Le retrait de fonderie semble être une idée simple : le métal se rétrécit en refroidissant. Mais en production réelle, retrait de moulage C'est l'une des principales raisons pour lesquelles les pièces présentent des cavités internes, des creux de surface, des fuites dans les composants testés sous pression, ou des rebuts inattendus après usinage CNC. La difficulté réside dans le fait que le retrait n'est pas un phénomène ponctuel. Il se produit à différentes étapes du refroidissement et de la solidification, et sa prise en compte dépend de plusieurs facteurs. défaut de moulage Cela dépend de la possibilité d'alimenter la pièce moulée en métal liquide pendant sa solidification.
Cet article explique ce qu'est le retrait de fonderie, la différence entre le retrait normal et le retrait de coulée. défauts de rétrécissement, pourquoi les points chauds sont importants et les stratégies de prévention pratiques qui facilitent l'usinage et rendent la qualité plus prévisible.
Qu'est-ce que le retrait de coulée ?
Le retrait de coulée est la réduction de volume naturelle qui se produit lorsque le métal en fusion refroidit et se transforme en pièce moulée solide. Dans tous les alliages, le métal se contracte lorsque la température baisse, et également lors de la transition liquide-solide.
Le retrait ne constitue un défaut que lorsque la pièce moulée ne peut absorber suffisamment de métal liquide lors de sa solidification pour compenser la perte de volume. En cas d'alimentation insuffisante, il peut en résulter une cavité visible ou un réseau de micro-vides dissimulés à l'intérieur de la pièce, qui ne se révèlent que lors du contrôle ou de l'usinage.
Types de retrait en fonderie
Le retrait est généralement abordé en trois étapes car chaque étape influence le processus différemment. La première est rétrécissement liquide, ce qui se produit alors que le métal est encore entièrement liquide et en train de refroidir. Le second est retrait de solidification, qui se produit lorsque le métal passe de l'état liquide à l'état solide — c'est l'étape la plus directement liée aux cavités de retrait et à la porosité de retrait. La troisième est retrait à l'état solide, ce qui se produit une fois que la pièce moulée est déjà solidifiée et continue de refroidir jusqu'à température ambiante.
Concrètement, quand on parle de “ défauts de retrait ”, on parle presque toujours de ce qui se passe pendant la solidification, car c'est à ce moment-là que la pièce moulée a besoin d'un approvisionnement continu en métal liquide.
Comment se manifeste le défaut de retrait dans différents procédés de fonderie ?
Le caractère d'un défaut de retrait est fortement influencé par la capacité du moule à évacuer la chaleur et par la pression appliquée lors de la solidification. Bien que les principes physiques du refroidissement restent constants, un moule en sable et une matrice en acier refroidie à l'eau créent des environnements internes très différents que l'usinier doit appréhender.
Cavité de retrait vs porosité de retrait
Les problèmes de retrait se manifestent généralement de deux manières.
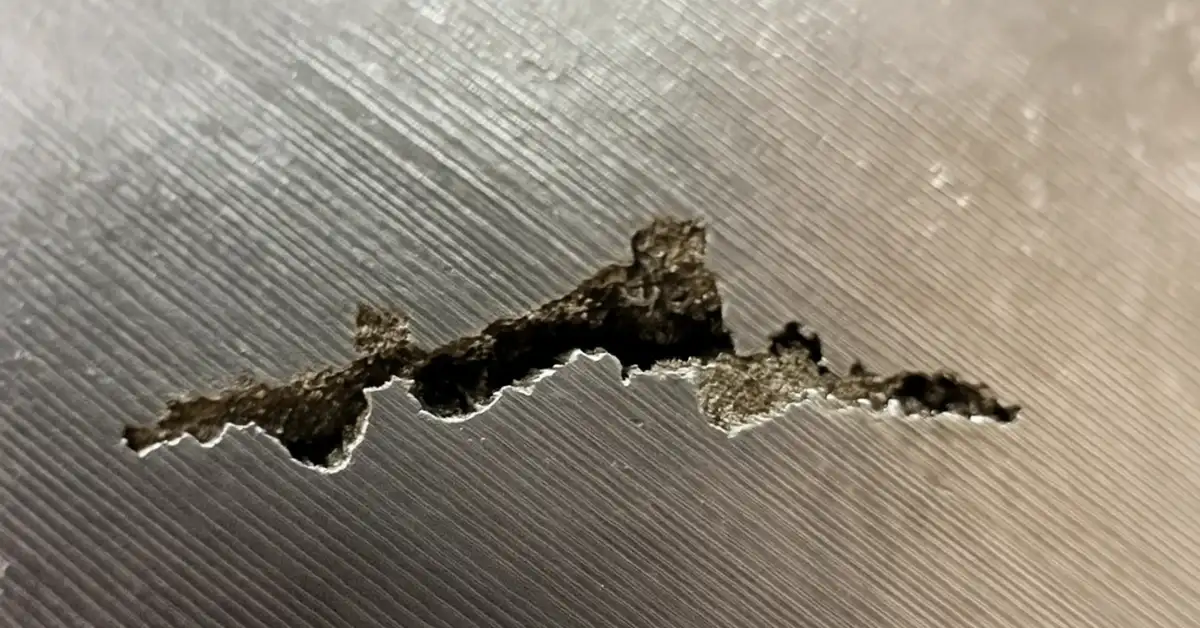
UN cavité de retrait La forme la plus évidente est un vide plus important qui se forme lorsqu'une zone chaude se solidifie en dernier et qu'il n'y a pas assez de métal d'alimentation. porosité de retrait Le phénomène est plus subtil. Au lieu d'un seul grand vide, on observe un amas spongieux de petits vides répartis dans une zone, souvent dans les parties les plus épaisses ou aux points chauds. Dans les normes radiographiques pour les pièces moulées en acier, le retrait est généralement décrit selon différents motifs : linéaire, en forme de plume ou spongieux. En effet, la “ forme ” du retrait renseigne sur le comportement de l'alimentation et de la solidification.
Ces deux défauts sont problématiques, mais pour des raisons différentes. Les cavités peuvent entraîner un rejet immédiat. La porosité peut passer inaperçue lors des premiers contrôles, mais révéler un défaut ultérieurement, lors de l'usinage ou du test de pression de la pièce.
Pourquoi les points chauds créent des défauts de retrait
S'il vous faut un concept qui explique la plupart des problèmes de retrait lors du moulage, le voici : Les points chauds gèlent en dernier.
Un point chaud est une zone présentant un rapport volume/surface élevé. Il se refroidit et se solidifie plus lentement que les zones environnantes, devenant ainsi la dernière zone à se solidifier. Lors de sa solidification, cette dernière zone se contracte. Si le métal liquide ne peut l'atteindre par les canaux d'alimentation encore ouverts, il en résulte une cavité ou une porosité. C'est pourquoi les équipes de conception et de procédés accordent une importance capitale aux points chauds et à la solidification dirigée.
Quelles sont les causes typiques des défauts de retrait ?
Les défauts de retrait ne résultent généralement pas d'une erreur isolée. Ils proviennent d'une inadéquation entre le comportement à la solidification et la capacité d'alimentation.
Une cause fréquente est conception d'alimentation inadéquate— ce qui signifie que les colonnes montantes sont trop petites, trop éloignées ou mal positionnées pour alimenter la zone de congélation finale. Une autre cause fréquente est mauvaise solidification directionnelle, Dans ce procédé, plusieurs sections se solidifient de manière à emprisonner le métal liquide au lieu de l'aspirer vers une masselotte. Les masselottes servent de réservoirs de métal en fusion et de “ barrières thermiques ” afin que la pièce coulée se solidifie près de la masselotte et reste alimentable le plus longtemps possible.
La géométrie joue également un rôle majeur. Les transitions entre épaisseurs importantes et fines, les bossages isolés et les jonctions larges sont des zones de retrait critiques. Les variables de procédé ont aussi leur importance : la température de coulée, la technique de coulée, le matériau du moule et les conditions de refroidissement peuvent toutes influencer l’emplacement de la zone de solidification finale et la durée d’ouverture des canaux d’alimentation.
Comment prévenir les défauts de retrait lors du moulage

La stratégie la plus fiable n'est pas de “ redoubler d'efforts lors des contrôles ”, mais de concevoir le processus de congélation de manière à ce que le retrait soit intentionnellement provoqué.
Cela commence généralement par forcer solidification directionnelle. On souhaite que la pièce moulée se solidifie en partant des points les plus éloignés vers la masselotte ; la dernière zone à se solidifier est donc reliée à un réservoir de métal liquide. C’est là que l’emplacement, la taille et la conception du col de la masselotte sont importants, car celle-ci doit rester liquide plus longtemps que la section qu’elle alimente.
Ensuite, il faut gérer les points chauds. Parfois, la meilleure solution est liée à la conception : des transitions plus douces, l’ajout de congés ou la réduction des masses isolées. Parfois, la solution est liée au processus : l’utilisation de refroidisseurs pour évacuer la chaleur d’une zone et accélérer sa solidification, ou l’ajustement du système d’alimentation pour optimiser l’écoulement du métal et la répartition de la température. Dans la production moderne, la simulation est souvent utilisée pour identifier les points chauds et prévoir les problèmes d’alimentation avant la finalisation de l’outillage, car les problèmes de retrait sont moins coûteux à résoudre sur un écran que sur un centre d’usinage.
Comment le retrait de fonderie se manifeste lors de l'usinage CNC
Le retrait est l'un des problèmes les plus courants du type “ tout semblait parfait jusqu'à l'usinage ”.
Il est possible que des pores apparaissent sur les faces d'étanchéité, les ports filetés ou les surfaces des joints. Vous pourriez rencontrer une cavité près d'un alésage ou d'un siège, transformant ainsi une pièce presque finie en rebut. Même en l'absence de vides apparents, la porosité de retrait peut provoquer des déchirures superficielles localisées, des finitions irrégulières ou des fuites dans les pièces sous pression. C'est pourquoi la maîtrise du retrait est étroitement liée à… marge d'usinage et stratégie de référence : si l'état brut de coulée est instable ou poreux dans les zones fonctionnelles, vous êtes obligé de laisser plus de stock et d'effectuer plus de retouches pour préserver la qualité.
Comment le rétrécissement est-il détecté ?
Ressources: Recherche sur les tapis
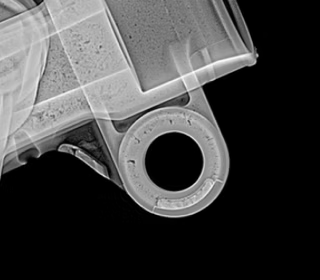
Les cavités de surface sont faciles à repérer visuellement, mais la porosité de retrait nécessite souvent des méthodes d'inspection permettant de “ voir à l'intérieur ” de la pièce moulée. La radiographie est largement utilisée pour classifier les discontinuités internes, et les normes de référence en matière de radiographie catégorisent explicitement les types de retrait et leurs niveaux de gravité pour les pièces moulées ; c'est pourquoi de nombreuses spécifications industrielles mentionnent des critères d'acceptation radiographiques.
En pratique, la conclusion est simple : si une pièce est soumise à des contraintes ou est sensible à la fatigue, ne vous fiez pas uniquement à son aspect de surface. Définissez vos exigences en matière d'inspection dès le début afin d'éviter de constater des défauts de finition après avoir déjà payé l'usinage.
Que communiquer en amont pour éviter que la réduction des coûts ne soit une surprise ?
La prévention du retrait est facilitée lorsque l'objectif de fabrication est clair dès le départ.
Si une surface doit être étanche, il est essentiel de le préciser dès le début. Si un alésage sert de siège fonctionnel, il est également essentiel de le préciser dès le début. Si la pièce sera soumise à un test de pression, il est impératif de le préciser dès le début. Cela permet au fournisseur de protéger ces zones grâce à une conception optimisée de l'alimentation, un contrôle précis de la solidification et une planification rigoureuse des inspections. Il est également utile de clarifier les zones à usiner et celles qui resteront brutes de fonderie, car cela détermine les risques de retrait acceptables et ceux qui ne le sont pas.
FAQ : Retrait de moulage
Pourquoi les problèmes de retrait n'apparaissent-ils parfois qu'après l'usinage CNC ?
Car le défaut est souvent interne. La surface brute de la pièce moulée peut paraître normale, mais lors de l'usinage d'une face d'étanchéité, d'un orifice, d'un alésage ou d'un siège, on expose un réseau de vides invisible de l'extérieur.
Comment puis-je déterminer si la porosité que j'observe est due au retrait ou au gaz ?
Un indice pratique rapide est emplacement et modèle. Le retrait a tendance à se manifester près des zones les plus épaisses, des jonctions et des dernières zones à geler, souvent sous forme de cavités groupées ou spongieuses. La porosité due aux gaz est généralement plus arrondie, plus uniformément répartie et liée aux conditions de surface et d'écoulement. Si ce point est crucial, demandez à votre fournisseur de le confirmer par des preuves d'inspection plutôt que de vous fier à des photos.
Quelles sont les caractéristiques des pièces les plus susceptibles de créer des points chauds de retrait ?
Les bossages importants, les transitions entre épaisseurs importantes et minces, les jonctions en T, les grands congés autour de masses épaisses et les “ amas ” de matière isolés sont les suspects habituels — en gros, partout où la chaleur est piégée et où le métal gèle en dernier.
L'augmentation de la température de coulée permettra-t-elle de résoudre les défauts de retrait ?
Ce n'est pas toujours le cas. Une température plus élevée peut améliorer le remplissage, mais elle peut aussi augmenter le débit d'alimentation et aggraver les points chauds. Le retrait est généralement résolu par une meilleure maîtrise de l'alimentation et de la solidification, et non en coulant simplement à une température plus élevée.
Les défauts de retrait peuvent-ils être réparés (soudure/imprégnation), et dans quelles circonstances cela est-il acceptable ?
Certaines pièces peuvent être réparées, mais cela dépend de l'application. Le soudage peut engendrer des déformations et de nouvelles contraintes, et l'imprégnation peut colmater les fuites, mais ne rétablit pas la résistance aux endroits où les porosités sont critiques. Pour les composants soumis à la pression ou critiques en matière de fatigue, de nombreux acheteurs limitent les réparations ou exigent une approbation et une documentation.
Que dois-je inclure dans ma demande de devis pour réduire le risque de rebuts liés au retrait ?
Mentionnez les essais de pression, les surfaces étanches, les zones critiques en fatigue et les éléments qui doivent impérativement être irréprochables après usinage (orifices, surfaces d'étanchéité, alésages, filetages). Précisez également les parties qui seront usinées et celles qui resteront brutes de fonderie, car cela indique au fournisseur les zones où le retrait est inacceptable.
Si ma pièce est soumise à une pression de maintien, quelle est la méthode d'inspection la plus judicieuse à demander ?
Ne vous fiez pas uniquement aux contrôles visuels. Demandez un plan d'inspection adapté au risque : lorsque l'intégrité interne est cruciale (autour des orifices, des surfaces d'étanchéité, des jonctions épaisses), exigez une vérification appropriée avant tout usinage important. La méthode exacte dépend du matériau et de la géométrie, mais l'objectif doit être de “ garantir l'intégrité dans les zones critiques ”.”
Comment le retrait de fonderie affecte-t-il la surépaisseur d'usinage et le coût ?
Si le risque de retrait est élevé, vous êtes contraint de laisser plus de matière pour garantir le nettoyage et éviter les bulles d'air, ce qui allonge les temps de cycle CNC et augmente le risque de rebuts en fin de processus. Une conception d'alimentation stable et une fonderie robuste vous permettent de réduire la surépaisseur d'usinage et d'usiner avec plus d'assurance.
Quelle est la solution la plus rapide si le rétrécissement se reproduit sans cesse sur la même pièce ?
Considérez ce problème comme une cause racine récurrente : la zone de dernière congélation n’est pas alimentée de manière constante. La solution la plus rapide consiste généralement à identifier les points chauds (surtout autour des sections épaisses et des jonctions), puis à optimiser les paramètres d’alimentation et de solidification, plutôt que de simplement trier les pièces plus rigoureusement après coup.
Conclusion
Le retrait de coulée est inévitable, mais les défauts de retrait ne le sont pas. Lorsque le schéma de solidification est correctement conçu et que la pièce reste fluide jusqu'à la solidification complète du dernier point chaud, le retrait est compensé au lieu d'être emprisonné dans la pièce. Les avantages sont manifestes : moins de fuites, moins d'imprévus lors de l'usinage CNC, des tolérances plus stables et un coût total réduit.
Si le retrait est un problème récurrent sur des pièces similaires, il est généralement judicieux de le traiter dès le début — au stade de la conception et de la planification des processus — car cela coûte beaucoup moins cher que de découvrir des vides après que l'usinage a déjà apporté de la valeur ajoutée.