On a tendance à sous-estimer la cire de fonderie à cire perdue car elle ne fait jamais partie de la pièce métallique finale. Mais dans moulage à la cire perdue, Le modèle en cire est la forme originale que la coque en céramique reproduit. De ce fait, la cire joue un rôle crucial, bien plus important qu'on ne le pense : précision dimensionnelle, état de surface, répétabilité, et même le niveau d'usinage CNC nécessaire pour respecter le dessin. Si le modèle en cire se rétracte de manière irrégulière, se déforme, se fissure ou présente des défauts de surface, ces problèmes se traduisent généralement par des rebuts, des retouches et des coûts de finition supplémentaires.
Cet article explique la cire de fonderie à cire perdue de manière pratique et facilite l'approvisionnement. Vous découvrirez le rôle de la cire dans le processus, les différents types de cire existants, les propriétés les plus importantes, les défauts à surveiller et comment le choix de la cire influe directement sur la finition de surface et le temps d'usinage.
Qu'est-ce que la cire de moulage à la cire perdue ?

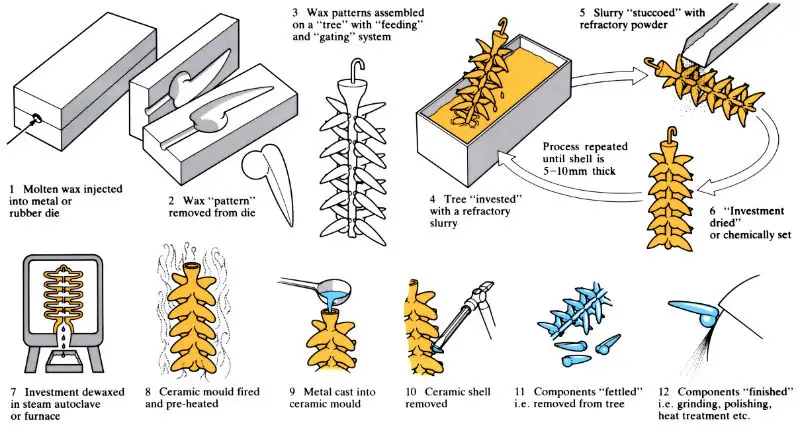
Moulage de précision La cire est le matériau utilisé pour créer un modèle en cire de la pièce finale. Dans la plupart des procédés de fabrication, la cire est injectée dans un moule métallique pour obtenir un modèle précis. Plusieurs modèles sont ensuite assemblés sur une grappe à l'aide de canaux d'alimentation. L'ensemble est recouvert d'une barbotine céramique et d'enduit pour former une coque dure. Une fois la coque suffisamment résistante, la cire est retirée lors du démoulage, laissant un moule en céramique creux. Le métal en fusion remplit cette cavité, réalisant ainsi la pièce coulée.
Comme la coque reproduit la surface et la géométrie de la cire, toute instabilité de celle-ci devient un problème ultérieur. L'étape de la cire est essentielle pour que le procédé “ fixe ” la forme et la qualité de la finition.
Pourquoi la cire de fonderie à cire perdue est si importante
La raison pour laquelle les acheteurs doivent s'intéresser à la cire de fonderie à cire perdue est simple : le comportement de la cire détermine la stabilité du modèle dans le temps et lors des manipulations, et cette stabilité influe sur la régularité des pièces coulées d'une production à l'autre. Même une légère variation de retrait ou de déformation de la cire peut modifier des points de référence critiques, l'épaisseur des parois dans les zones sensibles ou engendrer des défauts de texture de surface nécessitant des finitions supplémentaires.
Cela influe également sur les délais et les coûts. Un modèle en cire propre et dimensionnellement stable réduit généralement les problèmes de coquille, les défauts de fonderie et les retouches. De plus, lorsque la pièce moulée est plus conforme aux spécifications, l'usinage est plus léger et plus rapide, notamment pour les surfaces d'étanchéité, les logements de paliers, les filetages ou les alésages serrés.
Types de cire de fonderie à la cire perdue
Dans les processus de fonderie réels, le terme “ cire ” ne désigne pas un seul produit. Différentes formulations de cire sont utilisées selon qu'il s'agisse de créer le modèle de la pièce, de réaliser le système d'alimentation ou d'assembler l'arbre de coulée.
Le matériau principal est cire à motifs, La cire à modeler est utilisée pour le moulage par injection de la pièce. Elle est conçue pour remplir les détails fins, se démouler facilement et se rétracter de manière prévisible, permettant ainsi un contrôle précis des dimensions. Parallèlement, les fonderies utilisent couramment la cire à modeler. cire pour canaux et carottes pour le système d'alimentation, souvent choisi pour sa robustesse et sa résistance à la manipulation car il doit supporter l'assemblage et la construction de la coque sans se fissurer. Pour l'assemblage des modèles et la réparation des petits points de connexion, cire collante Il est utilisé comme outil d'assemblage car il prend rapidement et tient de manière fiable. Certains projets l'utilisent également. cire soluble lorsque des cavités internes ou des passages complexes sont impliqués et qu'un “ noyau ” de cire amovible est plus approprié que d'autres stratégies de reconstitution. Vous pourriez également entendre parler de cires remplies, où des additifs sont utilisés pour améliorer la rigidité, réduire les effets de retrait ou ajuster le comportement thermique — utile lorsque la stabilité est essentielle, mais cela nécessite un contrôle plus strict pour éviter les problèmes de surface ou de résidus.
Critères de choix d'une cire de fonderie à cire perdue
Lorsqu'on parle de “ qualité de la cire ”, on fait généralement référence à une combinaison de propriétés telles que la fluidité, le retrait, la résistance mécanique, la réponse thermique et la propreté lors du déparaffinage. Le choix optimal dépend de la géométrie de votre pièce et de la sensibilité aux tolérances de votre conception, mais les principes restent les mêmes.
Commencez par comportement d'écoulement et d'injection. Si la cire ne s'étale pas bien, vous constaterez un remplissage incomplet sur les parties fines, des lignes d'écoulement et des stries de surface que la coque en céramique reproduira fidèlement. Ensuite, il y a retrait et stabilité dimensionnelle, C’est souvent le principal souci pour les pièces de précision. Toute cire se rétracte en refroidissant ; l’important est que cette rétraction soit uniforme et que le motif reste stable après démoulage. Pour des tolérances serrées, il faut une rétraction prévisible et une dérive minimale dans le temps.
Le prochain est force et ténacité, Ce qui est plus important qu'il n'y paraît. Les modèles en cire peuvent être fragiles, et les nervures fines, les bords ou les éléments longs et élancés peuvent se fissurer lors de l'éjection, de la découpe ou de l'assemblage de l'arbre si la cire est trop cassante. La cire a également un profil de fusion/ramollissement cela influe sur la déformation des motifs lors de la manipulation ou du stockage, notamment en cas de fluctuations de température en atelier. Enfin, combustion propre et faibles résidus sont importantes car la cire qui laisse des traces peut provoquer des défauts de surface, des problèmes de coquille et un nettoyage supplémentaire.
Un autre facteur pratique important est la récupération. De nombreuses fonderies recyclent la cire, mais ses propriétés peuvent se modifier en fonction des variations du taux de récupération ou de l'apparition de contaminants. Pour une production reproductible, le mélange des cires et le contrôle de la récupération sont presque aussi importants que la formulation de la cire elle-même.
Comment la cire de fonderie à cire perdue affecte la finition de surface et l'usinage CNC
La qualité de la cire influe directement sur l'état de surface, car la pièce moulée reproduit la surface de la cire. Un modèle en cire lisse et stable permet d'obtenir une pièce moulée plus nette et plus fidèle à sa forme finale, ce qui réduit le meulage, le polissage et l'usinage. Ceci est crucial pour obtenir un niveau de finition précis sur les surfaces visibles, les zones d'étanchéité ou les interfaces d'assemblage.
La cire influe également indirectement sur l'usinage par sa stabilité dimensionnelle. Un retrait irrégulier de la cire peut engendrer de subtils décalages géométriques, nécessitant un usinage plus important, voire rendant certaines tolérances impossibles à respecter sans retouche. Pour de nombreux projets, le meilleur rapport coût-efficacité est obtenu lorsque la phase de cirage produit un modèle quasi idéal et que la phase d'usinage est réservée aux éléments véritablement fonctionnels.
Défauts courants des modèles en cire et leur signification habituelle
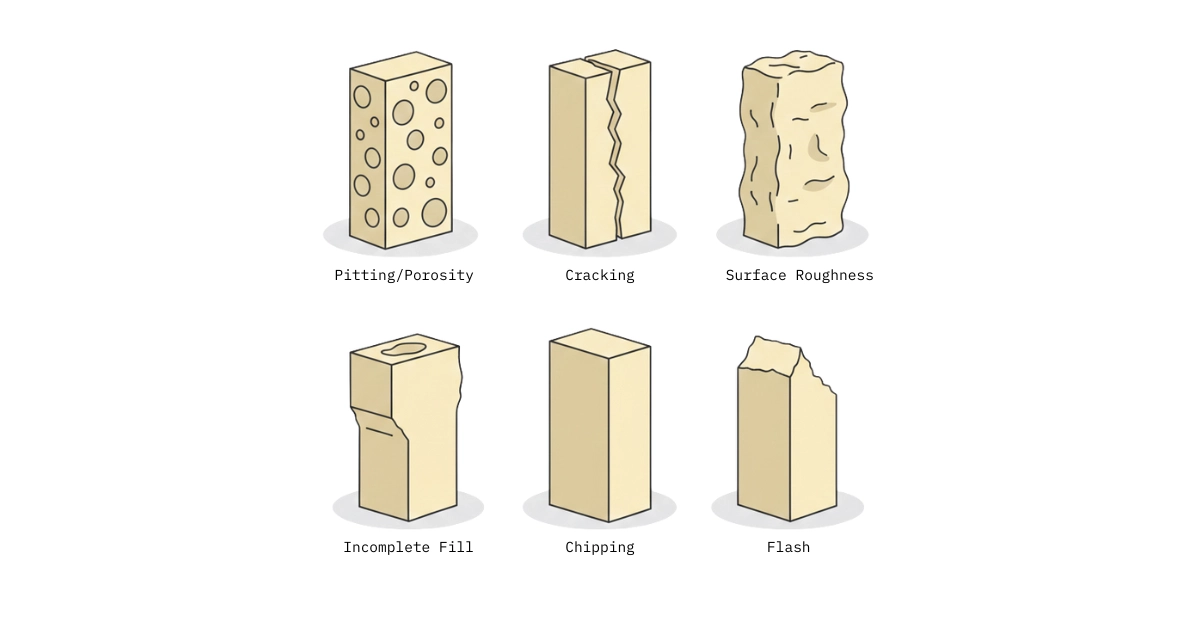
Les problèmes de cire ont tendance à se manifester de manière prévisible. Déformation et distorsion Les causes sont souvent un refroidissement inégal, une éjection prématurée des modèles, une cire trop molle pour la géométrie, ou un stockage et une manipulation inadéquats qui chargent les sections minces. Craquement peut se produire lors de l'éjection, de l'ébarbage ou de l'assemblage et est souvent lié à une cire cassante, à des contraintes internes élevées ou à une manipulation brutale avant que le modèle ne se stabilise.
Les défauts de surface sont également fréquents. Lignes et stries de flux Ces résultats suggèrent souvent que le flux de cire ou les conditions d'injection ne sont pas bien réglés, ou que la ventilation et la température de la matrice ne sont pas contrôlées. marques de retrait et vides internes fréquemment liés aux transitions entre couches épaisses et minces, au comportement d'empilement lors de l'injection ou aux schémas de refroidissement qui tirent la surface vers l'intérieur. Mauvaise sortie de boîte ou marques de traînée Ces défauts sont fréquents lorsque l'interaction entre la cire et l'outillage n'est pas optimale, ce qui peut déformer les modèles et modifier leurs dimensions. Il est important de noter que les défauts de la cire ne restent pas confinés à cette étape : ils peuvent engendrer des problèmes de coque, de fonderie ou des coûts d'usinage supplémentaires.
Manutention et stockage : la source silencieuse de variation
Même avec une formule de cire correcte, une manipulation incohérente peut engendrer des variations. Les modèles en cire se comportent différemment immédiatement après l'injection et une fois refroidis et stabilisés. Si les modèles sont mesurés trop tôt, empilés sans précaution, exposés à des sources de chaleur ou déformés sous leur propre poids lors du stockage, leurs dimensions peuvent se dégrader et des défauts apparaître sans que les paramètres d'injection soient modifiés.
Une production stable repose généralement sur des paramètres d'injection constants, un temps de refroidissement maîtrisé, une manipulation soigneuse des modèles et des taux de récupération contrôlés. En d'autres termes, la rigueur du processus est souvent aussi importante que la cire elle-même.
Éléments à spécifier lors de l'approvisionnement en pièces moulées à la cire perdue
Il n'est pas nécessaire d'acheter directement de la cire pour tirer profit de sa compréhension. Si votre pièce présente des tolérances serrées, des parois fines ou des surfaces sensibles à la finition, il est judicieux de le signaler dès le début. Cela incitera le fournisseur à se concentrer sur le contrôle de l'injection de cire, la durée de stabilité du modèle et la gestion des cires recyclées, au lieu de considérer la cire comme une simple matière première.
Il est également utile de définir dès le départ les pièces à usiner et celles qui seront coulées. Lorsque les deux parties s'accordent sur les surfaces “ brutes de fonderie ” et les surfaces “ usinées ”, la stratégie de mise en forme (cire et modèle) est beaucoup plus facile à optimiser en termes de coûts et de qualité.
FAQ : Cire de moulage à la cire perdue
À quoi sert la cire de moulage à la cire perdue ?
On utilise de la cire à modeler pour créer le modèle en cire, qui reproduit exactement la forme de la coque en céramique avant la coulée du métal.
La cire utilisée pour la fonderie à cire perdue est-elle la même que celle utilisée pour la fonderie à cire perdue ?
Oui. Le terme “ fonte à cire perdue ” désigne couramment la fonte à cire perdue, et la cire fait référence au matériau du modèle qui est retiré lors du déparaffinage.
Quelle cire est la meilleure pour la fonderie de précision à cire perdue ?
Pour les travaux de précision, la meilleure cire de fonderie à cire perdue présente généralement un retrait prévisible, une excellente stabilité dimensionnelle après refroidissement, un démoulage aisé et un faible taux de résidus. Le choix optimal dépend toutefois de la géométrie et de la maîtrise du procédé.
La cire de fonderie à cire perdue peut-elle être recyclée ?
Oui, la cire est souvent récupérée, mais les taux de récupération et le contrôle de la contamination doivent être gérés avec soin afin d'éviter les variations dimensionnelles et les défauts de surface.
Quelles sont les causes de la déformation des modèles en cire lors du moulage à la cire perdue ?
Le gauchissement est généralement lié à un refroidissement inégal, à une éjection prématurée, à une cire trop molle pour la géométrie de la pièce et à un mauvais stockage qui plie les sections minces.
La qualité de la cire influe-t-elle sur la finition de surface de la pièce moulée ?
Oui. La coquille reproduit la surface de la cire ; ainsi, des modèles en cire plus lisses et plus stables produisent généralement des moulages plus nets qui nécessitent moins de finitions.
Pourquoi les modèles en cire se fissurent-ils lorsqu'on les manipule ?
Les fissures peuvent provenir d'une cire cassante, de fortes contraintes lors de l'éjection, des forces de découpe ou d'assemblage, ou de la manipulation des modèles avant leur stabilisation complète.
Comment la cire de fonderie à cire perdue influence-t-elle le temps d'usinage CNC ?
Les modèles en cire stables permettent généralement d'obtenir des moulages plus précis avec des surfaces de meilleure qualité, ce qui réduit les pertes de matière, les retouches et le temps d'usinage global par CNC.
Conclusion
La cire de fonderie à cire perdue joue un rôle essentiel dans le contrôle de la précision dimensionnelle, de l'état de surface et de la régularité globale du processus. Des modèles en cire stables permettent d'obtenir des pièces moulées plus prévisibles, moins de défauts et une réduction de l'usinage CNC après moulage.
Chez HDC, notre service de moulage à la cire perdue L'approche se concentre dès le départ sur la maîtrise du modèle en cire : sélection optimisée de la cire, injection contrôlée, manipulation rigoureuse et planification précise de la surface après usinage. Elle permet aux clients d'obtenir des pièces moulées quasi-définitives avec des tolérances fiables, des coûts de post-traitement réduits et une production homogène.






