Ищете технологию литья, которая позволит вам изготавливать сложные металлические детали с минимальными или нулевыми отходами? Литье по выплавляемым моделям — одна из современных технологий, позволяющая добиться точных результатов за меньшее количество этапов.
Если вы хотите узнать больше об этих методах литья, продолжайте читать этот блог. Мы подробно обсудим их технологию, плюсы и минусы, а также применение в различных отраслях.
Что такое литье по выплавляемым моделям?
“Литье по выплавляемым моделям — это тип литья металла методом испарения, при котором вспененный полистирол используется в качестве формы для придания формы деталям из расплавленного металла, которые затем испаряются после завершения работы.
Знаете, раньше для изготовления металлических деталей применялся метод литья по выплавляемым моделям. Однако при этом используется восковая модель, которую необходимо расплавить перед заливкой металла. Что ж! Этот дополнительный этап требует времени и энергии, что увеличивает общую стоимость производства.

Таким образом, чтобы преодолеть ограничения традиционного метода литья в 1958, Х. Ф. Шройер ( Американский изобретатель и инженер) представил, что можно использовать шаблон из пены вместо воска.
Это связано с тем, что температура кипения вспененных материалов (например, полистирола) обычно очень низкая, около 100–200 °C. В результате, когда вы заливаете горячий расплавленный металл (выше 600–1500 °C) на заполненную форму пену, он легко испаряется.
Итак, в 1960–1970 годах эта технология начала внедряться в производство, особенно в автомобильной промышленности. А после 1980-х годов она приобрела огромную популярность и стала считаться хорошей альтернативой литью по выплавляемым моделям или литью в песчаные формы благодаря низкой себестоимости производства.
Типы используемых материалов и металлов
| Температура плавления (°C) | Плотность (г/см³) | Ключевые свойства | Общие приложения | |
| Алюминий и сплавы | 660 – 750 | 2.7 | Легкий, устойчивый к коррозии, с высокой теплопроводностью | Детали двигателя, корпуса редукторов, кронштейны |
| Чугун | 1150 – 1200 | 7.0 – 7.8 | Отличная износостойкость, хорошая текучесть и высокая прочность на сжатие | Блоки двигателей, трубы и основания машин |
| Медь и латунь | 1083 (Медь), 900 – 940 (Латунь) | 8.4 – 8.9 | Отличная электро- и теплопроводность, коррозионная стойкость | Электрокомпоненты, сантехническая арматура, декоративные детали |
| Магний и сплавы | 650 – 670 | 1.7 – 1.9 | Чрезвычайно легкий, хорошее соотношение прочности и веса, легко обрабатывается | Детали для аэрокосмической техники, автомобильные колеса, корпуса для электроники |
| Никелевые сплавы | 1350 – 1450 | 8.5 – 8.9 | Исключительная коррозионная стойкость и термостойкость, сохраняет прочность при высоких температурах | Турбинные лопатки, клапаны, аэрокосмические компоненты |
| Нержавеющая сталь | 1370 – 1530 | 7.7 – 8.0 | Коррозионностойкий, прочный, долговечный и эстетически гладкий | Насосы, медицинские инструменты, пищевое и судовое оборудование |
Как работает процесс литья по выплавляемым моделям?
Надеюсь, теперь вы лучше понимаете, что такое процесс LFC. Однако для более глубокого понимания я расскажу вам о нём пошагово: как с помощью шаблона из пенопласта получить желаемую форму металла.
Итак! Процесс LFC в основном состоит из 5 этапов, давайте рассмотрим каждый из них по отдельности!
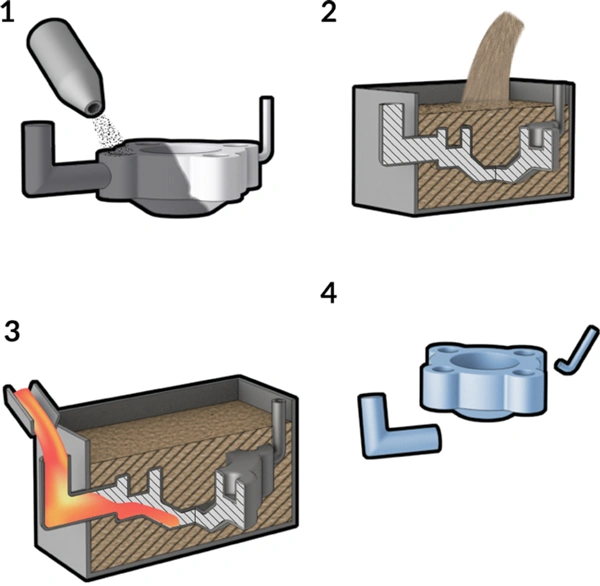
Шаг 1: Разработка выкройки
Прежде всего, подготовьте шаблон из пенопласта (обычно из вспененного полистирола), который поможет вам создать желаемую форму. Итак! Этот шаблон можно изготовить разными способами в зависимости от типа изделия. Например, при мелкосерийном производстве фабрики обычно вырезают шаблон вручную или на станке из чёрного пенопласта.
С другой стороны, при крупносерийном производстве гранулы полистирола обычно впрыскиваются в предварительно нагретую алюминиевую форму, как правило, под низким давлением. Впоследствии, благодаря подаче пара, гранулы расширяются и сплавляются.
Удивительно то, что окончательный рисунок пены получается около 97,5% воздуха и 2,5% полистирола, что делает его легким и простым в обращении.

Шаг 2: Нанесение изоляционного покрытия
Когда модель из пены готова, её нужно покрыть изоляционной или огнеупорной краской. Это очень важно, поскольку модель из пены очень хрупкая; поэтому покрытие создаст тонкую оболочку, которая поможет контролировать испарение пены при заливке расплавленного металла.
| Типы покрытий | Основные ингредиенты | Подходящие металлы | Преимущества |
| Покрытие на основе циркона | Порошок циркона (ZrSiO₄) + связующее вещество вода/спирт | Сталь, Чугун | Отличная термостойкость и гладкая поверхность. |
| Покрытие на основе оксида алюминия | Оксид алюминия (Al₂O₃) | Ферросплавы | Обеспечивает превосходную термостойкость и предотвращает проникновение металла в песок |
| Покрытие на основе диоксида кремния | Кремний (SiO₂) | Алюминий, цветные сплавы | Экономичный вариант; обеспечивает хорошую изоляцию. |
| Покрытие на основе силиката магния или графита | Тальк, графит или другие минералы | Алюминий, магний, легкие сплавы | Улучшает газопроницаемость |
Шаг 3: Помещение шаблона в емкость с песком
После этого покрытая модель помещается в песочную колбу (наполненную сухим песком). Это также служит опорой для пены, позволяя ей сохранять форму.

Шаг 4: Заливка расплавленного металла
Теперь вы выльете горячий расплавленный металл прямо на форму из пены. Под действием тепла пена испаряется, и в конечном итоге металл принимает заданную форму.
Шаг 5: Сбор отливок
Наконец, дайте форме остыть и извлеките готовое металлическое изделие. Затем его очищают, обрезают и проверяют на точность, оставляя гладкую, детализированную металлическую деталь, требующую минимальной механической обработки.
Плюсы и минусы процесса литья по выплавляемым моделям
Давайте разберёмся, почему метод литья по выплавляемым моделям предпочтительнее других. Кроме того, мы расскажем вам о некоторых его недостатках, чтобы вы могли принять взвешенное решение.

Плюсы
- Точность размеров
- Сокращение этапов обработки
- Интеграция Ассамблей
- Низкое воздействие на окружающую среду
- Широчайший выбор плотностей в соответствии с размером или сложностью типа металла.
Минусы
- Высокая стоимость выкройки
- Низкая скорость производства
- Хрупкость узора
- Ограниченные типы металлов
Литье по газифицируемым моделям и литье в песчаные формы: в чем разница
| Литье по выплавляемым моделям | Литье в песчаные формы | |
| Материал выкройки |
|
|
| Тип пресс-формы |
|
|
| Возможность повторного использования шаблона |
|
|
| Чистота поверхности |
|
|
| Точность размеров |
|
|
| Стоимость производства |
|
|
| Сложные формы |
|
|
| Воздействие на окружающую среду |
|
|
Каковы области применения процесса литья по выплавляемым моделям?
Процесс LFC нашел применение во многих отраслях промышленности благодаря своей способности производить сложные формы с достаточно высокой точностью.
- Автоматизированная индустрия: Этот процесс можно использовать для производства блоков двигателей, головок цилиндров, корпусов коробок передач и компонентов подвески.
- Аэрокосмическая промышленность: Кроме того, процесс LFC находит применение в производстве лёгких конструкционных компонентов, кронштейнов и корпусов. Как упоминалось ранее, этот процесс более совместим с алюминиевыми сплавами, которые очень лёгкие и устойчивы к коррозии, используемыми в деталях аэрокосмической техники.

- Энергетический сектор: Более того, этот процесс можно использовать для изготовления сложных форм, таких как корпуса турбин, рабочие колеса и компоненты насосов.
- Потребительские товары и электроника: Кроме того, метод LFC лучше всего подходит для изготовления корпусов, рам и декоративных элементов. Это связано с тем, что такие изделия обычно изготавливаются из алюминиевых или магниевых сплавов, которые являются наиболее подходящими для этого метода металлами. В результате получаются лёгкие, но прочные изделия, которые легко переносить с места на место.
Часто задаваемые вопросы
Что представляет собой процесс LFC?
LFC на самом деле представляет собой процесс литья металла, при котором используется модель из вспененного полистирола для получения желаемой формы металлических деталей.
В чём разница между литьём по выплавляемым моделям и литьём по литьевым формам?
В процессе литья по выплавляемым моделям используется модель из пены, в то время как в литье по выплавляемым моделям используется модель из воска. Более того, литье по выплавляемым моделям включает больше этапов, таких как удаление воска, по сравнению с методом литья по выплавляемым моделям, где сама пена испаряется при заливке расплавленным металлом.
Термостойки ли изделия, изготовленные методом литья по выплавляемым моделям?
Ну, это зависит от материала, который вы привыкли использовать для создания форм. Итак, да, если вы используете термостойкие материалы, такие как алюминиевые или стальные сплавы, то ваше конечное изделие определённо сохранит свои свойства.
Окончательный вердикт
Короче говоря, технология литья по выплавляемым моделям (ЛГМ) — это современная технология, позволяющая получать точные результаты в короткие сроки. Кроме того, если вы заботитесь об окружающей среде (а это необходимо каждому), то этот метод ЛГМ — лучший выбор по сравнению с другими технологиями. Поскольку в нём используется несвязанный песок и мало связующих веществ, нет необходимости беспокоиться о химических выбросах.
Итак, если вам нужны высоконадежные индивидуальные решения по литью металла для вашей отрасли, то мы в Производство HDC Мы здесь, чтобы помочь вам. Мы обладаем более чем 15-летним опытом предоставления услуг литья и сертифицированы по стандарту ISO 9001. Итак, свяжитесь с нами с нами сегодня!






