Le forgeage est souvent privilégié pour sa robustesse et sa durabilité, mais la qualité d'une pièce forgée dépend entièrement de la maîtrise du processus. Des défauts de forgeage peuvent transformer un composant pourtant robuste en pièce inutilisable, voire pire : une pièce qui passe les contrôles visuels mais qui cède ultérieurement lors de l'usinage, des essais de pression ou de la fatigue en service. Le plus frustrant, c'est que nombre de ces défauts ne sont pas détectés au début. Ils apparaissent lors de l'usinage, lors de l'inspection des surfaces critiques ou après le traitement thermique.
Cet article détaille les défauts de forgeage les plus courants, leurs causes typiques, leur apparition en aval et les mesures que vous pouvez prendre dès le début pour réduire les risques, en particulier si votre pièce finie repose sur des tolérances serrées et des interfaces usinées CNC.
Que sont les défauts de forgeage ?
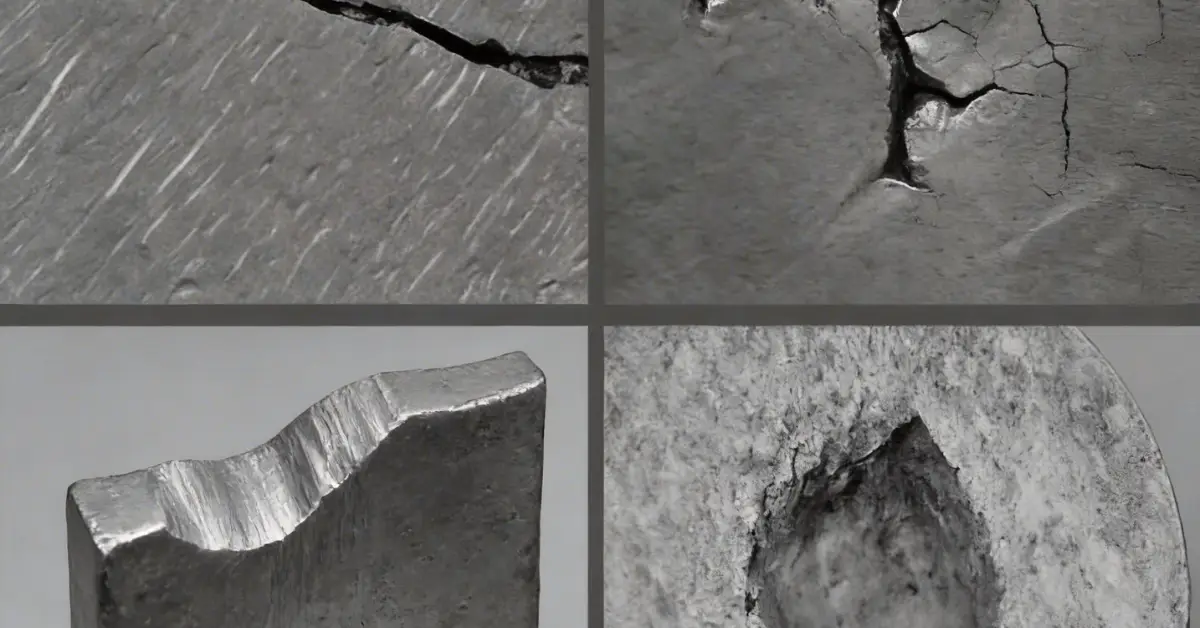
Les défauts de forgeage sont des imperfections apparues lors du formage, de l'ébavurage, du refroidissement, du traitement thermique ou de la manutention, et qui réduisent la précision dimensionnelle, l'intégrité de surface ou la solidité interne. Certains défauts sont principalement d'ordre esthétique, mais beaucoup sont structurels : ils affectent la durée de vie en fatigue, la résistance aux chocs, l'étanchéité ou l'usinabilité. Le forgeage étant un procédé à forte contrainte, les défauts résultent souvent d'un léger décalage entre la température, le flux de matière, l'état de la matrice, la lubrification et la vitesse de déformation.
Une façon utile d'y penser est la suivante : les défauts de forgeage signifient généralement que le métal ne s'est pas écoulé comme prévu par le concepteur de la matrice.
Pourquoi les défauts de forgeage sont importants pour l'usinage et les tolérances
Si votre composant est usiné par commande numérique (filetages, surfaces d'étanchéité, logements de roulements, alésages de précision), les défauts de forgeage ne se limitent pas à ce seul processus. Ils engendrent également des coûts d'usinage supplémentaires. Les replis de surface peuvent se transformer en fissures lors de l'usinage aux dimensions finales. Les piqûres de calamine peuvent créer des piqûres et un mauvais état de surface sur les zones d'étanchéité. Les fissures internes peuvent rester invisibles jusqu'à ce que l'usinage les révèle, moment où vous avez déjà investi dans le forgeage, le traitement thermique et de multiples opérations d'usinage.
Ainsi, lorsque l'on parle de “ forgeage contre usinage ”, le véritable objectif est simple : obtenir une ébauche de forgeage de qualité pour que l'usinage devienne prévisible et non une opération de sauvetage.
Défauts de forgeage courants et leur signification habituelle
Rabats, plis et fermetures à froid
Ce sont parmi les défauts de forgeage les plus courants et les plus mal compris. Un repli est un chevauchement de surface où le métal se replie sur lui-même au lieu de s'écouler de manière fluide. Un défaut de fusion à froid est d'apparence similaire : deux faces métalliques se rejoignent sans fusionner correctement. Ces défauts peuvent ressembler à de fines lignes ou à des coutures en surface et sont dangereux car ils peuvent amorcer des fissures sous des charges cycliques. Ils sont souvent liés à la conception de la matrice, à des transitions abruptes, à une mauvaise conception de la préforme, à des dimensions de matière première incorrectes ou à un métal trop froid pour s'écouler correctement et former les détails.
Fissures (fissures à chaud, fissures à froid et fissures de traitement thermique)
Des fissures peuvent apparaître lors du forgeage (surtout si la déformation est trop importante ou si la plage de température du matériau n'est pas respectée), lors du refroidissement (en cas de forts gradients thermiques) ou après traitement thermique (en cas de contraintes résiduelles élevées ou de trempe trop brutale pour la géométrie). Les fissures sont particulièrement critiques dans les pièces fortement sollicitées car elles peuvent se propager sous l'effet de la fatigue. Elles sont parfois visibles à l'œil nu ; parfois, elles n'apparaissent qu'après usinage, lorsque la couche superficielle est enlevée.
Sections sous-remplies et non remplies
Un remplissage insuffisant signifie que le métal n'a pas entièrement rempli la cavité de la matrice. On peut observer des angles manquants, des détails peu profonds, des congés incomplets ou des arêtes fragiles. Ce défaut de remplissage est souvent dû à un volume de billette insuffisant, une température de forgeage trop basse, une énergie de presse inadéquate, une mauvaise ventilation ou un canal d'écoulement trop restrictif pour la géométrie de la pièce.
Décalage du dé (Inadéquation)
Un défaut d'alignement se produit lorsque les matrices supérieure et inférieure ne sont pas parfaitement alignées, créant un décalage au niveau de la ligne de joint. Ce décalage peut sembler anodin, mais il peut réduire la surépaisseur d'usinage d'un côté, modifier les références et engendrer des problèmes de tolérancement. Ce défaut est généralement lié à l'alignement des matrices, à leur usure, à un mauvais réglage ou à un comportement irrégulier de la presse.
piqûres d'écaillement et piqûres de surface
Si forgeage à chaud La formation de calamine est inévitable. Les piqûres de calamine se produisent lorsque la calamine s'incruste dans la surface ou lorsqu'elle se détache, laissant des cavités. Ce phénomène a des répercussions sur l'état de surface et l'étanchéité des faces, et peut engendrer des opérations de rectification et d'usinage supplémentaires. Il est souvent influencé par la température, la durée d'exposition à l'atmosphère et la préparation de la surface.
Éclatements internes et fissures centrales
Certains défauts apparaissent à l'intérieur de la pièce forgée en raison des contraintes induites par la déformation, notamment lors de fortes réductions ou d'un enchaînement de processus inadéquat. Ce sont des défauts qu'il vaut mieux éviter de découvrir après l'usinage. Leur présence est souvent révélatrice du taux de déformation, de la qualité du lingot, de l'enchaînement de forgeage, des gradients de température et de la stratégie de réduction.
Problèmes de décarburation et de couche superficielle
La décarburation est la perte de carbone à la surface de l'acier lorsqu'il est exposé à la chaleur en milieu oxydant. Elle peut réduire la dureté superficielle et la résistance à l'usure, ce qui pose problème pour les surfaces fonctionnelles. Même si la pièce forgée est structurellement saine, les modifications de la chimie de surface peuvent affecter ses performances et son aptitude à l'usinage ou au traitement thermique.
Carte rapide “ Défaut jusqu’au symptôme en aval ”
| Défaut de forgeage | Ce que vous remarquerez plus tard | Pourquoi cela devient coûteux |
| Rabats / plis / fermetures à froid | La couture s'ouvre pendant l'usinage, défaillance par fatigue | agit comme un crack starter |
| Fissures | rebuts après usinage/HT, CND non concluant | risque structurel |
| Sous-remplissage | Matières manquantes, bords fragiles, retouches | ne peut pas respecter la géométrie de manière fiable |
| Décalage de la matrice (inadéquation) | tolérance d'usinage irrégulière, dérive de référence | instabilité de tolérance |
| fosses d'échelle | Finition piquée, problèmes d'étanchéité | rectification/usinage supplémentaire |
| explosions internes | caché jusqu'à l'usinage/CND | rebuts de fin de cycle |
Causes des défauts de forgeage : ce qui se passe généralement mal
La plupart des défauts de forgeage sont dus à quelques facteurs récurrents. La température est primordiale : trop basse, elle empêche le métal de s'écouler correctement ; trop élevée, elle favorise la croissance des grains, l'oxydation et les défauts de surface. La conception de la matrice et de la préforme est cruciale, car l'écoulement du métal n'est pas automatique ; il suit le chemin le plus facile, et des transitions abruptes ou une mauvaise répartition du volume créent des plis, des replis et des sous-remplissages. La lubrification et la maîtrise du frottement influencent le remplissage du métal et déterminent s'il se déchire ou se plie en surface. L'énergie de la presse, le profil de course et la séquence de forgeage affectent les contraintes internes et peuvent provoquer des fissures internes si le chemin de déformation est incorrect. Enfin, les opérations post-forgeage (vitesse de refroidissement, redressage, traitement thermique) peuvent stabiliser la pièce ou, au contraire, déclencher des fissures si les contraintes résiduelles sont élevées.
Lorsque des défauts se répètent d'un lot à l'autre, ce n'est presque jamais aléatoire. Il s'agit généralement d'une dérive d'une variable ou d'une hypothèse de conception/processus qui s'avère erronée pour cette géométrie.
Comment réduire les défauts de forgeage avant l'usinage CNC
La meilleure stratégie consiste à intégrer la prévention des défauts dès la conception de la pièce, et non lors d'une simple inspection. Cela implique d'aligner rapidement les caractéristiques critiques de la pièce avec la méthode de forgeage, de veiller à ce que la conception de l'ébauche et de la matrice favorise un écoulement régulier, et de confirmer que les plages de température et les taux de déformation sont adaptés à l'alliage et à la géométrie. Il est également essentiel d'être réaliste quant aux pièces qui seront forgées et celles qui seront usinées CNC, car les tolérances d'usinage et la stratégie de référence influent sur la sensibilité de la pièce aux défauts d'assemblage et de surface.
D'un point de vue pratique, vous souhaitez que le fournisseur prouve sa stabilité dès le début grâce à la validation du premier article et à des paramètres de processus cohérents, plutôt que de s'appuyer sur le tri et le retravail.
Méthodes d'inspection des pièces forgées permettant de détecter les problèmes précocement
L'inspection visuelle est utile, mais elle ne permet pas de détecter avec certitude les défauts internes ni les fines lignes de surface. Pour les pièces critiques, il est courant d'utiliser des méthodes d'inspection capables de détecter les fissures débouchantes et les discontinuités internes, et de vérifier la régularité du forgeage avant les opérations d'usinage à haute valeur ajoutée. La méthode spécifique dépend du matériau, de la géométrie et du niveau d'exigence, mais le principe reste le même : détecter les défauts avant d'engager des frais d'usinage CNC.
FAQ : Défauts de forgeage
Quels sont les défauts de forgeage les plus courants ?
Les défauts de forgeage les plus courants comprennent les replis, les fissures, le sous-remplissage, le décalage de la matrice (inadéquation), les piqûres de calamine et les fissures internes qui ne peuvent être détectées que par inspection ou après usinage.
Qu’est-ce qui provoque les replis et les plis lors du forgeage ?
Les replis et les plis proviennent souvent d'un flux de métal inadéquat, qui peut être provoqué par la géométrie de la matrice, des transitions abruptes, une taille de billette incorrecte, une mauvaise conception de la préforme, une température de forgeage basse ou des problèmes de friction/lubrification.
Comment les défauts de forgeage affectent-ils l'usinage CNC ?
Les défauts de forgeage peuvent révéler des vides ou des joints lors de l'usinage, ruiner la finition de surface, réduire la durée de vie des outils et générer des rebuts en fin de processus lorsque les défauts apparaissent après que l'usinage a déjà apporté une valeur ajoutée.
Des fissures peuvent-elles apparaître après un traitement thermique lors du forgeage ?
Oui. Des fissures peuvent se former ou s'étendre après un traitement thermique si les contraintes résiduelles sont élevées, si la trempe est trop brutale pour la géométrie, ou si un petit défaut existait et devient critique lors des cycles thermiques.
Qu'est-ce que le décalage de matrice (désalignement) en forgeage ?
Le décalage de matrice est un défaut d'alignement entre les matrices supérieure et inférieure, créant un décalage au niveau de la ligne de joint. Il peut réduire la surépaisseur d'usinage d'un côté et entraîner une instabilité des références et des tolérances.
Les piqûres de calamine constituent-elles un défaut grave ou simplement esthétique ?
Elles peuvent être d'ordre esthétique, mais elles deviennent sérieuses lorsque la surface est fonctionnelle — comme les faces d'étanchéité, les sièges de roulement ou les zones sensibles à la fatigue — car les piqûres peuvent entraîner des fuites, une mauvaise finition ou l'amorçage de fissures.
Comment puis-je réduire le risque de défauts de forgeage sur une pièce neuve ?
Réduisez les risques en alignant dès le début la méthode de forgeage et la géométrie, en assurant une tolérance d'usinage et une stratégie de référence appropriées, en validant les premiers articles et en utilisant l'inspection avant les étapes d'usinage à forte valeur ajoutée.
Conclusion
défauts de forgeage Ce sont souvent les facteurs cachés à l'origine des rebuts, des retouches et des temps d'usinage imprévisibles. Lorsque la pièce forgée est saine et stable, l'usinage CNC devient simple : matière première homogène, durée de vie des outils prévisible, références fiables et moins de mauvaises surprises lors du contrôle. En cas de défauts non détectés, l'usinage se transforme en une opération de réparation des dommages.
Si votre pièce est sensible aux tolérances ou critique en termes de performances, le meilleur résultat provient généralement d'une approche préventive des défauts dès le début — grâce au contrôle des processus, à une conception appropriée des ébauches et à une inspection avant usinage — afin de ne pas perdre de temps d'usinage CNC à découvrir des problèmes apparus en amont.
Chez HDC Manufacturing, notre fermer matriçage Le procédé est assisté par une simulation d'écoulement du métal afin d'analyser comment le matériau remplit la matrice et où les risques de défauts peuvent survenir, contribuant ainsi à améliorer la stabilité du forgeage avant l'usinage CNC.






