“La dureza surge en casi todas las conversaciones sobre piezas metálicas, ya que afecta directamente la vida útil, la resistencia a las abolladuras, la maquinabilidad y el comportamiento de una pieza en servicio. Sin embargo, la dureza también es una de las especificaciones más incomprendidas. Se suele usar como término genérico para "resistente" o "durable", a pesar de que la dureza es una medida en sí misma con sus propios métodos de prueba y limitaciones.
En la fabricación diaria, la dureza es más útil como... control de calidad repetible. Ayuda a confirmar si una pieza está en el estado correcto del material, especialmente después del tratamiento térmico. Por eso prestamos mucha atención a la dureza en Fabricación de HDC Cuando producimos piezas de metal personalizadas mediante fundición, forja y Mecanizado CNC—especialmente para proyectos en los que se utiliza tratamiento térmico para alcanzar un objetivo de rendimiento específico (superficies de desgaste, pasadores, ejes, componentes de bisagras e interfaces de soporte de carga).
Qué es realmente la dureza (sin la explicación del libro de texto)

La dureza se entiende mejor como resistencia a la sangría—la resistencia de un material al ser presionado por un penetrador estandarizado bajo una carga controlada. No existe una única "constante de material" universal. El valor obtenido depende del método utilizado, por lo que los valores de dureza se expresan con una escala como CDH, HRB, Alto voltaje, o Trabajo de alta calidad.
En la práctica, una mayor dureza suele correlacionarse con una mejor resistencia al desgaste y, en ocasiones, con una mayor resistencia, pero también puede reducir la ductilidad y la tolerancia al impacto. Por lo tanto, "más duro" no significa automáticamente "mejor". La dureza adecuada es la que se adapta a la función de la pieza.
Cómo se especifica la dureza en los planos y órdenes de compra
La mayoría de las especificaciones del mundo real se reducen a tres cosas: La escala, el rango objetivo y dónde se aplica. Una buena indicación sería "HRC 38–42" o "HV 320–360", y a veces incluye una ubicación de prueba o una nota que indica que la dureza se aplica después del tratamiento térmico.
Esto es importante porque la dureza puede variar en una pieza. Por ejemplo, una protuberancia de fundición gruesa y una nervadura delgada pueden no enfriarse de la misma manera. Una pieza en bruto forjada puede tener áreas que respondan de forma diferente si la geometría crea un enfriamiento desigual. Incluso los pasos de acabado pueden ser importantes: el enchapado, los recubrimientos o las capas de descarburación pueden afectar la medición si el punto de prueba no se elige con cuidado.
Las principales pruebas de dureza y cuándo tiene sentido cada una
La mayoría de los compradores encontrarán tres pruebas comunes: Rockwell, Vickers y Brinell, además de pruebas de microdureza para capas delgadas.
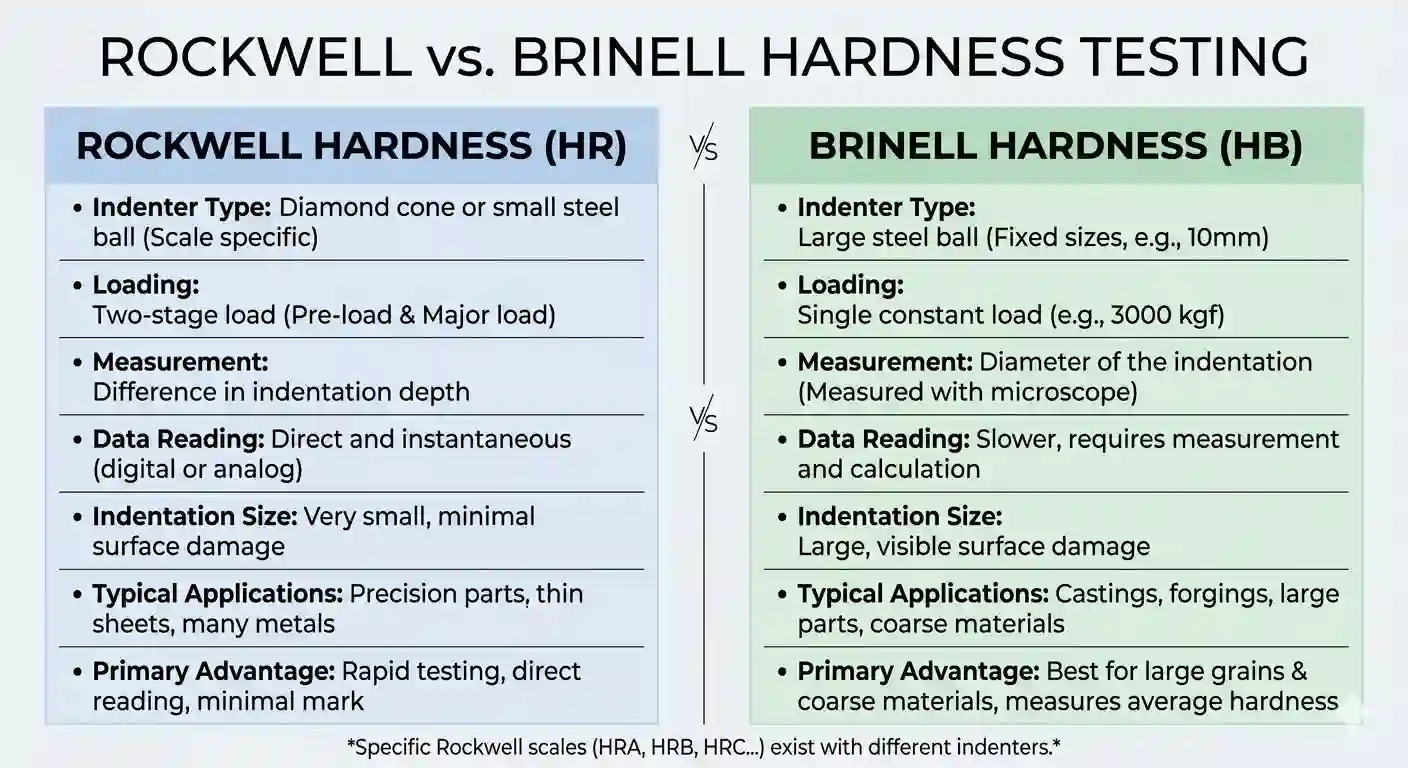
El método Rockwell es popular en las plantas de producción porque es rápido y fácil de repetir. Es un método práctico de "aprobar/no aprobar" para muchos aceros y piezas metálicas en general, y está estandarizado bajo... ASTM E18 (Dureza Rockwell de materiales metálicos). Puede consultar la referencia estándar aquí: ASTM E18.
Brinell utiliza un indentador más grande y se usa comúnmente para piezas fundidas y secciones más gruesas, especialmente donde la textura de la superficie no es lisa como un espejo. Vickers es más versátil en un amplio rango de dureza y se usa a menudo cuando se necesita un control más preciso, indentaciones más pequeñas o informes más similares a los de un laboratorio. Para recubrimientos muy delgados, capas de caja o características pequeñas, los métodos de microdureza (como Knoop o micro-Vickers) suelen ser la única opción viable.
Si necesita la alineación del método Rockwell a nivel internacional, ISO también define el método Rockwell (por ejemplo, ISO 6508-1).
Por qué las lecturas de dureza no coinciden entre proveedores (las razones ocultas)
Las pruebas de dureza parecen sencillas, hasta que dos talleres prueban la misma pieza y discrepan. En la práctica, las diferencias suelen deberse a unas cuantas causas predecibles.
El estado de la superficie es un factor importante. La cascarilla, los recubrimientos, las marcas de mecanizado, la descarbonización o incluso la textura del granallado pueden alterar las lecturas debido a que el indentador no detecta una superficie uniforme. El soporte de la pieza es otro problema común: las secciones delgadas pueden flexionarse durante la prueba, lo que puede hacer que la pieza parezca más blanda de lo que realmente es. La ubicación de la prueba también es importante: comprobar en un borde, en una pared delgada o demasiado cerca de otra hendidura puede distorsionar los resultados.
Finalmente, la calibración y la trazabilidad son importantes. La dureza solo es útil si los resultados son estables a lo largo del tiempo. Por eso, organizaciones como el NIST se centran en la trazabilidad de la dureza y la consistencia de las mediciones (resumen aquí: Estandarización y mediciones de dureza del NIST).
Elegir un objetivo de dureza en función de lo que realmente hace la pieza
Una forma práctica de elegir la dureza es comenzar con el modo de falla que estás tratando de evitar.
Si la pieza trata principalmente sobre tener puesto (contacto deslizante, exposición abrasiva, frotamiento repetido), generalmente se busca una mayor dureza, pero también se debe evitar que la pieza sea demasiado frágil para soportar impactos o desalineación. Si la pieza es... componente portante que sufre impactos o flexiones, a menudo se elige una dureza moderada que mantenga la tenacidad. Si la pieza es principalmente... interfaz de precisión (orificios, superficies de sellado, datos), la consistencia y el control de la distorsión pueden ser tan importantes como el número de dureza.
Aquí es donde la fundición, la forja y el mecanizado entran en juego de una manera muy práctica:
- Proyectos de casting:Los compradores suelen preocuparse por un mecanizado estable y resultados consistentes en todos los lotes. Las comprobaciones de dureza son útiles en este caso, ya que revelan rápidamente si la condición de la pieza fundida presenta variaciones (lo que suele manifestarse posteriormente como cambios en el acabado superficial, desgaste de la herramienta o material de limpieza inconsistente).
- Proyectos de forja:Las piezas forjadas se eligen comúnmente por su durabilidad, pero la dureza deseada debe coincidir con la carga. Si son demasiado duras, pueden generar fragilidad; si son demasiado blandas, las superficies de desgaste no durarán. La dureza "adecuada" suele provenir de un tratamiento térmico adecuado, no de una simple suposición.
- Bisagras de piano y herrajes para bisagras:Éste es un ejemplo sorprendentemente bueno de dureza práctica. Bisagras de piano son sensibles a desgaste del pasador, deformación de los nudillos, y un movimiento suave a largo plazo. Si la dureza es demasiado baja, los nudillos pueden ovalarse y la bisagra se afloja; si es demasiado alta sin la tenacidad adecuada, pueden aparecer grietas en secciones delgadas o alrededor de elementos moldeados. Si la bisagra está chapada o revestida, la prueba de dureza debe realizarse en la superficie correcta o en una probeta representativa para que la lectura refleje la condición del metal base.
Debido a que HDC Manufacturing cubre fundición, forja, mecanizado CNC y tratamiento térmico bajo un mismo techo de capacidad, generalmente tratamos la dureza como parte de un plan completo: elegimos el proceso de inicio correcto para la pieza en bruto, aplicamos el tratamiento térmico para alcanzar la condición objetivo, luego mecanizamos características críticas hasta la tolerancia final y verificamos la dureza donde importa.
Cómo se controla la dureza en la fabricación (lo que realmente mueve la aguja)

El control de la dureza comienza con la selección del material, pero la palanca más importante suele ser tratamiento térmico—y la disciplina para ejecutarlo consistentemente.
En el caso de los aceros, la dureza suele incrementarse mediante métodos como el temple y revenido, el endurecimiento por inducción o la cementación (superficie dura con un núcleo más tenaz). En el caso de las aleaciones endurecibles por precipitación (muchos aluminios), la dureza se logra mediante ciclos controlados de disolución/envejecimiento. En el caso de las piezas fundidas de hierro, la composición química y el comportamiento al enfriamiento influyen considerablemente en la dureza y la maquinabilidad.
En términos de producción, el control implica controlar las variables que modifican el resultado: uniformidad de temperatura, tiempo de remojo, estado del medio de temple, parámetros de revenido, carga de la pieza y consistencia del enfriamiento. También implica planificar la distorsión, ya que los mismos pasos que aumentan la dureza pueden introducir tensiones residuales y movimiento, especialmente en geometrías delgadas, piezas largas o formas asimétricas.
Por eso es útil que el mismo equipo pueda coordinar los pasos del proceso. Cuando el tratamiento térmico está alineado con la estrategia de mecanizado (mecanizado antes y después del tratamiento térmico, tolerancias de material, decisiones de rectificado de acabado), no solo se alcanza un valor de dureza, sino que se alcanza. Sin sacrificar los requisitos dimensionales.
Cómo especificar la dureza para obtener resultados predecibles
Si la dureza es importante, facilite la prueba y evite malentendidos. Especifique la escala (HRC/HV/HBW), proporcione un rango razonable e identifique la ubicación de la prueba o la zona funcional. Si la pieza requiere endurecimiento superficial, separe las expectativas de superficie y núcleo. Si la pieza se va a galvanizar, recubrir o granallar, aclare si la dureza se verifica antes del acabado, después del acabado o en una muestra de referencia.
La mayoría de los problemas de dureza costosos no se deben a un tratamiento térmico deficiente. Se deben a requisitos poco claros, una ubicación de prueba incorrecta o la expectativa de que un solo valor de dureza lo garantiza todo. Cuando la especificación es clara, la dureza se convierte en una de las maneras más sencillas y rápidas de mantener la calidad estable.
Preguntas frecuentes: Dureza (preguntas reales y útiles)
¿Qué prueba de dureza debo solicitar si voy a comprar piezas mecanizadas?
Si desea una verificación rápida de la producción, se suele usar Rockwell. Si la pieza es delgada, pequeña o requiere informes más precisos, la prueba Vickers/microdureza puede ser más adecuada. La mejor prueba es la que se ajusta al espesor de la pieza y al estado de la superficie.
¿Puedo medir la dureza de una pieza revestida o chapada y confiar en el número?
No siempre. Los recubrimientos y tratamientos superficiales pueden afectar las lecturas según el espesor y el método de prueba. Si la dureza es crítica, defina dónde y cuándo se prueba (generalmente antes del recubrimiento o en una muestra representativa).
¿Por qué mi pieza se mecaniza de manera “dura” aunque cumple con la especificación de dureza?
La dureza es solo una parte de la maquinabilidad. La microestructura, las inclusiones, el estado de la superficie y las zonas duras locales pueden modificar el desgaste y el acabado de la herramienta, incluso si la dureza general cumple con las especificaciones.
¿Se debe comprobar la dureza en cada pieza o por lote?
Depende del riesgo. Muchos compradores aceptan la verificación a nivel de lote con procesos estables. Para piezas críticas de seguridad o de desgaste, puede justificarse un muestreo más riguroso o verificaciones 100% de características específicas.
¿Cuál es el error más común que comete la gente con los requisitos de dureza?
Especificar un valor de dureza sin especificar la escala, la ubicación de la prueba ni si se aplica después del tratamiento térmico y el acabado. De esta manera, se obtienen piezas "técnicamente conformes" que, aun así, no se comportan como se espera.
Conclusión
La dureza es uno de los números más simples en un plano, pero influye en muchos resultados reales: vida útil, maquinabilidad, estabilidad dimensional y fiabilidad a largo plazo. La clave está en tratar la dureza como un requisito controlado y comprobable: especificar la escala y el rango correctos, probarla en el lugar correcto y alinearla con la función de la pieza en lugar de buscar el valor máximo. Cuando los objetivos de dureza se planifican junto con la ruta de fabricación (fundición o forja para la pieza en bruto, tratamiento térmico para alcanzar la condición requerida y mecanizado CNC para el acabado de las interfaces críticas), se obtienen piezas que no solo superan la prueba de dureza, sino que también se mecanizan de forma consistente y rinden como deberían en servicio.






