En 1952, le Massachusetts Institute of Technology (MIT) a collaboré avec l'armée pour créer la première fraiseuse à commande numérique utilisant un système de contrôle par tube à vide. Plus de 70 ans plus tard, grâce aux progrès de l'informatique et à la maturation de la conception assistée par ordinateur (CAO),GOUJAT) et la fabrication assistée par ordinateur (CAME) Grâce aux logiciels, l'usinage CNC évolue vers une précision accrue et une plus grande diversité. À travers cet article, nous vous proposons de découvrir cette technologie d'usinage révolutionnaire.
Qu'est-ce que l'usinage CNC ?

L'usinage CNC (abréviation de Computer Numerical Control) est une technologie qui utilise des ordinateurs pour émettre des commandes, contrôlant divers systèmes d'un tour pour terminer automatiquement le traitement des pièces.
Importance de l'usinage CNC
La technologie CNC permet d'usiner des pièces complexes sur divers matériaux avec une précision extrême, fondement de l'industrie moderne et de l'exploration scientifique et technologique de pointe. Les machines-outils CNC de pointe actuelles s'appuient sur des guides hydrostatiques et des interféromètres laser pour atteindre une précision extrêmement élevée de l'ordre du nanomètre. Elles constituent la seule option pour l'usinage de lentilles planes nanométriques sur les détecteurs d'ondes gravitationnelles et les machines de lithographie EUV. De plus, les aubes de turbine des moteurs d'avion et les implants sur mesure dans le domaine médical reposent tous sur la capacité des machines CNC à usiner des surfaces profilées complexes. Sans la technologie CNC, la production de ces pièces augmenterait de coût, voire serait tout simplement impossible. La CNC est donc devenue un obstacle technique insurmontable dans le domaine des technologies de haute précision.
De quoi est composée une machine CNC ?

Une machine CNC est composée de plus de 1 000 pièces, réparties en cinq systèmes. Prenons l'exemple d'une fraiseuse verticale 3 axes standard pour avoir une idée générale de la composition d'une machine-outil CNC à travers ces cinq systèmes.
Système CNC
Le système CNC est le cerveau de la machine CNC. Il permet de contrôler et de surveiller son fonctionnement. Il se compose de deux parties : le logiciel et le matériel. Le logiciel comprend le système d'exploitation, l'interpréteur de code et le programme de contrôle, qui analysent le code G, génèrent les instructions de contrôle, contrôlent le mouvement de l'outil, ajustent la vitesse de la broche et reçoivent en temps réel les données des capteurs (position et température de l'outil), corrigent automatiquement les erreurs et garantissent la précision de l'usinage. Le matériel comprend les processeurs, les pilotes de moteur et les capteurs, responsables du calcul et de l'acquisition des données. Ces deux parties sont comparables à la relation entre le système Windows et le matériel informatique.
systèmes mécaniques
Le système mécanique constitue le squelette de la machine CNC. Il assure le mouvement de l'outil et de la pièce. Le banc sert de base pour assurer un support stable à la broche, au rail de guidage, à la vis mère, à l'établi et au mécanisme de transmission qui y est installé, et réduire les vibrations pendant l'usinage. La broche entraîne l'outil en rotation, tandis que la vis mère le déplace le long du rail de guidage pour usiner avec précision la pièce fixée sur la table.
Système d'entraînement
Le système d'entraînement est composé d'un servomoteur et d'un moteur de broche, qui est le cœur des machines-outils CNC, dans lesquelles le servomoteur est utilisé pour entraîner la broche à se déplacer vers le haut dans les axes X, Y et Z, et le moteur de broche est utilisé pour entraîner la rotation de l'outil, et les deux coopèrent pour terminer la coupe.
Système d'outillage
L'usinage d'une pièce implique diverses opérations, telles que le fraisage plan, le chanfreinage, le perçage et le taraudage. Chaque opération correspond à un outil spécifique. Un changement manuel d'outil réduira considérablement l'efficacité de l'usinage et affectera la précision de l'usinage. Les ingénieurs ont donc conçu le magasin d'outils, pour le stockage et la gestion de plusieurs outils, et le système de changement automatique d'outils (ATC), pour le changement automatique d'outils. Le système d'outils, le magasin d'outils et le changeur automatique d'outils constituent le système d'outils.
Systèmes d'assistance
Le rôle principal du système auxiliaire est le refroidissement et la lubrification. Le système de refroidissement par circulation est la méthode de refroidissement la plus couramment utilisée. Il réduit la température de coupe en pulvérisant du liquide de refroidissement sur l'outil et la pièce afin d'éviter la perte de précision due à l'usure de l'outil et à l'accumulation de chaleur. Il collecte ensuite le liquide de refroidissement, filtre les copeaux et le recycle. La lubrification est assurée par le système de lubrification centralisé qui guide régulièrement les rails, les vis-mères et les autres pièces mobiles de l'alimentation en huile.
Comment fonctionne l'usinage CNC ?
Dans cette section, nous vous guiderons à travers le processus complet d'usinage CNC, des dessins aux produits.
Concevoir
La première étape de l'usinage des produits CNC consiste à utiliser un logiciel de CAO (Conception Assistée par Ordinateur) (SolidWorks, AutoCAD, CATIA, etc.) pour concevoir le modèle 3D de la pièce, définir sa forme et ses dimensions. Lors de la conception, il est important de prendre en compte le type d'outil dont vous disposez et la capacité d'usinage de la machine afin de garantir la faisabilité de l'usinage.
Générer du code G
L'étape suivante consiste à importer le modèle CAO dans un logiciel de FAO (fabrication assistée par ordinateur) (Mastercam(Fusion 360 CAM, PowerMill, etc.) et définissez les dimensions, le matériau et les paramètres de la machine utilisés dans le logiciel de FAO en fonction de la situation de production réelle, tels que la course, le système de contrôle, le nombre d'axes, les informations de la bibliothèque d'outils, etc. À partir de ces informations, le logiciel calcule et optimise automatiquement la trajectoire de l'outil et génère l'ensemble des instructions nécessaires au contrôle de l'usinage. Avant la production, la fonction de simulation du logiciel de FAO permet de simuler le processus d'usinage et de prévenir les risques tels que les collisions d'outils.
Configurer la machine
Vient ensuite l'étape de préparation avant l'usinage proprement dit, qui nécessite l'installation de l'outil, du dispositif de fixation et de la pièce brute. Il est important de s'assurer que
La pièce brute est exactement aux dimensions indiquées par le logiciel FAO et est correctement serrée. Utilisez ensuite des outils tels que des régleurs d'outils pour calibrer les coordonnées de chaque axe d'usinage afin de prévenir davantage les risques d'usinage.
Le code G généré par le logiciel CAM est ensuite chargé et le chemin est vérifié comme étant sûr en l'exécutant à sec ou par sections.
Une fois que tout est prêt, vous pouvez démarrer la machine et lancer le traitement. À ce moment-là, vous devez surveiller l'état du traitement en temps réel.
Inspection
Après usinage, une machine à mesurer tridimensionnelle (MMT) est généralement utilisée pour vérifier les tolérances dimensionnelles critiques du produit. Si la pièce n'est pas conforme, il est nécessaire de revenir à l'étape de FAO pour ajuster les paramètres de coupe et relancer le contrôle. Une fois la conformité des pièces usinées assurée, la production en série peut officiellement commencer.
Comprendre les axes dans l'usinage CNC

Il est bien connu que le nombre d'axes d'une machine CNC reflète sa capacité à usiner des pièces complexes et de haute précision. Mais plus le nombre d'axes est élevé, plus la machine est coûteuse. Il est donc essentiel de comprendre le nombre d'axes et leurs capacités d'usinage pour choisir la machine idéale.
3 axes
La fraiseuse 3 axes possède trois axes linéaires : X, Y et Z, et la broche peut se déplacer librement dans ces trois directions, ce qui convient à l'usinage de plans, de trous, de fentes et de surfaces simples.
4 axes
La fraiseuse à 4 axes ajoute un axe A parallèle à l'axe X pour faire tourner la pièce sur la base des 3 axes, ce qui convient à l'usinage de pièces cylindriques plus complexes avec des caractéristiques en spirale et des surfaces profilées, telles que des cames, des vis, etc.
5 axes
Sur la base du 4e axe, le système 5 axes introduit un axe de rotation parallèle à l'axe Z : l'axe C. Grâce à la liaison entre les axes A et C, l'angle de déviation de la pièce peut être ajusté arbitrairement pour éliminer l'angle mort d'usinage. La machine-outil CNC 5 axes peut répondre à plus de 951 TP3T de besoins d'usinage et est adaptée à l'usinage d'aubes de turbine de haute précision, d'implants osseux de forme spéciale, etc.
6 axes
Par rapport aux 5 axes, le 6 axes a ajouté un axe de rotation parallèle à l'axe Y : l'axe B, trois axes linéaires et trois axes de rotation sont liés, couvrant tous les angles d'usinage, et peuvent réaliser l'ensemble du processus d'usinage de pièces asymétriques avec des surfaces courbes complexes en un seul serrage.
Combien coûte une machine CNC ?
Les machines-outils 3 axes d'entrée de gamme coûtent généralement entre 50 000 et 150 000 £, tandis que les modèles haut de gamme de grandes marques comme DMG et MAZAK peut aller jusqu'à $200 000 à $400 000.
Les machines-outils à 4 axes avec des fonctionnalités de base vont de $100 000 à $300 000, et les modèles prenant en charge la liaison à 4 axes peuvent atteindre jusqu'à $300 000 à $700 000.
La gamme de prix des machines-outils à 5 axes est assez large, les modèles d'entrée de gamme fabriqués en Chine coûtant entre 450 000 et 850 000 $, tandis que les modèles allemands ou japonais haut de gamme peuvent nécessiter entre 1 200 000 et 3 000 000 $.
Les machines-outils à 6 axes constituent actuellement la configuration la plus performante, avec des modèles de base allant de $1 200 000 à $3 500 000, et certains modèles spécialement personnalisés peuvent dépasser $7 000 000.
Les machines-outils multiaxes haut de gamme impliquent souvent des exigences d'installation plus strictes, un contrôle environnemental, des coûts de consommables et de maintenance plus élevés, ainsi que le besoin de logiciels spécialisés, d'équipements de test spéciaux et d'opérateurs qualifiés, ce qui peut souvent s'avérer plus coûteux que l'achat de la machine elle-même.
Types de machines CNC
Si vous vous contentez d'énumérer les noms de chaque type de machine CNC, vous obtiendrez une liste très longue. Nous changeons ici de perspective : nous les classons selon leur méthode d'usinage et examinons les types et les caractéristiques des machines CNC courantes.
Selon la classification des méthodes de traitement, les machines CNC peuvent être divisées en deux types : l'usinage soustractif et l'usinage additif.
Le traitement soustractif s'apparente à la gravure : diverses méthodes permettent d'enlever de la matière de la pièce brute, créant ainsi la forme souhaitée. Les machines les plus courantes sont les suivantes :
fraiseuse CNC
L'outil rotatif à grande vitesse se déplace sur les trois axes linéaires X, Y et Z pour couper la pièce fixée sur le plan d'usinage et convient au perçage, au rainurage et à l'usinage de surfaces simples.
tour CNC
La pièce tourne à grande vitesse et l'outil est avancé dans le sens axial ou radial, ce qui est souvent utilisé pour l'usinage symétrique de pièces cylindriques, filetées et d'arbre.
Centre d'usinage intégré de tournage et de fraisage CNC
Combinant les caractéristiques d'un tour et d'une fraiseuse, cette machine permet le déplacement de l'outil sur les trois axes linéaires X, Y et Z, tandis que la pièce peut pivoter autour de l'axe A, à la manière d'un tour classique. Elle est particulièrement adaptée à l'usinage de pièces aux surfaces complexes et exigeant une précision extrême. Les modèles haut de gamme intègrent des axes de rotation supplémentaires pour la pièce : l'axe C ou l'axe B. Ils permettent ainsi de réaliser l'ensemble des opérations de formage sur une seule machine, une méthode d'usinage aujourd'hui largement répandue.
machine de découpe laser CNC 

Sous le contrôle du système CNC, l'émetteur laser est déplacé avec précision et la tôle est découpée au laser, capable de découper des tôles jusqu'à 50 mm d'épaisseur. Il permet d'obtenir des angles aigus extrêmement fins et des courbes complexes, inaccessibles aux autres méthodes de découpe. Parallèlement, grâce à une disposition judicieuse du motif de découpe, le gaspillage de matière est considérablement réduit.
machine de découpe au jet d'eau CNC
Son principe est identique à celui de la découpe laser, à la différence que le laser est remplacé par un flux d'eau à grande vitesse enrichi en abrasif, permettant de découper de l'acier jusqu'à 300 mm d'épaisseur. De plus, le flux d'eau assure sa propre dissipation thermique et ne présente aucune zone affectée thermiquement, ce qui le rend idéal pour la découpe de matériaux exigeant une régulation thermique élevée, tels que le plastique et la fibre de carbone.
Machine d'électroérosion à commande numérique (CNC)
L'arc généré par la décharge de fils d'électrodes métalliques extrêmement fins corrode les matériaux conducteurs, avec une précision supérieure à celle des autres méthodes de coupe, et est le plus adapté à la découpe de micro-trous ultra-fins.
Le traitement additif est l'inverse du traitement soustractif. Il s'apparente à la construction de briques Lego, où les matières premières sont empilées couche par couche pour former le produit final. C'est ce qu'on appelle l'impression 3D. Selon le principe d'empilement des matériaux, les imprimantes 3D les plus courantes sont :
FDM (Modélisation par dépôt de fil fondu)

En chauffant le plastique thermofusible et en l'extrudant, la tête d'impression peut se déplacer dans les trois directions X, Y et Z, empilant le plastique fondu couche par couche sur la plate-forme d'impression, formant la pièce souhaitée.
Frittage laser sélectif (SLS)
Chaque fois qu'une couche de poudre de nylon ou de TPU est déposée uniformément sur la plateforme de formage, le laser la scanne selon les données de coupe du modèle, ce qui permet aux particules de poudre de fondre partiellement et de se lier entre elles. La plateforme est ensuite abaissée et le processus de frittage de poudre est répété jusqu'à la formation de la pièce. La poudre non frittée peut supporter la pièce seule ; il n'est donc pas nécessaire de concevoir une structure de support imprimée comme pour l'impression FDM.
SLM (Fusion sélective par laser)
Le principe est le même que celui du SLS, mais un laser haute énergie est utilisé pour fondre la poudre métallique couche par couche. Il permet de fabriquer des détails internes et des cavités impossibles à réaliser par CNC, moulage ou autres procédés, tout en garantissant résistance et précision.
Matériaux utilisés dans l'usinage CNC
De l'acier dur aux plastiques relativement mous, les capacités d'usinage de la technologie CNC couvrent une large gamme de matériaux courants :
Alliage d'aluminium
Tel que 6061 et 7075, sont des matériaux couramment utilisés, avec une densité de 2,7 à 2,8 g/cm³, très légers, seulement environ 40% d'acier. Haute résistance, mais faible résistance à la fatigue et aux températures élevées, ils sont généralement utilisés dans divers boîtiers ou composants structurels. Le cadre de votre téléphone, appareil photo ou ordinateur peut être fabriqué à partir d'une seule pièce d'aluminium usinée CNC. L'alliage d'aluminium présente également une bonne résistance à la corrosion : la couche dense d'oxyde d'aluminium à la surface isole efficacement l'oxygène, l'eau et les environnements acides/basiques faibles de la corrosion, mais nécessite néanmoins une anodisation ou une peinture pour sa protection.
Acier Carbone
L'acier au carbone est divisé en acier à faible teneur en carbone (C ≤ 0,251 TP3T), acier à teneur moyenne en carbone (C 0,251 TP3T~0,61 TP3T) et acier à haute teneur en carbone (C ≥ 0,61 TP3T) selon sa teneur en carbone. À l'inverse, plus la teneur en carbone est faible, plus la dureté est faible et plus l'usinage est facile.
L'acier au carbone possède une densité élevée (environ 7,8 g/cm³) et une grande résistance. Après des années de développement, de nombreux modèles ont été mis au point, tels que : Q235, A36, 1045, Et ainsi de suite. Il est nécessaire de choisir le modèle adapté à l'application. Il faut également anticiper les problèmes liés à l'usinage : par exemple, lors de la coupe d'acier à haute teneur en carbone, il faut être attentif à l'usure de l'outil ; et lors de la coupe d'acier à faible teneur en carbone, il faut veiller à éviter la fissuration des arêtes vives des pièces.
Acier inoxydable
Les aciers inoxydables sont renforcés par l'ajout d'éléments tels que le chrome, le nickel, le molybdène et l'azote afin d'accroître leur résistance à la corrosion dans des environnements spécifiques. Selon l'organisation métallographique, l'acier inoxydable se divise en trois types : l'acier inoxydable austénitique (non magnétique), l'acier inoxydable ferritique (fortement magnétique) et l'acier inoxydable martensitique (fortement magnétique).
Parmi les aciers inoxydables austénitiques, 303 L'acier inoxydable est couramment utilisé en usinage CNC en raison de sa forte teneur en soufre, qui facilite sa découpe, mais réduit également sa résistance à la corrosion. D'autre part, 304 et 316 Les aciers inoxydables durcissent considérablement pendant la coupe et présentent une faible conductivité thermique, ce qui entraîne une accumulation de chaleur et une usure accrue de l'outil. Il est donc essentiel de choisir l'outil et de définir les paramètres de coupe appropriés.
Les aciers inoxydables ferritiques courants comprennent les 430, 439 et 444, qui sont sujets à l'écaillage des bords et à l'adhérence des copeaux lors de la coupe. Il est donc nécessaire d'éviter ces problèmes en choisissant des outils avec des revêtements TiN/TiCN ou des outils en céramique.
Les aciers inoxydables martensitiques sont les plus durs (HRC 50-60) et les plus résistants à l'usure. Parmi les types d'aciers inoxydables les plus courants, on trouve : 410, 420 et 440C, couramment utilisés dans la fabrication de roulements et d'outils de coupe. Lors de l'usinage, il convient de prêter attention à l'usure des outils. Il est préférable de choisir des outils de dureté élevée et d'utiliser une stratégie de coupe à faible vitesse.
Alliages de titane
L'alliage de titane présente une faible densité de 4,5 g/cm³, soit environ 60% de l'acier. Sa résistance est supérieure à celle de l'alliage d'aluminium et de l'acier : sa résistance à la traction peut atteindre plus de 1 000 MPa, soit 2 à 5 fois supérieure à celle de l'alliage d'aluminium. Sa résistance à la corrosion et à la température est supérieure à celle de l'acier inoxydable, juste derrière le platine. De plus, le titane pur est très biocompatible. C'est pourquoi il est souvent utilisé pour les composants aérospatiaux, les implants médicaux et les produits de consommation haut de gamme. Parmi les types courants, on trouve le titane pur (grades 1 à 4) et le Ti-6Al-4V.Niveau 5) et Ti-5Al-2,5Sn (Grade 6).
L'inconvénient du titane est sa difficulté d'usinage, ce qui explique le coût élevé de nombreux alliages usinés. Sa faible conductivité thermique peut entraîner une accumulation de chaleur lors de la coupe, réduisant ainsi la durée de vie de l'outil. Il est également sujet à des réactions chimiques avec l'outil à haute température, provoquant l'accumulation de copeaux et réduisant encore davantage la durée de vie de l'outil. Par conséquent, des outils spéciaux, des vitesses faibles et des avances importantes sont généralement utilisés pour l'usinage.

Cuivre
Le cuivre est largement utilisé dans les domaines électronique et mécanique en raison de son excellente ductilité, de sa conductivité électrique et thermique. Les modèles les plus courants sont : C11000 (cuivre pur), H62 (alliage Cu-Zn, laiton) et QSn6,5-0,1 (bronze).
Le cuivre pur a une bonne plasticité, mais cela entraînera également un collage grave lors de la coupe, les copeaux ne sont pas faciles à casser et le problème des outils d'enroulement, qui nécessite l'utilisation d'outils spéciaux et de fluides de coupe.
Le laiton a les meilleures performances de coupe en raison du plomb qu'il contient, mais cela entraîne également davantage de copeaux cassés et une pollution facile de l'environnement.
L'étain contenu dans le bronze provoque un durcissement lors de l'usinage et est sujet aux bavures.
Plastiques
Les méthodes traditionnelles de transformation du plastique, telles que le moulage par injection et le soufflage, engendrent des coûts de fabrication de moules élevés. L'usinage CNC est idéal pour la vérification de prototypes de pièces en plastique ou la production en petites séries. Cependant, la technologie CNC ne peut traiter que des plastiques d'une certaine dureté et est inefficace face à des matériaux plus souples comme le silicone. Les plastiques usinés CNC les plus courants sont :
- abdos: Bon marché et facile à traiter, bonne résistance aux chocs, couramment trouvé dans les coques de produits électroniques et les intérieurs de voitures.
- Nylon (PENNSYLVANIE):Les performances de résistance à l'usure et à la fatigue sont très bonnes, avec des caractéristiques autolubrifiantes, il peut être transformé en engrenages et roulements et autres
- Polycarbonate (PC): transparent et résistant aux températures élevées inférieures à 120 degrés, peut fabriquer des couvercles de protection transparents, des lentilles optiques.
- POM(Delrin): Haute résistance, haute densité, faible coefficient de frottement de surface, adapté à la production de pièces de précision telles que des engrenages.
- COUP D'OEIL: Haute température résistance de 260 ℃, résistance à la corrosion chimique, meilleure résistance que le POM, la résistance à la traction peut atteindre plus de 90 MPa.
- PEHD : Matériau de qualité alimentaire, texture douce.
- PTFE : Résistant à 260 ℃ Celsius, antiadhésif et isolant, il est couramment utilisé dans une variété de revêtements, tels que les poêles et les vestes.
En raison des caractéristiques des plastiques, il est nécessaire de prêter attention au contrôle de la température de coupe pour éviter la fusion pendant le processus de coupe ; Utiliser des couteaux tranchants pour éviter les bavures sur les bords ; Augmenter la vitesse de rotation et réduire la profondeur de coupe pour éviter la déformation du matériau.
Lors du choix d'un matériau, il est essentiel de prendre en compte non seulement ses performances, mais aussi son prix. Parmi les métaux, l'alliage de titane est le plus onéreux, coûtant environ 10 à 15 fois plus cher que l'alliage d'aluminium. Si l'aluminium est la solution idéale pour les pièces légères, son prix reste relativement abordable, légèrement inférieur à celui de l'acier inoxydable. On croit souvent, à tort, que le plastique est moins cher que le métal. En réalité, parmi les plastiques courants, le plastique ABS, le moins cher, coûte plus cher que l'acier au carbone, et le Téflon, le POM et d'autres matériaux sont même plus onéreux que l'acier inoxydable. Le PEEK, le plus cher, est quant à lui comparable en prix à celui de l'alliage de titane.
Tolérance d'usinage CNC
La précision de l'usinage CNC est mesurée de plusieurs manières : précision dimensionnelle (grades de tolérance IT), précision géométrique (tolérances de forme/position) et qualité de surface (valeur de rugosité Ra).
Précision dimensionnelle
La précision dimensionnelle fait référence à la plage d'écart entre les dimensions réelles mesurées d'une pièce usinée et les dimensions conçues sur le dessin, et est généralement exprimée en termes de classe de tolérance (IT), les valeurs plus petites représentant une précision plus élevée.
Les classes de tolérance sont définies par l'Organisation internationale de normalisation (ISO), qui divise les dimensions de 0 à 3 150 mm en plusieurs classes de dimensions, chacune définissant une valeur spécifique de précision dimensionnelle de IT01 à IT18. Des informations détaillées sont disponibles à la page 26 de la norme ISO 286-1 : ISO 286-1
Lors de l'usinage, la précision dimensionnelle dépend de plusieurs facteurs, tels que les capacités de la machine-outil, la commande CNC et les paramètres du procédé. La précision dimensionnelle atteinte par une machine CNC standard se situe entre IT7 et IT8. En pratique, la précision de l'usinage d'ébauche est généralement de IT12 à IT18, celle des pièces mécaniques générales de IT8 à IT11 et celle des pièces de précision de IT5 à IT7. Les IT01 à IT4 correspondent au niveau nano de l'usinage ultra-précis, très coûteux.
Précision géométrique
La précision géométrique, également appelée tolérancement et dimensionnement géométriques (GD&T), est une mesure clé de la conformité de la forme, de l'orientation et de l'emplacement d'une pièce aux caractéristiques géométriques souhaitées sur le plan de conception. Elle a un impact direct sur la précision de l'assemblage et la durée de vie d'une pièce. Contrairement à la précision dimensionnelle, qui se concentre sur la taille de la pièce, la précision géométrique se concentre sur la précision de la forme et du positionnement. Ces deux paramètres peuvent être mesurés à l'aide d'une machine à mesurer tridimensionnelle (MMT).
Il existe quatre concepts fondamentaux de la précision géométrique : la forme, l'orientation, l'emplacement et le faux-rond.
- Formulaire:L'écart entre la forme réelle et la forme conçue, par exemple la planéité, la rondeur.
- Emplacement: Coaxialité et symétrie des pièces axiales ou tournantes.
- Précision d'orientation (Orientation):Si les multiples plans de la pièce sont parallèles ou perpendiculaires les uns aux autres.
- S'épuiser: Le degré de déviation de la surface ou de l'axe d'une pièce rotative par rapport au dessin de conception, qui affecte directement l'équilibre de la pièce rotative.
La norme ISO 1101 définit un certain nombre de symboles pour chaque type de précision géométrique, dont certains sont extraits de la norme.
| Caractéristiques | Symbole |
| Rectitude | ▭ |
| Rondeur | ○ |
| Cylindricité | ⌭ |
| Parallélisme | ∥ |
| Perpendicularité | ⊥ |
| Coaxialité (pour les axes) | ◎ |
| Déroulement circulaire | ↗ |
Si vous avez besoin de savoir comment mesurer la précision géométrique ou pour plus d'informations sur les symboles de précision géométrique, veuillez vous référer à notre page sur précision géométrique ou à la ISO-1101 document standard.
Rugosité de surface
La rugosité de surface est une mesure du lissé de la surface d'une pièce, qui affecte directement le frottement, l'usure, l'étanchéité et la résistance à la fatigue. Actuellement, les principaux paramètres et méthodes de mesure de la rugosité de surface suivent les principes suivants : ISO 21920 standard.
Les indicateurs de rugosité les plus couramment utilisés sont Ra (rugosité moyenne arithmétique) et Rz (rugosité de hauteur maximale) en µm.
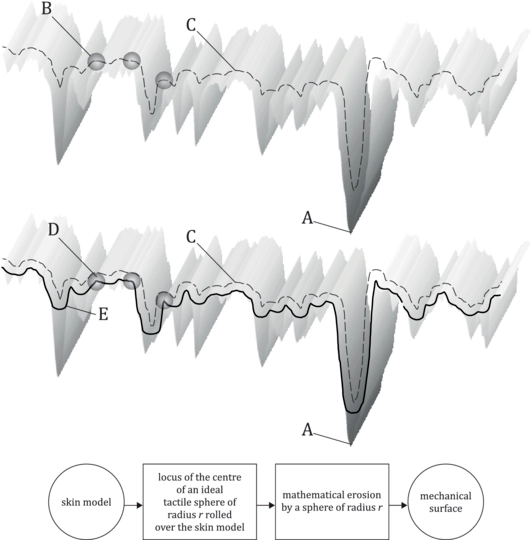
La mesure de la rugosité Ra est complexe car elle consiste à scanner la surface de la pièce à l'aide d'un profilomètre à stylet ou d'un scanner laser et à mesurer la valeur absolue des points les plus hauts et les plus bas sur une longueur d'échantillonnage donnée, par rapport au plan lisse de référence (référence) souhaité dans la conception. Une moyenne arithmétique est calculée à partir des valeurs obtenues sur plusieurs longueurs d'échantillonnage. La longueur d'échantillonnage est spécifiée dans la norme ISO ; par exemple, pour une rugosité cible Ra ≥ 10, la norme spécifie une longueur d'échantillonnage de 2,5 mm. Cette valeur reflète la rugosité globale de la pièce et est applicable dans les contextes industriels (norme ISO 90%).
Rz est mesuré en mesurant directement la différence de hauteur entre les points les plus hauts et les plus bas sur la longueur de l'échantillon et est utilisé pour mesurer la rugosité des zones critiques.
Ces trois mesures définissent la précision d'une pièce, du niveau macro au niveau micro. La précision dimensionnelle est fondamentale, la précision géométrique garantit la fonctionnalité de la pièce, et la rugosité de surface détermine ses performances et sa durée de vie. Lors de la conception et de la production, ces trois mesures doivent être priorisées pièce par pièce afin d'éviter une conception excessive, susceptible d'entraîner des coûts d'usinage élevés.
Applications de l'usinage CNC
L'usinage CNC est une technologie d'usinage très flexible et largement utilisée. Depuis sa création, après plus de 70 ans de développement, la technologie CNC a constitué un ensemble complet de systèmes de traitement, présents dans tous les aspects de notre vie.
Aérospatial
La technologie CNC a favorisé le développement rapide du secteur aérospatial. Pour faire face aux conditions difficiles de l'altitude et de l'espace, la fabrication d'avions nécessite l'utilisation de matériaux à haute résistance. Toutes les pièces doivent être parfaitement ajustées, et le moindre jeu peut avoir de graves conséquences. La machine-outil de précision 5 axes peut usiner des alliages de titane, des alliages à base de nickel et divers alliages spéciaux pour l'aérospatiale, avec une précision de l'ordre du micron, répondant ainsi parfaitement aux exigences de l'industrie aérospatiale en matière de précision des pièces, de résistance et d'itérations rapides de prototypage.
Industrie automobile
Les moules d'emboutissage pour les carrosseries automobiles, les moules d'injection pour les intérieurs en plastique, les vilebrequins, les engrenages, les fusées de direction, les carters de moteur, les rotors, les axes pour véhicules à énergies nouvelles, etc., sont autant de pièces automobiles fabriquées directement ou indirectement grâce à la technologie CNC (90%). De plus, la ligne de production d'usinage CNC intelligente permet une production et un contrôle entièrement automatisés, et ajuste les paramètres de traitement en temps réel en fonction des spécificités des pièces. Elle améliore considérablement le rendement et l'efficacité de la production, jetant ainsi les bases d'un développement rapide de l'industrie automobile.

Industrie médicale
La plus grande révolution apportée par la technologie CNC au secteur médical est la possibilité de personnaliser les solutions médicales. Les médecins peuvent désormais modéliser l'os fracturé grâce à la numérisation 3D, puis utiliser un logiciel professionnel pour concevoir l'implant approprié, et enfin l'utiliser. CNC 5 axes Technologie de traitement de l'implant façonné. Le cycle de traitement est raccourci et le confort du patient est amélioré.
Produits électroniques et de consommation
De nos jours, l'abondance de produits électroniques et de consommation est indissociable de la technologie CNC. En ce qui concerne les téléphones portables et les ordinateurs, des milliers de nouveaux produits sont lancés chaque année dans le monde. Les coques et les cadres de ces produits sont fabriqués à partir de moules de précision fabriqués par des machines-outils CNC. Certaines marques, comme l'iPad et le Mac d'Apple, utilisent également des boîtiers en alliage d'aluminium usinés CNC.
Prototypage et produits personnalisés
Le prototypage et la production de produits sur mesure sont des domaines où la CNC excelle. Elle permet d'usiner des surfaces courbes complexes avec une précision extrême. Qu'il s'agisse de vérifier l'harmonie de composants décoratifs ou la fiabilité de la conception de pièces fonctionnelles, vous pouvez compter sur la technologie CNC.
Avantages et limites de l'usinage CNC
Avantages : précision et exactitude
L'usinage CNC offre une haute précision, atteignant une exactitude micrométrique, et convient parfaitement au traitement de pièces de précision. La qualité reste stable même en production répétée. Une ligne de production CNC personnalisée permet un usinage continu automatisé et un contrôle automatique, réduisant ainsi l'intervention humaine et se prêtant idéalement à la production en grande série. La liaison multi-axes permet d'usiner des surfaces courbes complexes et des structures creuses, difficiles à réaliser par les méthodes traditionnelles. Surtout, l'usinage CNC est flexible : il suffit de changer de programme pour usiner différents produits. En modifiant l'outil et les paramètres d'usinage, il est possible de travailler une grande variété de matériaux tels que les métaux, les plastiques et les matériaux composites.
Limites : Coût élevé de la machine, nécessité d'un opérateur professionnel
En termes de capacité d'usinage, les cavités extrêmement profondes, les détails internes et les angles spéciaux sont difficiles à usiner avec la technologie CNC, principalement en raison des contraintes physiques de l'outil. Par exemple, le tube de dissipation thermique interne du moteur est principalement usiné par moulage intégré.
De plus, l'investissement initial pour les machines CNC est très élevé, et l'achat des machines n'est que la première étape. Il faut également se procurer des équipements de test et recruter du personnel qualifié en programmation et en exploitation. Ces investissements initiaux dissuadent de nombreuses personnes, qui se tournent alors vers des usines CNC proposant des services d'usinage.
En un mot, l'usinage CNC présente des avantages exceptionnels dans la fabrication de pièces de précision, d'efficacité et complexes, mais il a également ses propres limites, et nous devons faire pivoter la méthode d'usinage appropriée en fonction des besoins réels.
Coût d'usinage CNC
De nombreux facteurs influencent le coût de l'usinage CNC. Nous analyserons ensuite ce coût sous plusieurs aspects principaux.
- Équipement : Le coût d’utilisation, de maintenance et de main-d’œuvre des machines-outils de pointe est plus élevé. En général, le coût horaire d’usinage d’une machine 5 axes est 2 à 3 fois supérieur à celui d’une machine 3 axes. Cependant, cela ne signifie pas que le choix d’une machine-outil 3 axes soit le plus économique, car la machine-outil 5 axes est plus performante pour l’usinage de pièces complexes et le taux de perte de matière est moindre. Ainsi, plus les pièces sont complexes, plus l’usinage 5 axes est rentable.
- Matériaux : Le prix des matériaux influence directement le prix du produit. De plus, la difficulté de traitement des différents matériaux est un facteur à prendre en compte. Par exemple, le traitement de l'alliage de titane nécessite l'utilisation d'outils spécifiques, et le temps de traitement est plus long que celui de l'alliage d'aluminium, ce qui entraîne naturellement un coût plus élevé.
- Quantité : La production de masse permettra de réduire les coûts de préconception et de mise en service. Parallèlement, les fabricants pourront optimiser en continu le processus et réduire les coûts unitaires de la production à grande échelle.
- Complexité des pièces : Similaire aux formes complexes et difficiles à usiner telles que les surfaces courbes, les parois minces, les cavités profondes, etc., elle nécessite plus de processus et de temps.
- Précision d'usinage : Des exigences strictes en matière de tolérance et de rugosité de surface augmentent directement le temps d'usinage et les coûts de post-inspection. De plus, le taux de rebut sera plus élevé, ce qui entraînera une forte hausse des coûts.
Afin de réduire efficacement les coûts, il est essentiel d'adopter le concept de conception pour la fabrication (DFM) dès la conception et de prendre pleinement en compte l'usinabilité. Il est important de prêter attention à la fonctionnalité des pièces, d'assouplir les exigences de précision des zones non critiques tout en répondant aux besoins fonctionnels et d'éviter la surconception.
Usinage CNC vs. usinage traditionnel
Par rapport aux méthodes d’usinage traditionnelles, les avantages de l’usinage CNC se reflètent principalement dans la précision et la flexibilité.
Usinage CNC vs. Fonderie
Le processus de moulage est principalement divisé en trois types, parmi lesquels le moulage au sable a un faible coût et convient à la production de pièces de grande taille et de faibles exigences de précision. Moulage de précision Le moulage sous pression nécessite la production de moules pour la fabrication de modèles en cire. Ce procédé est relativement complexe, ce qui le rend adapté à la production en série de pièces aux structures complexes. Le moulage sous pression nécessite également le développement préalable de moules adaptés à la production de pièces de haute précision.
Le premier inconvénient du moulage par rapport à l'usinage CNC est son manque de flexibilité. Le moulage ne permet de produire que des pièces métalliques (aluminium, acier inoxydable, Inconel, etc.) et chaque moule est limité à un type de produit spécifique. Le second inconvénient est que les pièces moulées nécessitent souvent des finitions. Cependant, pour la production en série, le moulage reste la solution la plus avantageuse, car il permet de s'affranchir des coûts initiaux de fabrication des moules.
CNC vs. Forgeage
Le forgeage se divise principalement en forgeage libre et en forgeage fermé. Le forgeage libre ne nécessite pas de moules, présente une faible précision, nécessite une finition ultérieure et convient à la production en petites séries de grandes pièces. forger nécessite l'utilisation de moules, qui peuvent produire des pièces de haute précision et de formes complexes.
Comparé à l'usinage CNC, le forgeage présente l'inconvénient d'être peu flexible. Cependant, ses avantages sont tout aussi évidents : il modifie la structure réticulaire interne du métal par des températures et des pressions élevées, permettant ainsi de produire des pièces plus résistantes que d'autres méthodes d'usinage. Le forgeage est un choix plus judicieux pour la production en série de composants clés exigeant une résistance élevée (tels que les bielles, les engrenages, les arbres, etc.).
Dans le processus de production actuel, divers procédés sont souvent nécessaires à la fabrication d'un produit. L'usinage CNC est principalement utilisé en post-traitement des pièces forgées et moulées.
Tendances de l'usinage CNC
Avec le développement de la science et de la technologie, l'usinage CNC évolue dans le sens d'une intégration de haute précision, intelligente, automatisée et multi-technologie.
Intelligence et automatisation
Ces deux dernières années, l'intelligence artificielle a connu une croissance fulgurante. De plus en plus de pionniers tentent d'intégrer l'IA à leurs propres industries, insufflant ainsi un nouveau dynamisme au développement de ce secteur. L'usinage CNC ne fait pas exception. De nombreux fabricants de machines-outils tentent de former des IA dédiées, en combinant l'IA avec des machines CNC et des robots pour créer des ateliers intelligents sans personnel (Lights-out Manufacturing).
Haute précision
La haute précision a toujours été notre objectif, car les instruments et équipements de haute précision contribuent directement au développement des sciences et des technologies. Les avancées technologiques dans les domaines des moteurs linéaires, des règles à réseau et d'autres technologies ont porté la précision de l'usinage CNC à l'échelle nanométrique.
Intégration multitechnologique
La fusion multi-technologies ne se limite pas à l'utilisation de plusieurs technologies pour l'usinage d'une même pièce, mais à leur intégration dans un seul appareil. Par exemple, l'impression 3D et la finition CNC sont réalisées sur une même machine, ce qui permet de réduire efficacement les erreurs liées au passage d'un équipement à l'autre et d'améliorer l'efficacité de l'usinage.
Nouveaux matériaux
Les outils de coupe ont un impact direct sur les capacités d'usinage, et la recherche et le développement d'une variété de nouveaux outils matériels, tels que le diamant polycristallin (PCD) et le nitrure de bore cubique (CBN), développent constamment les capacités d'usinage de la technologie CNC.
Conclusion
L'usinage CNC est la technologie clé de la fabrication moderne. Il intègre l'informatique, la fabrication mécanique, l'automatisation et l'ingénierie des matériaux pour favoriser le développement de divers secteurs. Grâce à l'intégration de l'IA et à l'exploration de l'intégration multi-technologies, l'usinage CNC repousse sans cesse les limites de la fabrication, transformant des conceptions complexes en réalité.
FAQ
1. Comment lire le code G ?
Si vous souhaitez lire le code G et que cela vous prend beaucoup de temps, nous vous recommandons d'étudier le Tutoriel G-Code du livre de recettes CNC, ou consultez notre Page G-Code pour trouver rapidement la signification du G-Code couramment utilisé.
2. Qu'est-ce que le GD&T en usinage CNC ?
GD&T est l'abréviation de Geometric Dimensioning and Tolerancing, un système qui permet de quantifier et de mesurer la précision de l'usinage.
3. Quels types de services d'usinage CNC propose HDC Manufacturing ?
Nous proposons tous les services d'usinage CNC, y compris l'usinage CNC 5 axes, la découpe laser, la découpe au jet d'eau, l'impression 3D, etc.






