When you are producing metal parts, you require casting techniques that offer you doubt and precision and the ability to control costs. That you get as a result of the expendable casting process. One way of doing this is by making a mold, pouring molten metal into it, letting it cool, and then destroying the mold to extract the finished part.
You are probably asking yourself how come that in 2026 industries continue to use a mod once. The answer is simple. It is a technique that enables you to create multi-layered forms, internal holes and personalized designs without the need to invest in costly permanent metal molding.
In this guide, you will know how to do it step-by-step in simple and understandable words.
Introduction to Expendable Casting Process?
The expendable casting process is a making technique where the mold is utilized once. Once the metal has solidified, the workers crack the mold to take out the casting. There is no chance of ever using that mold.
“Expendable” is a term that refers to something that one uses and disposes of. The mold material in this instance is a waste at the end of one cycle.
This process is more desirable to industries, as it provides:
- Design flexibility
- Lower tolling cost
- Small and medium batches
- Capability to cast huge and intricate parts.
The manufacturing sector that uses this casting is in the automotive, aerospace, agriculture, construction and heavy machinery sectors.
What is an Expendable Mold in Casting?
Un expendable mold refers to a temporary mold that is produced using sand, wax, foam or ceramic. It creates a mold in which molten metal is molded.

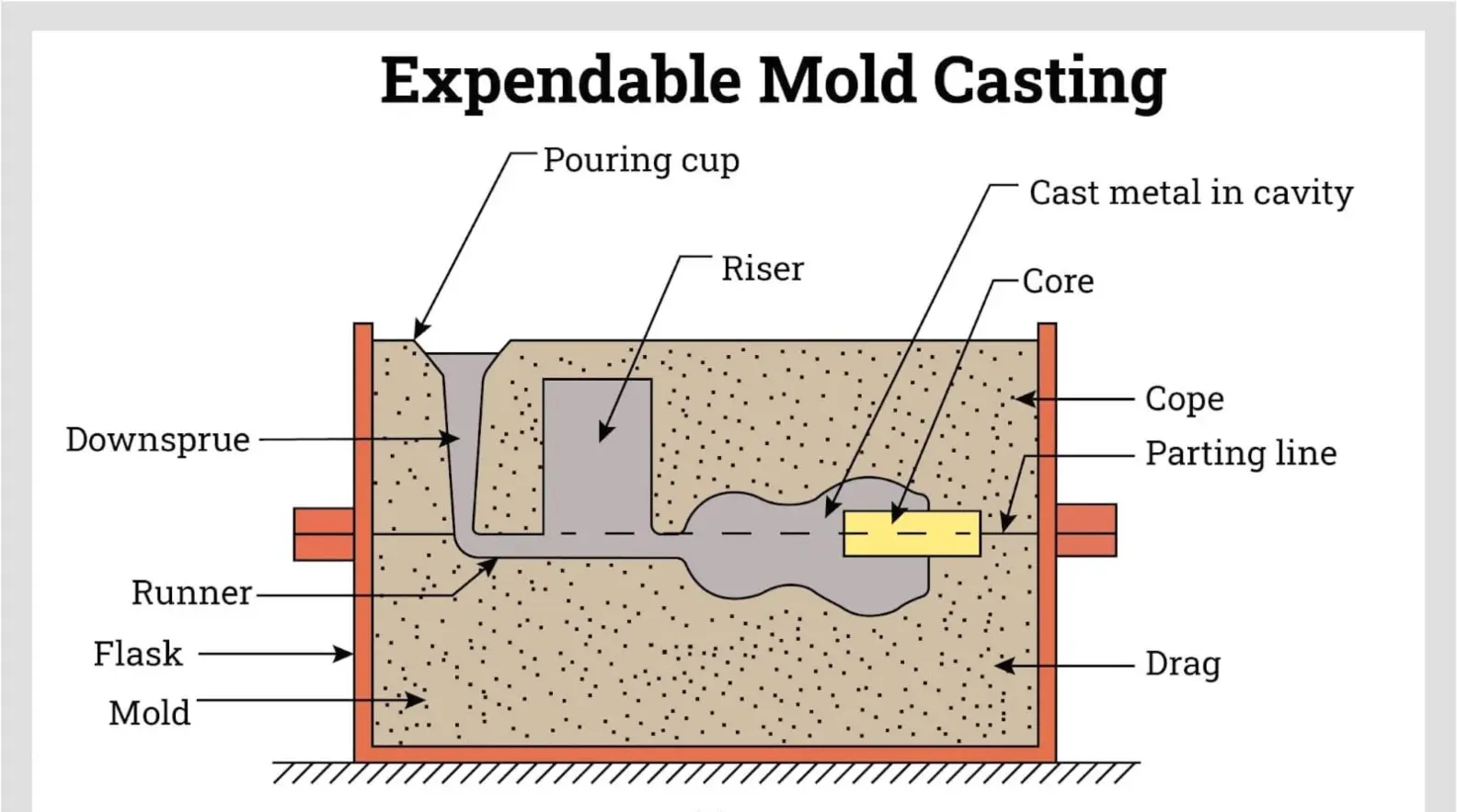
How the Mold Works
- The Pattern: You develop a pattern that is resembled by the end product.
- The Shell: You shape out the pattern.
- The Avoid: You take away or fuse the pattern to create a hole.
- The fill: Molten metal is poured in the cavity.
- The Sacrifice: You cannot break the mold once it is hard.
Types of Expendable Casting Processes
Expendable casting comes in various forms that are used in different industries. The types possess their own strengths.
Moulage en sable

The most ordinary and the oldest casting technique is sand casting. It is a disposable type of casting in which the mold is made by using a prepared sand.
- How it Works: You fit a pattern into a box known as a “flask” and fill it with sand.
- Principales caractéristiques: It is very inexpensive and capable of handling parts of several tones.
- Applications: Engine block, pump housing, and farm equipment.
Moulage d'investissement
It is the high-definition form of casting. Investment casting is an expendable casting procedure that utilizes a pattern made of ceramic and covered with wax so as to form an intricate mold.
- Process: It is done by coating a ceramic slurry with a wax pattern. After the ceramic is hardened, then you melt away the wax.
- Avantages : It has a very good surface finish and dimensional accuracy.
- Industries: Aerospace (turbine blades), medical (implants), and jewelry.
Moulage de mousse perdue
It is the most magical of the modern ways. Moulage en mousse perdue is a consumable process of casting in which a foam pattern is used, which evaporates as molten metal is poured into the mold.

- How it Works: It involves the use of a polystyrene foam pattern. When the metal collides with the foam, the latter evaporates and becomes gas.
- Avantages: It avoids using cores to make holes and this saves a lot of the assembly processes.
- Common Uses: Cylinder heads and complicated structural car components.
Moulage de coque
This can be considered as precision sand casting. Shell molding is an expendable type of casting in which you make a thin, strong shell of a mold by using resin-treated sand.
- Process: In this you apply a resin-coated sand using a pattern of molten metal to bake the shell, which is thin.
- Avantages: It provides an improved dimensional control and a smooth finish compared to the traditional sand casting. It is popular with medium-sized precision gears.
Step-by-Step Expendable Casting Process
Step 1: Pattern Making
The trend dictates the form of your part. We tend to use 3S printing in the year 2026 to create them.
- Shrinkage Allowance: It is the pattern that we make bigger due to the fact that metal shrinks during cooling.
- Angles de dépouille : This is added to the sides to cause the pattern to slide very easily out of the sand.
Step 2: Mold Preparation
You prepare the cavity. In the case of sand casting, it is accomplished through the higher pressure packing of sand. In investment casting, the pattern is dipped into ceramic liquid several times until a rich shell is created. Good mold preparation averts the leakage of the metal in the future.
Step 3: Metal Melting
The metal is melted in highly advanced furnaces like induction furnaces that make use of magnetic fields to warm the metal in a clean way. The heat should be controlled well, as when metal is too cold, then it will not fill the mold, whereas when it is really hot, it will burn the mold surface.
Étape 4 : Coulée du métal en fusion
The metal is poured through a gating system. This is an array of tracks (sprues and runners) that cool down the metal such that it does not splash. Constant flow diminishes the air bubbles (porosity).
Step 5: Cooling and Solidification
The metal loses its heat to form its internal crystal structure. To ensure that the part has no hollows in it, engineers add additional packets of metal to feed the part to shrink.
Step 6: Breaking the Mold
After the metal solidifies, the sand mold is pushed off using shakeout machines. Ceramic casting could involve the utilization of high-pressure water jets to blow out the shell.
Step 7: Finishing and Inspection
The part has been born, but it requires a haircut. The additional metal on the gating system is cut off, the surface is ground, and X-rays are used to examine the inside of the metal with regard to concealed defects.
Materials Used In Expendable Casting
In order to achieve optimal outcomes, you should align the correct material and the correct job. By the year 2026, there will be more choices available to us, as material science will have made a great leap forward.
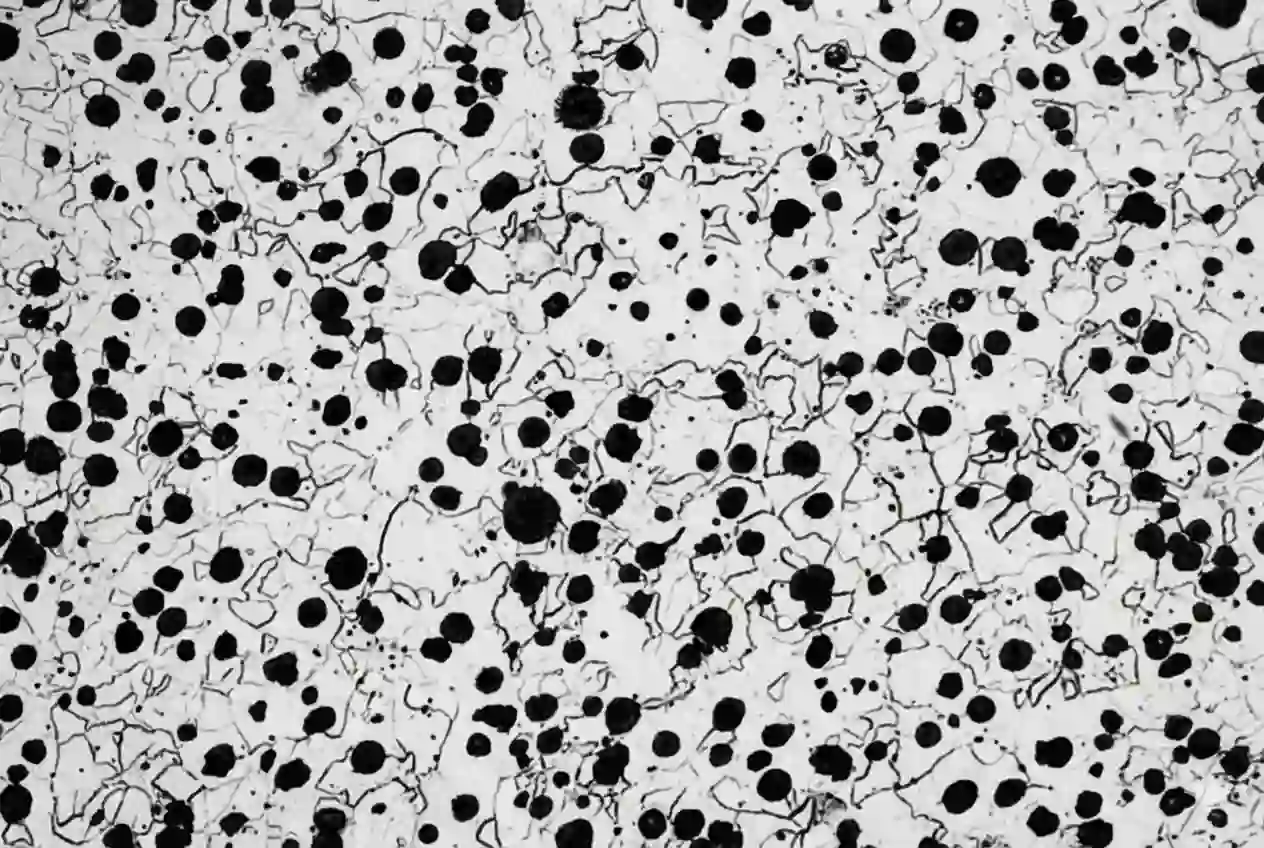
Les métaux
Cast iron is an incredibly strong, wear-resistant metal in heavy machines. The alliages d'aluminium are the best lightweight components in electric vehicles to increase battery machines. Acier inoxydable is also used because it is resistant to rust and superalloys are used because they are required to endure the environment of a roaring jet engine.
Moules

The casting of your part is not any less important than the metal. We work with Zircon or Chromite sand. These ceramics are able to withstand temperatures exceeding 2,000℃ without melting or altering shape.
Binders
These are what you would consider to be the glue that holds the sand together. By 2026, toxic chemicals are long gone. Then we have resins and biobinders that are environmentally friendly and form a robust mold, yet emit fewer fumes on exposure to hot metal, and this fact has made the factory clean and safe.
Applications of Expendable Casting in 2026
We have parts of this type in nearly all the large industries nowadays:
- Automobile: We use it in EV motors and complex transmission cases that need internal cooling systems other than engine blocks.
- Aérospatial: Turbine blades and fuel nozzles with an extreme pressure and heat requirement are made through investment casting.
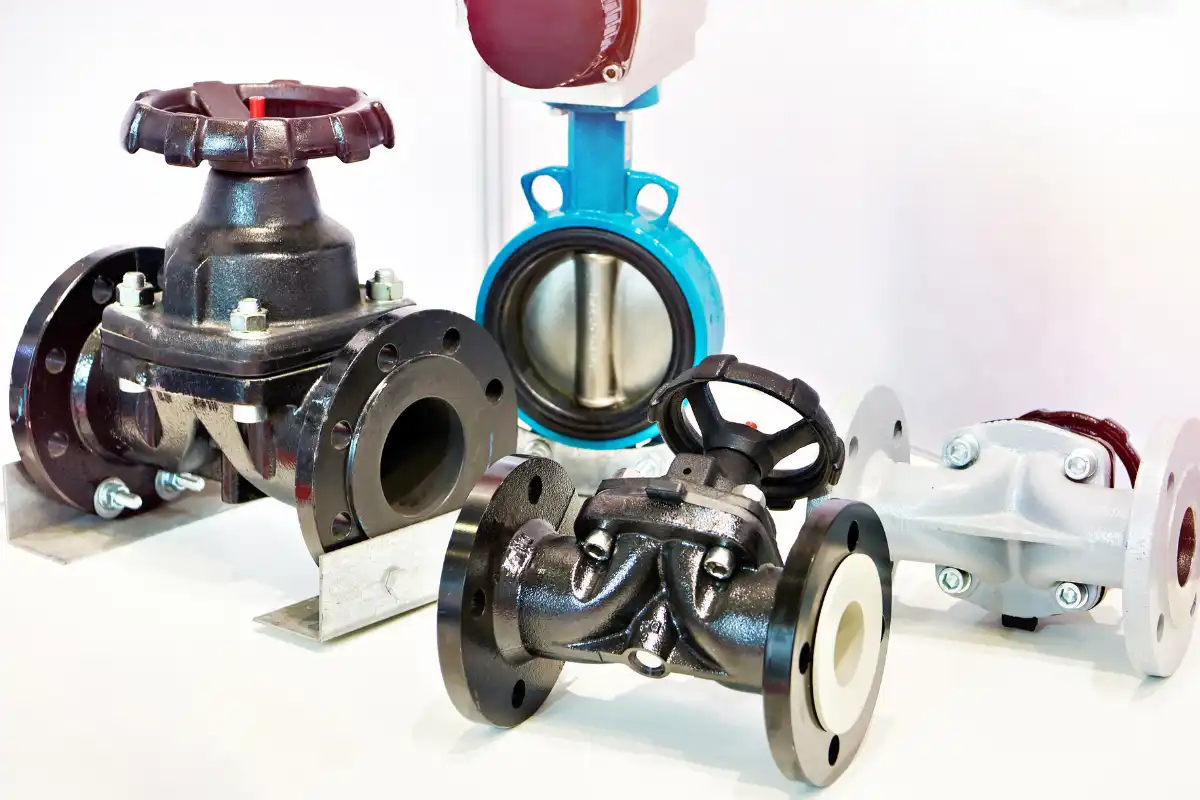
- Énergie: Sand casting is used to manufacture large valve bodies, as used in hydroelectric dams and wind turbine gear housings, due to their huge dimensions.
- Médical: The knee and hip replacements are done under the “lost wax” technique so that they become as smooth as possible to the human body.
Common Defects in Expendable Casting
Notwithstanding the modern technology, you need to be aware of the following typical glitches in the metal:
- Porosité: These are small or minute holes such as those of a sponge, which are due to the presence of air or gas in the metal. To avoid that, we put holes in the mold to allow the gas to get out.
- Shrinkage Cavity: When a metal is converted to solid, it shrinks. A lack of additional metal to fill the gap makes the difference between a dent or a hole. The part is fed by placing risers (additional pools of metal) to feed the part as it cools.
- Misrun: This occurs in case the metal is excessively cold or the mold may be excessively slim. The metal solidifies even before it gets to the mold end so that you have a part that is half complete.
- Hot Tears: When the mold is overpacked and it does not allow the mold to flex a bit, then the contracting metal will literally tear itself apart to form cracks called hot tears.
Expendable Casting vs Permanent Mold casting
The decision between these two will be based on the number of parts required and the complexity of the parts.
| Fonctionnalité | Expendable Waste | Moulage en moule permanent |
| Initial Cost | Low: Ideal in prototypes and small-quantity production. | Very High: You require high-cost or iron dies. |
| Complexité | Extreme: Is able to hollow insides with the use of cores. | Limited: The component should be capable of sliding out of the mold. |
| Finition de surface | Varies: Sand rough investment very smooth. | Consistent: In most cases very smooth and shiny. |
| Volume | Small to Medium: Ideal for the custom work or the complex work. | Medium: Ideal where millions of simple parts are to be made. |
Advantages and Disadvantages of Expendable Casting
All manufacturing decisions have advantages and disadvantages. These will help you to determine whether expendable casting will be a good fit within your budget or not.
Avantages :
- Lower Initial Investment: You do not have to machine a giant piece of tool steel into a permanent die, so your startup costs are lower. New designs can be easily tested.
- Design Freedom: Since the mold is broken away, you can design parts that have internal honeycomb-like designs or hollow passages to circulate cooling fluids that would be otherwise impossible to create.
- Polyvalence: You can play a role as small as a coin or play a role as big as a truck. It can be used on virtually any type of metal, including metals with extremely high melting points.
Désavantages:
- Mold Waste: Because we would recycle the sand, however, you still have to take time and energy to make a new mold for every unit.
- Speed: This is a slow process compared to high-pressure die casting. You must wait for the mold to be packed, for the metal to be cooled and for the shell to be broken.
- Labor-Intensive: Although robots assist, more hands-on labor is still needed in the process of fettling (cleaning the part) and scraping the sand or ceramic residue off.
Cost Factors in Expendable Casting
Suppose you are examining the bill; the money goes like this:
- Pattern Design: Designing the first “master” or 3D model.
- Travail: The time employees spend filling sand, glazing ceramics, and demolishing that which has been molded.
- Énergie: There was an enormous consumption of electricity or gas to melt tons of metal.
- Finition: Sand-casted parts usually require machining (cutting away the excess metal) to get to the final size, which increases the cost.
Future of Expendable Casting in 2026
The casting world is turning into the digital one of the old. In 2026, we are old:
- AI Defect Detection: The camera scans the mold with the use of artificial intelligence to detect cracks before we pour the metal and we can avoid wasting material.
- 3D-Printed Molds: The sand mold can now be 3D printed. It is possible to take a drawing on a computer and a metal part within the same day.
- Durabilité: We are headed to the zero-waste foundries where all of the sand is cleaned and used again, and the heat contained in the furnaces is used to generate electricity in the factory.
Conclusion
You now have a clear and organized idea of the entire expendable casting process. Pattern design through to mold preparation, pouring, cooling, and finishing are all crucial to the manufacture of strong and reliable metal parts. This process will continue to be necessary in 2026 since it will assist in complex structures, versatile manufacturing, and expensive choices of metals.
À Fabrication HDC, we provide high-quality expendable cast solutions that will satisfy the contemporary industry needs. Our group merges the latest production technologies and high-quality standards in the production of long-lasting and precise cast components for your projects.
In case you require professional service in casting and are reliable, then get in touch with us. We are willing to offer cost-effective solutions that are efficient and meet your production needs. Would you mind letting me assist you in a comparison of certain metals on your next casting project?
FAQ
1. What is the expandable casting process?
It is a production process in which liquid metal is cast into a temporary mold, which is then destroyed to get a final piece.
2. Why is the mold destroyed?
The mold is killed to allow the destruction of complicated shapes that have “undercuts,” which are hollows inside of them that could not be slid out of a reusable metal mold.
3. What are the main types of expendable casting?
These are the four main types: sand casting, investment (lost wax) casting, lost foam casting and shell molding.
4. What metals can be used?
Any metal, such as aluminum, cast iron, stainless steel, gold, and almost titanium.
5. Is it expensive?
Small to medium batches or very complicated parts cost very little, but they may be more expensive per unit than permanent molding millions of simple parts.