final.
Un punto caliente es una región con una alta relación volumen-superficie. Se enfría y solidifica más lentamente que las secciones circundantes, por lo que se convierte en el último lugar en congelarse. Cuando esta última región se solidifica, se contrae. Si el metal líquido no puede alcanzarla a través de las vías de alimentación aún abiertas, deja una cavidad o porosidad. Por esta razón, los equipos de diseño y proceso se centran tanto en los puntos calientes y la solidificación direccional.
¿Qué causa típicamente los defectos de contracción?
Los defectos de contracción no suelen deberse a un solo error, sino a una discrepancia entre el comportamiento de solidificación y la capacidad de alimentación.
Una causa común es diseño de alimentación inadecuado—lo que significa que los elevadores son demasiado pequeños, están demasiado lejos o no están colocados para alimentar la región de congelación final. Otra causa frecuente es solidificación direccional deficiente, donde varias secciones se congelan de forma que atrapan el metal líquido en lugar de atraerlo hacia un tubo ascendente. Los tubos ascendentes están diseñados para actuar como depósitos de metal fundido y "bancos de calor" térmicos, de modo que la pieza fundida se congela hacia el tubo ascendente y se mantiene alimentable el mayor tiempo posible.
La geometría también juega un papel importante. Las transiciones de espesor a espesor, las protuberancias pesadas aisladas y las uniones grandes son puntos críticos de contracción clásicos. Las variables del proceso también son importantes: la temperatura de vertido, la práctica de vertido, el material del molde y las condiciones de enfriamiento pueden influir en la ubicación de la última región de congelación y en si las vías de alimentación permanecen abiertas el tiempo suficiente.
Cómo prevenir defectos de contracción en la fundición

La estrategia más confiable no es "esforzarse más en la inspección". Se trata de diseñar el comportamiento de congelación para que la contracción se alimente intencionalmente.
Eso suele empezar por forzar solidificación direccional. Se busca que la pieza fundida se congele desde los puntos más alejados hacia la mazarota, por lo que la última región en congelarse está conectada a un depósito de metal líquido. Aquí es donde la ubicación, el tamaño y el diseño del cuello de la mazarota son importantes, ya que la mazarota debe permanecer líquida durante más tiempo que la sección que alimenta.
Luego, se gestionan los puntos calientes. A veces, la mejor solución está relacionada con el diseño: transiciones más suaves, añadir filetes o reducir la masa aislada. Otras veces, la solución está relacionada con el proceso: usar enfriamiento para extraer el calor de una región y que se congele antes, o ajustar el paso de inyección para que el flujo del metal y la distribución de la temperatura sean más favorables. En la producción moderna, la simulación se utiliza a menudo para identificar puntos calientes y predecir problemas de alimentación antes de finalizar el mecanizado, ya que los problemas de contracción son más económicos de resolver en una pantalla que en un centro de mecanizado.
Cómo se manifiesta la contracción de la pieza fundida durante el mecanizado CNC
La contracción es uno de los problemas más comunes porque “todo parecía estar bien hasta que lo mecanizamos”.
Es posible que observe la apertura de poros en las superficies de sellado, los puertos roscados o las superficies de las juntas. Puede encontrar una cavidad cerca de un orificio o asiento, convirtiendo una pieza casi terminada en chatarra. Incluso cuando los huecos no están expuestos, la porosidad por contracción puede causar desgarros superficiales locales, acabados irregulares o vías de fuga en piezas sometidas a presión. Por eso, el control de la contracción está estrechamente vinculado a... tolerancia de mecanizado y una estrategia de referencia: si la condición inicial de la fundición es inestable o porosa en zonas funcionales, se ve obligado a dejar más stock y realizar más trabajos de reelaboración para proteger la calidad.
Cómo se detecta la contracción
Recursos: Investigación de tapetes
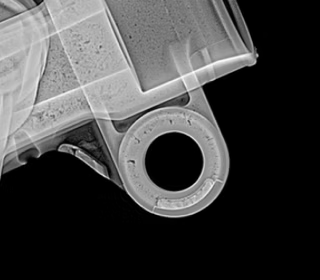
Las cavidades superficiales son fáciles de detectar visualmente, pero la porosidad por contracción a menudo requiere métodos de inspección que permitan ver el interior de la pieza fundida. La radiografía se utiliza ampliamente para clasificar las discontinuidades internas, y las normas radiográficas de referencia categorizan explícitamente los patrones de contracción y los niveles de severidad de las piezas fundidas, razón por la cual muchas especificaciones industriales establecen criterios de aceptación radiográfica.
La conclusión práctica es sencilla: si una pieza retiene la presión o es sensible a la fatiga, no se base solo en el aspecto de la superficie. Ajuste las expectativas de inspección con antelación para no descubrir contracción después de haber pagado el mecanizado.
Qué comunicar con anticipación para que la contracción no se convierta en una sorpresa
La prevención de la contracción se hace más fácil cuando la intención de fabricación es clara desde el principio.
Si una superficie debe sellarse, indíquelo con antelación. Si un orificio es un asiento funcional, indíquelo con antelación. Si la pieza se someterá a pruebas de presión, indíquelo con antelación. Esto permite al proveedor proteger esas zonas mediante el diseño de la alimentación, el control de la solidificación y la planificación de la inspección. También ayuda a aclarar qué se mecanizará y qué se conservará en estado bruto de fundición, ya que esto define dónde el riesgo de contracción es aceptable y dónde no.
Preguntas frecuentes: Contracción de la fundición
¿Por qué los problemas de contracción a veces aparecen solo después del mecanizado CNC?
Porque el defecto suele ser interno. La superficie de fundición en bruto puede parecer normal, pero al mecanizarse, se abre una cara de sellado, un puerto, un orificio o un asiento, se expone una red de vacíos que no era visible desde el exterior.
¿Cómo puedo saber si la porosidad que veo es por contracción o porosidad por gas?
Una pista práctica rápida es ubicación y patrón. La contracción tiende a aparecer cerca de secciones más pesadas, uniones y zonas de "última congelación", a menudo como huecos agrupados o esponjosos. Es más probable que la porosidad del gas sea más redonda, esté más uniformemente dispersa y esté relacionada con las condiciones de la superficie y el flujo. Si es crítico, solicite a su proveedor que lo confirme con evidencia de inspección en lugar de basarse en fotos.
¿Qué características de las piezas tienen más probabilidades de crear puntos críticos de contracción?
Los salientes pesados, las transiciones de grueso a delgado, las uniones en T, los filetes grandes alrededor de masas gruesas y los “trozos” aislados de material son los sospechosos habituales, básicamente, cualquier lugar donde el calor queda atrapado y el metal se congela al final.
¿Aumentar la temperatura de vertido solucionará los defectos de contracción?
No es fiable. Una temperatura más alta puede mejorar el llenado, pero también puede aumentar la cantidad de alimentación necesaria y empeorar los puntos calientes. La contracción suele solucionarse con un mejor control de la alimentación y la solidificación, no simplemente vertiendo a mayor temperatura.
¿Se pueden reparar los defectos de contracción (soldadura/impregnación) y cuándo es aceptable?
Algunas piezas se pueden reparar, pero depende de la aplicación. La soldadura puede introducir distorsión y nuevas tensiones, y la impregnación puede funcionar en zonas de fuga, pero no restaura la resistencia donde los huecos son importantes. Para componentes que retienen la presión o son críticos para la fatiga, muchos compradores restringen las reparaciones o exigen aprobación y documentación.
¿Qué debo incluir en mi RFQ para reducir el riesgo de desperdicios relacionados con mermas?
Mencione las pruebas de presión, las superficies estancas, las zonas críticas de fatiga y las características que deben estar en buen estado después del mecanizado (puertos, superficies de sellado, orificios, roscas). También aclare qué se mecanizará y qué se dejará en estado bruto de fundición, ya que esto indica al proveedor dónde no se puede tolerar la contracción.
Si mi pieza retiene presión, ¿cuál es el enfoque de inspección más inteligente que debo solicitar?
No confíe solo en las inspecciones visuales. Solicite un plan de inspección que se ajuste al riesgo: cuando la solidez interna sea importante (alrededor de puertos, superficies de sellado, uniones gruesas), solicite la verificación adecuada antes de que el mecanizado pesado aporte valor. El método exacto depende del material y la geometría, pero el objetivo debe ser "comprobar la solidez en zonas críticas".“
¿Cómo afecta la contracción de la fundición al margen y al coste del mecanizado?
Si el riesgo de merma es alto, se ve obligado a dejar más material para garantizar la limpieza y evitar la apertura de huecos, lo que implica tiempos de ciclo de CNC más largos y mayor riesgo de desperdicio en las últimas fases del proceso. Un diseño de alimentación estable y una fundición sólida permiten reducir la sobremedida de mecanizado y mecanizar con mayor confianza.
¿Cuál es la “solución” más rápida si la contracción persiste en la misma pieza?
Considérelo una causa raíz repetible: la zona de última congelación no se alimenta de forma consistente. La solución más rápida suele ser revisar las ubicaciones de los puntos calientes (especialmente alrededor de secciones gruesas y uniones) y luego actualizar los controles de alimentación/solidificación, no solo clasificar las piezas con mayor intensidad después.
Conclusión
La contracción en la fundición es inevitable, pero los defectos de contracción no lo son. Cuando el patrón de solidificación se diseña correctamente y la pieza se mantiene alimentable hasta que se solidifica el último punto caliente, la contracción se compensa en lugar de quedar atrapada dentro de la pieza. La recompensa se refleja donde realmente importa: menos fugas, menos sorpresas durante el mecanizado CNC, tolerancias más estables y un menor coste total.
Si la contracción ha sido un problema recurrente en piezas similares, generalmente vale la pena abordarlo de manera temprana (en la etapa de diseño y planificación del proceso) porque es mucho más barato que descubrir huecos después de que el mecanizado ya haya agregado valor.