يبدو انكماش الصب فكرة بسيطة - يتقلص حجم المعدن أثناء تبريده. لكن في الإنتاج الحقيقي،, انكماش الصب يُعدّ الانكماش أحد الأسباب الرئيسية لظهور فراغات داخلية، وانخفاضات سطحية، وتسريبات في المكونات التي خضعت لاختبارات الضغط، أو ما يُعرف بـ"الخردة غير المتوقعة" بعد عمليات التصنيع باستخدام الحاسوب (CNC). يكمن التحدي في أن الانكماش ليس حدثًا واحدًا، بل يحدث عبر مراحل التبريد والتصلب، ويعتمد ذلك على ما إذا كان سيصبح... عيب في الصب يعتمد ذلك على ما إذا كان من الممكن "تغذية" المسبوكة بالمعدن السائل أثناء تجمدها.
تتناول هذه المقالة مفهوم انكماش الصب، والفرق بين الانكماش الطبيعي و عيوب الانكماش, ، ولماذا تعتبر النقاط الساخنة مهمة، واستراتيجيات الوقاية العملية التي تجعل عملية التشغيل أسهل والجودة أكثر قابلية للتنبؤ.
ما هو انكماش الصب؟
انكماش الصب هو انخفاض طبيعي في الحجم يحدث عندما يبرد المعدن المنصهر ويتحول إلى مصبوب صلب. في كل نظام سبيكة، ينكمش المعدن مع انخفاض درجة الحرارة، وينكمش أيضًا أثناء التحول من الحالة السائلة إلى الحالة الصلبة.
لا يُعتبر الانكماش عيبًا إلا عندما يعجز المسبوك عن سحب كمية كافية من المعدن السائل أثناء التجميد لتعويض فقدان الحجم. وعندما يكون التغذية غير كافية، قد ينتج عن ذلك تجويف مرئي، أو شبكة من الفراغات الصغيرة المخفية داخل القطعة والتي لا تظهر إلا أثناء الفحص أو التشغيل الآلي.
أنواع الانكماش في الصب
عادةً ما تتم مناقشة الانكماش على ثلاث مراحل لأن كل مرحلة تؤثر على العملية بشكل مختلف. المرحلة الأولى هي انكماش السوائل, وهذا يحدث بينما لا يزال المعدن سائلاً تماماً ويبرد. أما الثاني فهو انكماش التصلب, وهي المرحلة التي تحدث عندما يتحول المعدن من الحالة السائلة إلى الحالة الصلبة - وهذه هي المرحلة الأكثر ارتباطًا بتجاويف الانكماش ومسامية الانكماش. أما المرحلة الثالثة فهي انكماش الحالة الصلبة, ، وهو ما يحدث بعد أن يصبح الصب صلباً بالفعل ويستمر في التبريد إلى درجة حرارة الغرفة.
من الناحية العملية، عندما يتحدث الناس عن "عيوب الانكماش"، فإنهم يتحدثون دائمًا تقريبًا عما يحدث أثناء التصلب، لأن هذا هو الوقت الذي يحتاج فيه المسبوك إلى مسار إمداد مستمر للمعدن السائل.
كيف يظهر عيب الانكماش في عمليات الصب المختلفة؟
تتحدد طبيعة عيب الانكماش بشكل كبير بقدرة القالب على امتصاص الحرارة والضغط المُطبق أثناء التصلب. ورغم ثبات قوانين التبريد، فإن قالب الرمل وقالب الصلب المبرد بالماء يُنشئان بيئات داخلية مختلفة تمامًا يتعين على الفني التعامل معها.
تجويف الانكماش مقابل مسامية الانكماش
تظهر مشاكل الانكماش عادةً بإحدى طريقتين.
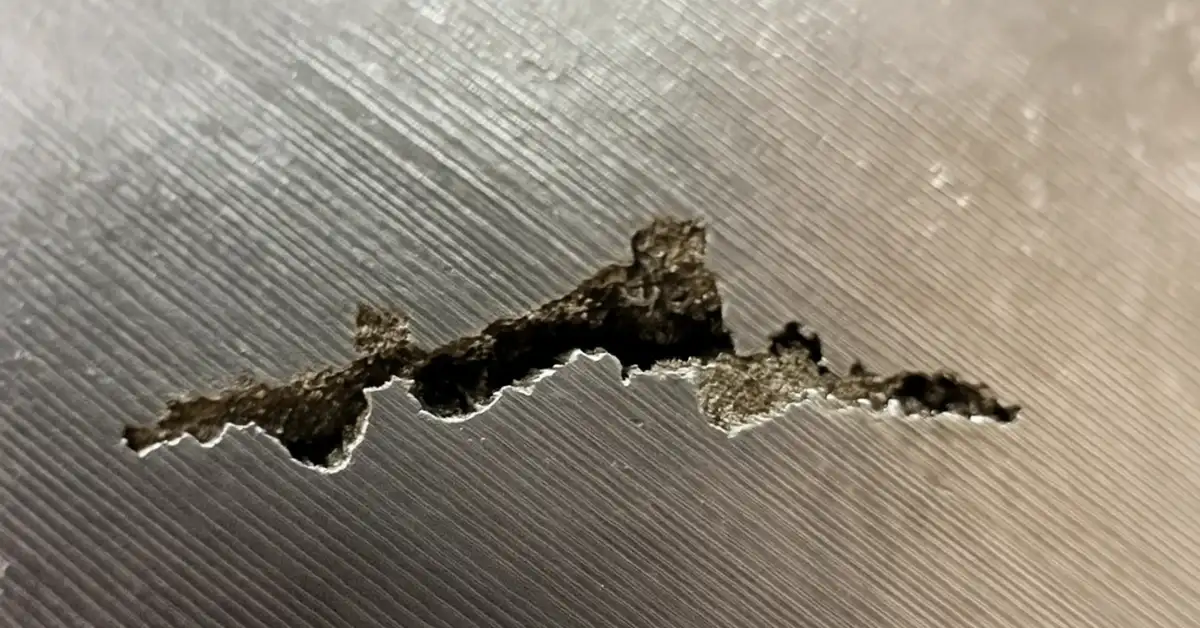
أ تجويف الانكماش أما الشكل الأكثر وضوحاً فهو فراغ أكبر يتشكل عندما تتصلب منطقة ساخنة في النهاية ولا يوجد ما يكفي من المعدن الخام. مسامية الانكماش الحالة أكثر دقة. فبدلاً من وجود فراغ كبير واحد، نحصل على مجموعة من الفراغات الصغيرة تشبه الإسفنج موزعة في منطقة معينة، غالباً في الأجزاء السميكة أو عند النقاط الساخنة. في معايير التصوير الإشعاعي لسبائك الصلب، يُناقش الانكماش عادةً في أنماط مثل الانكماش الخطي، والريشي، والإسفنجي - لأن "شكل" الانكماش يُخبرنا شيئاً عن كيفية عمل التغذية والتصلب.
كلا النوعين مؤلمان لأسباب مختلفة. قد تؤدي التجاويف إلى رفض فوري. أما المسامية فقد تجتاز الفحوصات الأولية ثم تفشل لاحقًا عند تشكيلها أو اختبار ضغط القطعة.
لماذا تُسبب النقاط الساخنة عيوب الانكماش؟
إذا كنت تريد مفهومًا واحدًا يشرح معظم مشاكل انكماش الصب، فهو هذا: تتجمد المناطق الساخنة أخيراً.
البقعة الساخنة هي منطقة ذات نسبة حجم إلى مساحة سطح عالية. تبرد وتتصلب هذه المنطقة ببطء مقارنةً بالمناطق المحيطة بها، لذا فهي آخر مكان يتجمد. وعندما تتصلب هذه المنطقة الأخيرة، تنكمش. وإذا لم يتمكن المعدن السائل من الوصول إليها عبر مسارات التغذية المفتوحة، فإنه يترك وراءه تجويفًا أو مسامية. لهذا السبب، تُركز فرق التصميم والتصنيع بشكل كبير على البقع الساخنة والتصلب الاتجاهي.
ما هي الأسباب الشائعة لعيوب الانكماش؟
لا تنتج عيوب الانكماش عادةً عن خطأ واحد، بل عن عدم التوافق بين سلوك التصلب وقدرة التغذية.
أحد الأسباب الشائعة هو تصميم تغذية غير كافٍوهذا يعني أن أنابيب التغذية صغيرة جدًا، أو بعيدة جدًا، أو غير موضوعة لتغذية منطقة التجميد النهائية. ومن الأسباب الشائعة الأخرى ما يلي: ضعف التصلب الاتجاهي, حيث تتجمد أجزاء متعددة بطريقة تحبس المعدن السائل بدلاً من سحبه نحو أنبوب التغذية. صُممت أنابيب التغذية لتكون بمثابة خزانات للمعدن المنصهر و"مخازن حرارية" بحيث يتجمد المسبوك باتجاه أنبوب التغذية ويظل قابلاً للتغذية لأطول فترة ممكنة.
تلعب الهندسة دورًا رئيسيًا أيضًا. تُعدّ الانتقالات من السماكة إلى الرقة، والنتوءات الكبيرة المعزولة، والوصلات الكبيرة، من أبرز نقاط الانكماش. كما أن لمتغيرات العملية أهمية بالغة، إذ يمكن لدرجة حرارة الصب، وطريقة الصب، ومادة القالب، وظروف التبريد أن تؤثر جميعها على مكان حدوث منطقة التجميد الأخيرة، وعلى ما إذا كانت مسارات التغذية تبقى مفتوحة لفترة كافية.
كيفية منع عيوب انكماش الصب

إن الاستراتيجية الأكثر موثوقية ليست "بذل جهد أكبر في الفحص". بل هي هندسة سلوك التجميد بحيث يتم تغذية الانكماش بشكل مقصود.
يبدأ ذلك عادة بالإجبار التصلب الاتجاهي. يُراد للصب أن يتجمد من أبعد النقاط باتجاه المصب، لذا فإن آخر منطقة تتجمد تكون متصلة بخزان من المعدن السائل. وهنا تكمن أهمية موضع المصب وحجمه وتصميم عنقه، لأن المصب يجب أن يبقى سائلاً لفترة أطول من الجزء الذي يغذيه.
بعد ذلك، يتم التعامل مع النقاط الساخنة. أحيانًا يكون الحل الأمثل متعلقًا بالتصميم، مثل تحسين سلاسة الانتقالات، أو إضافة حواف مشطوفة، أو تقليل الكتلة المعزولة. وأحيانًا أخرى يكون الحل متعلقًا بالعملية، مثل استخدام المبردات لسحب الحرارة من منطقة معينة لتتجمد بشكل أسرع، أو تعديل البوابات لتحسين تدفق المعدن وتوزيع درجة الحرارة. في الإنتاج الحديث، غالبًا ما تُستخدم المحاكاة لتحديد النقاط الساخنة والتنبؤ بمشاكل التغذية قبل الانتهاء من تصميم الأدوات، لأن حل مشاكل الانكماش على الشاشة أقل تكلفة من حلها على مركز التشغيل الآلي.
كيف يظهر انكماش الصب أثناء التصنيع باستخدام الحاسوب (CNC)
يُعد الانكماش أحد أكثر المشاكل شيوعاً التي تبدو على ما يرام حتى نقوم بتصنيعها.
قد تلاحظ ظهور مسام على أسطح منع التسرب، أو المنافذ الملولبة، أو أسطح الحشيات. وقد تصادف تجويفًا بالقرب من ثقب أو مقعد، مما يحول قطعة شبه مكتملة إلى خردة. حتى عندما لا تكون الفراغات ظاهرة، يمكن أن تتسبب مسامية الانكماش في تمزق موضعي للسطح، أو تشطيبات غير متناسقة، أو مسارات تسرب في الأجزاء التي تحتوي على ضغط. لهذا السبب، يرتبط التحكم في الانكماش ارتباطًا وثيقًا بـ بدل التشغيل الآلي واستراتيجية البيانات: إذا كانت حالة الصب غير مستقرة أو مسامية في المناطق الوظيفية، فإنك مضطر إلى ترك المزيد من المخزون وإجراء المزيد من إعادة العمل لحماية الجودة.
كيف يتم الكشف عن الانكماش
موارد: بحث مات
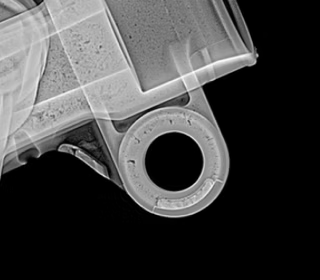
يسهل رصد التجاويف السطحية بالعين المجردة، لكن مسامية الانكماش غالباً ما تتطلب أساليب فحص قادرة على "رؤية ما بداخل" المسبوكة. يُستخدم التصوير الشعاعي على نطاق واسع لتصنيف العيوب الداخلية، وتُصنّف معايير التصوير الشعاعي المرجعية أنماط الانكماش ومستويات شدتها في المسبوكات بشكل واضح، ولهذا السبب تُشير العديد من المواصفات الصناعية إلى معايير قبول التصوير الشعاعي.
الخلاصة العملية بسيطة: إذا كان الجزء يتحمل الضغط أو حساسًا للإجهاد، فلا تعتمد على المظهر السطحي فقط. حدد توقعات الفحص مبكرًا حتى لا تكتشف الانكماش بعد دفع تكاليف التصنيع.
ما يجب إبلاغه مبكراً حتى لا يصبح الانكماش مفاجأة
يصبح منع الانكماش أسهل عندما تكون نية التصنيع واضحة منذ البداية.
إذا كان لا بد من إحكام إغلاق سطح ما، فأبلغ عن ذلك مبكرًا. إذا كان التجويف بمثابة مقعد وظيفي، فأبلغ عن ذلك مبكرًا. إذا كان سيتم اختبار ضغط القطعة، فأبلغ عن ذلك مبكرًا. يتيح ذلك للمورد حماية هذه المناطق من خلال تصميم التغذية، والتحكم في التصلب، وتخطيط الفحص. كما يساعد على توضيح ما سيتم تشكيله وما سيبقى كما هو مصبوب، لأن ذلك يحدد أين يكون خطر الانكماش مقبولًا وأين لا يكون كذلك.
الأسئلة الشائعة: انكماش القوالب
لماذا تظهر مشاكل الانكماش أحيانًا فقط بعد عملية التصنيع باستخدام الحاسوب (CNC)؟
لأن العيب غالباً ما يكون داخلياً. قد يبدو سطح الصب الخام طبيعياً، ولكن عند تشغيل سطح مانع للتسرب أو منفذ أو تجويف أو مقعد، فإنك تكشف عن شبكة فراغات لم تكن مرئية من الخارج.
كيف يمكنني معرفة ما إذا كانت المسامية التي أراها ناتجة عن انكماش أم عن مسامية غازية؟
دليل عملي سريع هو الموقع والنمط. يميل الانكماش إلى الظهور بالقرب من الأجزاء الأكثر كثافة، والوصلات، والمناطق التي تتجمد أخيرًا، وغالبًا ما يكون على شكل فراغات متجمعة أو إسفنجية. أما مسامية الغاز، فمن المرجح أن تكون أكثر استدارة، وأكثر انتشارًا بشكل منتظم، وترتبط بظروف السطح/التدفق. إذا كان الأمر بالغ الأهمية، فاطلب من موردك تأكيد ذلك بأدلة فحص بدلًا من التخمين من الصور.
ما هي خصائص الأجزاء التي من المرجح أن تتسبب في حدوث انكماشات كبيرة؟
تعتبر النتوءات الثقيلة، والانتقالات من السميك إلى الرقيق، والوصلات على شكل حرف T، والزوايا الكبيرة حول الكتل السميكة، و"الكتل" المعزولة من المواد هي المشتبه بهم المعتادين - في الأساس في أي مكان تنحصر فيه الحرارة ويتجمد المعدن أخيرًا.
هل ستؤدي زيادة درجة حرارة الصب إلى حل عيوب الانكماش؟
ليس بشكل موثوق. قد تُحسّن درجة الحرارة المرتفعة من عملية التعبئة، ولكنها قد تزيد أيضًا من كمية التغذية المطلوبة وتُفاقم مشكلة النقاط الساخنة. عادةً ما يُحلّ الانكماش من خلال تحسين التغذية والتحكم في التصلب، وليس بمجرد الصب بدرجة حرارة أعلى.
هل يمكن إصلاح عيوب الانكماش (باللحام/التشريب)، ومتى يكون ذلك مقبولاً؟
يمكن إصلاح بعض الأجزاء، لكن ذلك يعتمد على الاستخدام. قد يُسبب اللحام تشوهًا وإجهادًا جديدًا، وقد يُجدي التشريب نفعًا في معالجة مسارات التسريب، لكنه لن يُعيد المتانة في المناطق التي تُشكل فيها الفراغات أهمية. بالنسبة للمكونات التي تتحمل الضغط أو التي تُعدّ بالغة الأهمية لمقاومة الإجهاد، يُقيّد العديد من المشترين عمليات الإصلاح أو يشترطون الحصول على موافقة وتوثيق.
ما الذي يجب أن أدرجه في طلب عرض الأسعار الخاص بي لتقليل مخاطر الهدر الناتج عن الانكماش؟
اذكر أي اختبارات ضغط، وأسطح مانعة للتسرب، ومناطق حرجة للإجهاد، والخصائص التي يجب أن تكون سليمة بعد التشغيل الآلي (المنافذ، وأسطح منع التسرب، والثقوب، والأسنان اللولبية). وضّح أيضًا ما سيتم تشغيله آليًا مقابل ما سيُترك كما هو مصبوب، لأن ذلك يُبيّن للمورد مواضع عدم السماح بالانكماش.
إذا كان الجزء الخاص بي مسؤولاً عن الاحتفاظ بالضغط، فما هي أفضل طريقة للفحص التي يجب طلبها؟
لا تعتمد على الفحص البصري فقط. اطلب خطة فحص تتناسب مع مستوى المخاطر: حيثما تكون السلامة الداخلية مهمة (حول المنافذ، وأسطح منع التسرب، والوصلات السميكة)، اطلب التحقق المناسب قبل إضافة أي قيمة من عمليات التشغيل الثقيلة. تعتمد الطريقة الدقيقة على المادة والشكل الهندسي، ولكن يجب أن يكون الهدف هو "إثبات السلامة في المناطق الحرجة".“
كيف يؤثر انكماش الصب على بدل التشغيل والتكلفة؟
إذا كان خطر الانكماش مرتفعًا، فستضطر إلى ترك كمية أكبر من المخزون لضمان التنظيف وتجنب الفراغات، مما يعني زيادة أوقات دورة التصنيع باستخدام الحاسوب (CNC) وزيادة خطر الهدر في المراحل الأخيرة من العملية. يتيح لك تصميم التغذية المستقر والصب المتين تقليل هامش التشغيل والتشغيل بثقة أكبر.
ما هو أسرع حل إذا استمر الانكماش في الظهور على نفس الجزء؟
اعتبرها مشكلة متكررة: منطقة التجميد الأخيرة لا تتلقى تغذية منتظمة. أسرع طريقة عادةً هي مراجعة مواقع النقاط الساخنة (خاصةً حول الأجزاء السميكة والوصلات)، ثم تحديث ضوابط التغذية/التصلب - وليس مجرد فرز الأجزاء بشكل أكثر صعوبة بعد حدوث المشكلة.
خاتمة
يُعدّ انكماش المسبوكات أمرًا لا مفر منه، لكن عيوب الانكماش قابلة للتجنب. فعندما يُصمّم نمط التجميد بشكل صحيح، ويبقى المسبوك قابلاً للتغذية حتى تصلّب آخر نقطة ساخنة، يتم تعويض الانكماش بدلاً من انحباسه داخل القطعة. وتظهر الفائدة في أهمّ جوانب العملية: تسريبات أقل، ومفاجآت أقل أثناء التصنيع باستخدام الحاسوب، وتفاوتات أكثر استقرارًا، وتكلفة إجمالية أقل.
إذا كان الانكماش مشكلة متكررة في أجزاء مماثلة، فعادة ما يكون من المفيد معالجتها مبكراً - في مرحلة التصميم وتخطيط العمليات - لأنها أرخص بكثير من اكتشاف الفراغات بعد أن تكون عملية التصنيع قد أضافت قيمة بالفعل.






