غالبًا ما تُعتبر المعالجة الحرارية للألمنيوم مجرد ملاحظة على الرسم الهندسي، لكنها في الواقع قرارٌ حاسمٌ بالنسبة للمشترين، إذ تؤثر على القوة والصلابة والليونة وثبات الأبعاد ومقاومة التآكل وقابلية التشغيل. قد يختلف أداء قطعتين مصنوعتين من نفس سبيكة الألمنيوم اختلافًا كبيرًا إذا تم تسليم إحداهما في حالة التلدين أو حالة التصنيع، بينما تم تسليم الأخرى في حالة التصليد بالترسيب مثل T6. لذا، لا ينبغي للمشترين اعتبار المعالجة الحرارية أمرًا ثانويًا، بل هي جزءٌ لا يتجزأ من عملية التصنيع، ويجب أن تتوافق مع هندسة القطعة ومتطلبات التفاوت وظروف التشغيل منذ البداية. تُصنّف ASTM هذه المعالجة بوضوح إلى ممارسات مختلفة لسبائك الألمنيوم المطروقة وسبائك الألمنيوم المصبوبة، مما يُذكّرنا بأن المعالجة الحرارية للألمنيوم ليست متماثلة.
ماذا تعني المعالجة الحرارية للألمنيوم فعلياً
عمليًا، تعني المعالجة الحرارية للألمنيوم استخدام التسخين والتبريد المُتحكم بهما لتغيير البنية المجهرية للسبيكة، وبالتالي خصائصها. بالنسبة للألمنيوم، تُعدّ المعالجة الحرارية بالتصليد بالترسيب أهم أنواع المعالجات الحرارية. تتضمن هذه الطريقة عادةً المعالجة الحرارية بالمحلول، والتبريد السريع، ثم التقادم الطبيعي أو الاصطناعي، بحيث تتشكل رواسب مُقوّية بطريقة مُتحكّم بها. يُوضح العرض الفني الذي نشرته الجمعية الأمريكية للمعادن (ASM) حول المعالجة الحرارية للمعادن غير الحديدية أن العديد من سبائك الألمنيوم تُقوّى تحديدًا من خلال هذا النوع من تسلسل التصليد بالترسيب.
وهذا يقودنا مباشرة إلى أول فرق مهم في عملية الشراء: بعض سبائك الألومنيوم قابل للمعالجة الحرارية, وبعضها ليس كذلك. بشكل عام، تُعدّ عائلات سبائك 2xxx و6xxx و7xxx المطروقة أشهر المجموعات القابلة للمعالجة الحرارية، بينما تعتمد العائلات الأخرى غالبًا على التصليد بالتشكيل أو تأثيرات المحلول الصلب أكثر من التصليد بالترسيب. إذا لم تكن عائلة السبيكة قابلة للمعالجة الحرارية بالطريقة التي يتوقعها المشتري، فلن تُحقق أي مدة معالجة في الفرن زيادة حقيقية في القوة على غرار T6.
مصدر: ساينس دايركت
لا ينبغي معاملة الألمنيوم المشكل والألمنيوم المصبوب بنفس الطريقة
يُعدّ هذا أحد أهمّ نقاط التوريد. تخضع منتجات الألمنيوم المشغول ومسابك سبائك الألمنيوم لممارسات معالجة حرارية مختلفة نظرًا لاختلاف أشكالها وسلوك مقاطعها وطرق إنتاجها. يغطي معيار ASTM B918 المعالجة الحرارية لسبائك الألمنيوم المشغولة للاستخدامات العامة، بينما يغطي معيار ASTM B917 مسابك سبائك الألمنيوم الناتجة عن جميع عمليات الصب. لا ينبغي للمشترين التعامل مع هذين المعيارين على أنهما قابلان للتبادل، لأنّ المسبوكات ومنتجات الألمنيوم المشغولة لا تستجيب للمعالجة الحرارية بنفس الطريقة تمامًا، وستختلف ضوابط العملية التي يستخدمها المورّد تبعًا لذلك.
وهذا الأمر مهم أيضاً عند مقارنة عروض الأسعار. فمشكلة توريد قطعة من الألومنيوم المطروق أو المبثوق في حالة T6 تختلف عن مشكلة توريد قطعة من الألومنيوم المصبوب بالاستثمار أو المصبوب بالرمل في حالة T6. مسار المعالجة الحرارية قد تبدو متشابهة، لكن نطاق العملية وسلوك التشوه وتوقعات الخصائص الميكانيكية ليست متطابقة.
التسلسل الرئيسي للمعالجة الحرارية الذي سيواجهه المشترون
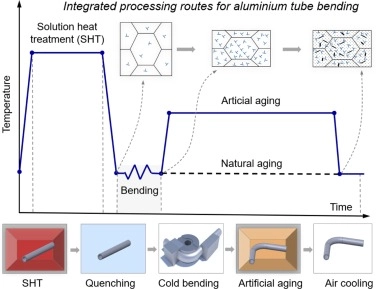
بالنسبة لسبائك الألومنيوم القابلة للمعالجة الحرارية، تتكون الطريقة التقليدية من ثلاث خطوات. أولاً تأتي المعالجة الحرارية للمحلول, حيث يتم تسخين السبيكة بدرجة حرارة كافية لإذابة الأطوار القابلة للذوبان في محلول صلب. ثم تأتي المرحلة الثانية. إخماد, وعادةً ما يكون التبريد سريعًا، للحفاظ على حالة التشبع الفائق. ويأتي بعد ذلك ثالثًا شيخوخة, يتم ذلك إما بشكل طبيعي في درجة حرارة الغرفة أو صناعياً في درجة حرارة مرتفعة، بحيث تتشكل الرواسب المقوية بطريقة مضبوطة. ويشرح الدليل الفني الصادر عن معهد TWI بشأن المعالجة الحرارية للألمنيوم هذه العملية بشكل مباشر، ويشير إلى أن التحكم في الوقت ودرجة الحرارة ومعدل التبريد أمر ضروري للحصول على الخصائص المطلوبة.
من وجهة نظر المشتري، تكمن الفائدة العملية في ترابط هذه الخطوات الثلاث. فإذا تأخرت عملية التبريد السريع، قد تنخفض قوة المعدن النهائية. وإذا لم تكن معالجة التقسية مناسبة، فقد تنحرف الصلابة والليونة عن درجة الصلابة المطلوبة. وإذا كانت الهندسة حساسة، فقد يُحدث التبريد السريع تشوهًا يُغير خطة التشغيل. ولهذا السبب، فإن "الألومنيوم المعالج حراريًا" ليس شرطًا كافيًا بحد ذاته.
ما تعنيه المزاجات الشائعة في الواقع
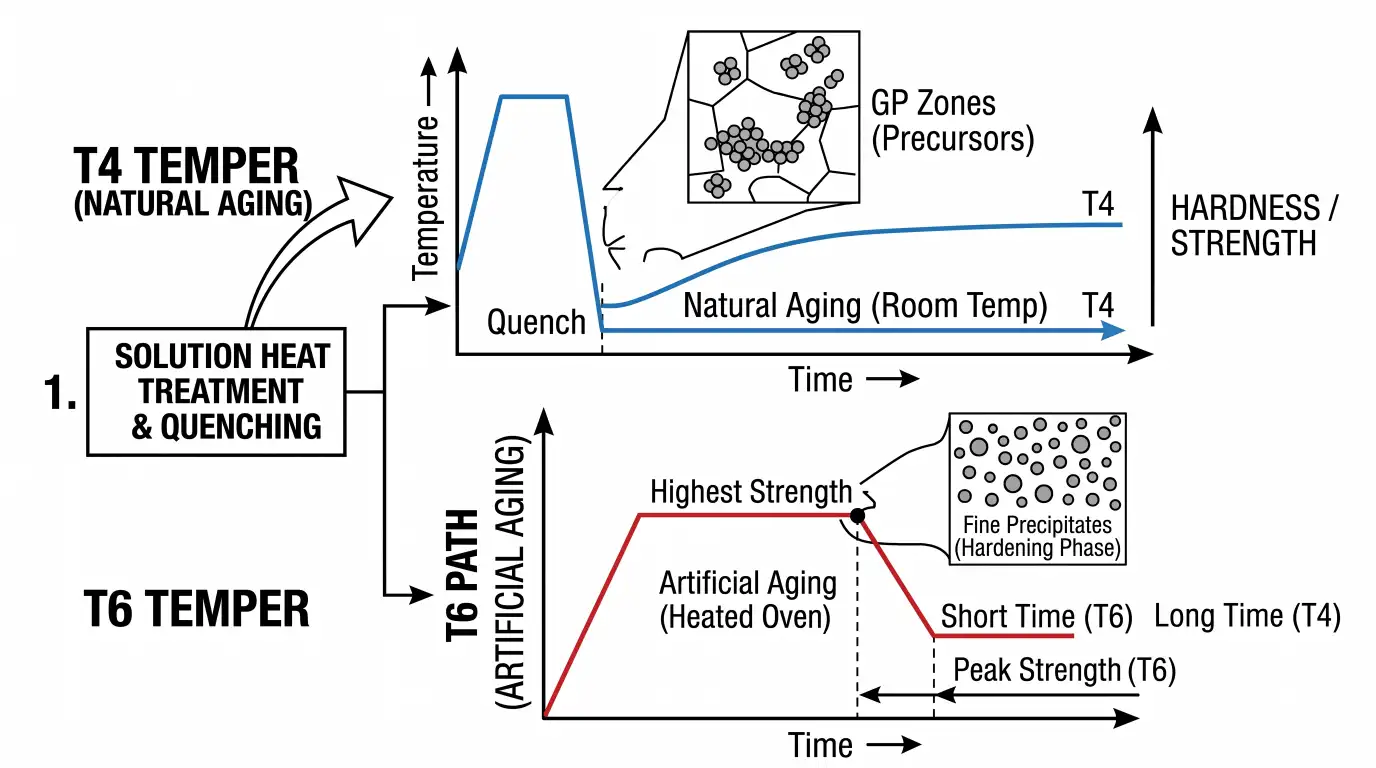
لا يحتاج معظم المشترين إلى دليل كامل لتصنيف المواد، لكنهم بحاجة إلى فهم التسميات الشائعة لأنها تظهر مباشرة في طلبات عروض الأسعار وشهادات المواد. وبالمعنى العملي الأوسع،, ت4 يعني المعالجة الحرارية بالمحلول والتقادم الطبيعي،, T6 يعني المعالجة الحرارية بالمحلول والتقادم الاصطناعي، و T7 تشير مصطلحات التصليد عمومًا إلى حالات التصليد الزائد أو الاستقرار، والتي غالبًا ما تُختار عندما يكون هناك حاجة إلى توازن أفضل بين استقرار الأبعاد أو مقاومة التآكل بدلًا من أقصى قوة. وتُدرج جداول خصائص المواد والسبائك الخاصة بتسجيل التصليد الصادرة عن جمعية الألومنيوم هذه العائلات من التصليد بشكل روتيني عبر منتجات 6xxx و7xxx، وتستخدم المراجع الفنية، مثل مناقشة التصليد للألومنيوم في معهد TWI، الإطار نفسه.
بالنسبة للمشترين، لا يكمن جوهر الأمر في حفظ الأحرف، بل في فهم أن رمز درجة الحرارة هو اختصار لحالة المادة. فالقطعة المصنوعة من سبيكة 6061-T6 ليست مجرد "سبيكة 6061، لكنها أقوى"، بل هي قطعة خضعت لظروف حرارية محددة للوصول إلى تلك الحالة. وإذا تم لحام القطعة لاحقًا، أو تشكيلها بشكل مكثف، أو إعادة تسخينها، فقد لا تبقى تلك الحالة سليمة.
درجة حرارة T4 مقابل درجة حرارة T6
لماذا لا ينبغي للمشترين التركيز فقط على نقاط القوة؟
كثيرًا ما تُناقش المعالجة الحرارية للألمنيوم وكأن الهدف الوحيد منها هو زيادة قوته. في الواقع، يحتاج المشترون عادةً إلى نتيجة أكثر توازنًا. قد تُحقق المعالجة الحرارية T6 أقصى قوة لسبائك البناء الشائعة، ولكنها قد تزيد أيضًا من حساسية القطعة للتشوه أثناء التبريد السريع، وقد لا تكون الخيار الأمثل إذا كان سيتم لحام القطعة لاحقًا، أو إذا كانت استقرارية الأبعاد أهم من قوة الذروة المطلقة. في سبائك 7xxx عالية القوة، تُستخدم عادةً معالجات حرارية مُفرطة التقادم مثل T73 أو T74 لأنها تُحسّن مقاومة التآكل الإجهادي والاستقرار مقارنةً بحالة قوة الذروة. تُظهر جداول المعالجة الحرارية الصادرة عن جمعية الألمنيوم هذه المعالجات في الاستخدام الصناعي العادي، وخاصةً في المنتجات المطروقة عالية الأداء.
هنا تكمن أهمية اختيار المشتري. فالمعالجة الحرارية الأفضل ليست بالضرورة الأقوى أو الأكثر صلابة في الجدول، بل هي تلك التي تتحمل ظروف الاستخدام الفعلية للقطعة.
التشوه والإجهاد المتبقي: ما يقلل مشتري قطع الغيار من تقديره عادةً
بالنسبة للألمنيوم، فإن المشكلة الأكثر شيوعًا في المعالجة الحرارية التجارية ليست "هل وصل الفرن إلى درجة الحرارة المطلوبة؟" بل هي التشوه بعد التبريد السريع. يستجيب الألومنيوم بسرعة للتدرجات الحرارية، وقد يؤدي التبريد السريع إلى تحريك القطعة بشكل كافٍ بحيث لا تعود الثقوب والأسطح ونقاط المرجعية في مواقعها المحددة في الرسم. وتؤكد الفصول الفنية الصادرة عن جمعية المعادن الأمريكية (ASM) حول مصبوبات الألومنيوم والمعالجة الحرارية للمعادن غير الحديدية على استقرار الأبعاد والإجهادات المتبقية كنتائج مهمة للمعالجة الحرارية، وليست مجرد ملاحظات جانبية.
يؤدي ذلك إلى قاعدة عملية في التوريد: إذا كان للجزء ثوابت دقيقة، أو ثقوب دقيقة، أو أسطح مانعة للتسرب، فينبغي على المشترين افتراض أن مستوى معينًا من التشغيل النهائي قد يكون ضروريًا بعد المعالجة الحرارية. غالبًا ما يكون التشغيل الأولي، ثم المعالجة الحرارية، ثم التشغيل النهائي، هو المسار التجاري الأكثر أمانًا من مطالبة المورد بتحمل جميع مراحل المعالجة الحرارية.
قطع الألمنيوم المصبوب تحتاج إلى نقاش مختلف

تُعدّ قطع الألمنيوم المصبوبة حساسة للغاية، لأنها تُشكّل مسبقًا بشكل شبه نهائي، وقد تحتوي على تفاوت في سُمك الجدار، أو نتوءات، أو بروزات، أو أشكال هندسية ناتجة عن اللب. وقد وُضع معيار ASTM B917 تحديدًا لأن المعالجة الحرارية لسبائك الألمنيوم المصبوبة تتطلب منهجية خاصة بها. كما يُشير معيار ASTM B618، الخاص بسبائك الألمنيوم المصبوبة بالاستثمار، إلى معيار B917 فيما يتعلق بالمعالجة الحرارية، ويُذكّر المشترين بأن متطلبات الجودة والسلامة للمسبوكات قد تتجاوز مجرد التركيب الكيميائي وقيم الشد.
بالنسبة للمشتري، لا يقتصر السؤال الأساسي على إمكانية معالجة المسبوكات حرارياً، بل يشمل أيضاً ما إذا كان الجزء النهائي سيحافظ على الأبعاد المطلوبة، وما إذا كانت الأسطح الحساسة ستُشَكَّل آلياً بعد المعالجة الحرارية. غالباً ما تستفيد قطع الألمنيوم المصبوبة من نفس قاعدة القطع المطروقة: استخدام المعالجة الحرارية لتحقيق الخصائص الأساسية المطلوبة، ثم تشكيل الأسطح الحساسة آلياً لاحقاً.
ما يجب تحديده عند شراء قطع الألومنيوم المعالجة حرارياً
يجب أن يحدد متطلب المعالجة الحرارية الفعال للألمنيوم نوع السبيكة، ودرجة صلابتها، وأي خصائص حرجة أو متطلبات ما بعد المعالجة. إذا كان سيتم تشكيل القطعة آليًا بعد المعالجة الحرارية، فيجب توضيح ذلك. إذا كانت القطعة مصبوبة، فيجب على المشتري التأكيد على ضرورة أن تتوافق درجة صلابة القطعة المصبوبة وخصائصها مع معايير الصب ذات الصلة. أما إذا كانت القطعة مطروقة أو مشكلة، فيجب على المورد الالتزام بممارسات المعالجة الحرارية للألمنيوم المطروق ومواصفات المنتج المناسبة. يذكر معيار ASTM B918 نفسه أن الأوقات ودرجات الحرارة المنشورة فيه هي أوقات ودرجات حرارة نموذجية وقد لا توفر المعالجة المثلى لقطعة معينة، ولهذا السبب تحديدًا يجب على المشترين التركيز على النتيجة المرجوة بدلًا من محاولة تحديد كل تفاصيل الفرن من الخارج.
باختصار، حدد نتيجة, ، وليس مجرد "معالجة حرارية حسب الحاجة".“
أين يقع دور شركة HDC في هذا القرار؟
بالنسبة للمشترين الذين يبحثون عن قطع من الألومنيوم، يكون نظام HDC أكثر فائدة عندما تكون المعالجة الحرارية جزءًا من عملية تصنيع أكبر وليست خطوة مستقلة. خدمة تشكيل الألومنيوم تقدم الشركة منتجات من سبائك الألومنيوم المطروقة مع إمكانية المعالجة الحرارية ودعم التصنيع باستخدام الحاسوب (CNC)، وهو المزيج العملي الذي يحتاجه العديد من المشترين. خدمة تشكيل المعادن كما يسرد النظام بوضوح عمليات التلدين والتطبيع والتبريد السريع والتطبيع كقدرات متكاملة، ويُوضح مخطط سير العمل فيه المنطق التجاري: تشكيل القطعة، ومعالجتها حرارياً للحصول على الخصائص المطلوبة، ثم تشطيبها آلياً عند الحاجة. بالنسبة لقطع الألومنيوم المعالجة حرارياً، عادةً ما يقلل هذا المسار المتكامل من المخاطر لأن المورد يُفكر في التطبيع والتشوه والتشغيل الآلي معاً بدلاً من العمل على مراحل منفصلة.
الأسئلة الشائعة
هل تُعتبر درجة حرارة T6 هي الأفضل دائمًا للألمنيوم؟
لا، يُعدّ T6 شائعًا لأنه يُوفّر مزيجًا قويًا من الخصائص في العديد من السبائك القابلة للمعالجة الحرارية، ولكنه ليس بالضرورة الأفضل لكل تطبيق. فبعض الأجزاء تحتاج إلى قابلية تشكيل أفضل، أو مقاومة أفضل للتآكل، أو ثبات أبعاد أفضل مما تُوفّره المعالجة الحرارية ذات القوة القصوى.
هل يمكن معالجة جميع سبائك الألومنيوم حرارياً لتصبح أقوى؟
لا. فقط عائلات السبائك القابلة للمعالجة الحرارية تستجيب للمعالجة الحرارية بالمحلول والتقادم بالطريقة المعتادة. يجب على المشترين التأكد من أن السبيكة المختارة تدعم بالفعل درجة الصلابة المطلوبة.
لماذا لا تزال قطع الألومنيوم المعالجة حرارياً بحاجة إلى التصنيع باستخدام الحاسوب (CNC)؟
لأن المعالجة الحرارية تُغير الخصائص، ولكنها قد تُسبب أيضًا تشوهًا في القطعة. إذا كانت القطعة تحتوي على ثقوب أو أسطح أو أسطح مانعة للتسرب أو نقاط مرجعية دقيقة، فإن التشطيب النهائي بعد المعالجة الحرارية غالبًا ما يكون الخيار الأكثر أمانًا.
هل ينبغي أن تستخدم قطع الألومنيوم المصبوبة والمطروقة نفس مواصفات المعالجة الحرارية؟
لا. تخضع المنتجات المطروقة/المطروقة والمسبوكات لممارسات ASTM مختلفة لأن ظروف عملياتها وسلوك المعالجة الحرارية الخاصة بها ليست متطابقة.
خاتمة
لا تُعدّ المعالجة الحرارية للألمنيوم مجرد مسألة تتعلق بالمادة، بل هي خطوة حاسمة في تحديد خصائصها، إذ تُغيّر أداء القطعة، وطريقة تشكيلها، ومستوى المخاطرة في أبعادها قبل الفحص النهائي. يتخذ المشترون قرارات أفضل عندما يفصلون بين اختيار السبيكة، واختيار درجة التصليد، واستراتيجية التشغيل، بدلاً من التعامل معها كمسألة واحدة. فإذا كانت القطعة تتطلب قوة أعلى، أو مقاومة أفضل للتآكل، أو حالة خصائص أكثر استقراراً، فإن اختيار درجة التصليد المناسبة يُعدّ أمراً بالغ الأهمية. وإذا كانت القطعة تتطلب أيضاً دقة عالية في القياسات، فإن تسلسل عمليات التشغيل يُصبح بنفس القدر من الأهمية. في معظم المشاريع الكبيرة، تتحقق أفضل النتائج من خلال تخطيط المعالجة الحرارية للألمنيوم كجزء لا يتجزأ من عملية التصنيع الكاملة، وليس كإضافة في مرحلة لاحقة.






