When people say “sand casting,” it sounds simple—metal poured into a sand mold. But the truth is, sand casting sand is not just “sand.” It’s an engineered mold material, and it quietly controls a lot of what you care about later: surface finish, dimensional stability, defect risk, and how much machining it takes to reach the drawing.
If you’ve ever received a casting that looked fine but machined poorly, had unexpected porosity-like pitting (actually sand inclusion or burn-on), or needed extra stock removal to clean up surfaces, the sand system was often part of the story. This article explains foundry sand in a practical way—what it is, what types exist, what properties matter most, and how sand choice affects machining time and total cost.
What Is Sand Casting Sand?

Sand casting sand is the granular material used to make the mold cavity that shapes the metal part. In production, sand is combined with a binder system to create a mold that can hold shape, allow gases to escape, and resist the temperature of molten metal long enough for solidification. After the pour and cooling, the mold is broken to remove the casting, and the sand is usually reclaimed to some extent and reused.
That “usually reclaimed” part is important: most foundries run a controlled sand system, not a one-time sand usage. Which means consistency in sand properties and reclaim control often matters as much as the sand type itself.
Why Sand Matters So Much for Surface Finish and Machining
Sand influences your part in two obvious ways—surface texture et dimensional variation—and in a few less obvious ways like tool wear, cleanup effort, and defect risk. Coarser sand tends to give rougher surfaces, which can mean more machining or grinding to clean up. Finer sand can improve surface finish, but it can also reduce permeability and increase gas-related defects if the system isn’t tuned properly.
From a machining perspective, sand-related issues show up as hard-to-clean surfaces, localized tearing, tool wear (especially when burn-on or inclusions are present), and inconsistent stock allowance. A well-controlled sand system typically produces castings that are more predictable to fixture and machine, with fewer surprises when you start cutting.
Main Types of Foundry Sand Used in Sand Casting
Most buyers will hear sand described in two ways: by the base sand (the mineral) and by the binder system (how the mold is held together).
Base sand types (the mineral)

Silica sand is the most common base sand used in sand casting because it’s widely available and cost-effective. For tougher requirements—higher temperatures, reduced reactivity, or improved surface outcomes—foundries may use specialty sands like chromite, zircon, or olivine depending on alloy, casting geometry, and defect sensitivity. The base sand choice influences refractoriness (heat resistance), thermal behavior, and how likely you are to see reactions at the metal–mold interface.
Binder systems (how the mold is made)
You’ll often encounter green sand (clay + water), resin-bonded sands (commonly used for no-bake molds and cores), and other chemical systems used for specific performance goals. Binder choice heavily influences mold strength, gas generation, collapsibility (how easily sand breaks away after casting), and the risk profile for defects like blows, burn-on, or sand inclusions.
The Sand Properties That Actually Control Your Outcomes
People talk about “sand quality,” but what they really mean is a handful of measurable characteristics that shape performance in molding, pouring, and shakeout.
Grain size and distribution are the big ones. Finer sand generally produces better surface finish and sharper detail, while coarser sand improves permeability and reduces gas trapping risk. But it’s not just “fine vs coarse”—the distribution of grain sizes matters too, because it affects packing density and how gases escape.
Permeability matters because molten metal produces gases, and binders can generate gases as well. If the mold can’t breathe, you’re more likely to see gas defects or surface blemishes. Force matters because the mold has to hold shape against metal pressure and turbulence; too weak and you risk erosion and inclusions, too strong and you may create shakeout problems and cracking sensitivity. Moisture and binder content matter because they change strength and gas generation—often quickly and unpredictably if not controlled.
Then there’s refractoriness and thermal behavior. Sand must resist high temperatures without reacting, sintering excessively, or allowing metal penetration. Thermal behavior also affects defects like veining and expansion-related surface lines. Finally, reclaim level and contamination matter more than most people expect. Reused sand can carry fines, degraded binder residue, and moisture variability—all of which can push the process toward defects if the system isn’t monitored.
A Quick Property-to-Result Map (Why You See What You See)
| Sand factor | What it changes | What you notice on parts |
| Grain size | surface texture, detail | roughness vs cleaner finish |
| Permeability | gas escape | blows, pinholes, surface blemishes |
| Mold strength | erosion resistance, dimensional hold | sand inclusions, edge damage, variation |
| Binder/moisture | strength + gas generation | inconsistent surface, gas defects |
| Refractoriness | metal–mold reaction | burn-on, penetration, hard cleanup |
| Reclaim control | consistency | batch-to-batch stability (or instability) |
This is why a “good casting” is often the output of a stable sand system—not just good pouring.
Common Sand-Related Casting Defects and What They Usually Mean
A lot of defects that look like “metal problems” are actually sand system problems—or sand interacting with metal and pouring conditions.
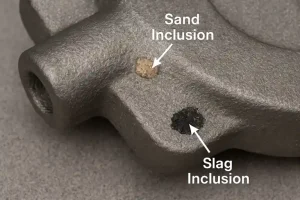
Burn-on and penetration are common pain points because they create hard, fused layers that increase grinding and machining effort. They’re often connected to sand refractoriness, binder behavior, mold temperature, and local hot spots. Sand inclusions happen when sand breaks away and gets trapped in the metal; you often discover them during machining when a pocket opens up or the surface tears unpredictably. This typically relates to mold strength, erosion resistance, gating turbulence, and core quality.
Veining and expansion-related surface lines often trace back to thermal expansion behavior, especially in sensitive alloys and geometries. Erosion and scabbing can point to weak mold surfaces, poor compaction, or aggressive flow paths. And gas defects can appear when permeability is low or gas generation is high—often influenced by binder choice, moisture, venting, and reclaimed sand condition.
The key point is that sand-related defects usually have a “system” cause, not a random cause—and that’s good news because systems can be controlled.
How Sand Casting Sand Choices Affect Machining Allowance
Machining allowance is where cost quietly accumulates. If the sand system produces rough surfaces or variable dimensions, you end up needing more stock to guarantee cleanup, which increases cycle time, tooling, and scrap risk. If burn-on or inclusions are present, you can also see unpredictable tool wear and poor surface finish on machined faces.
A more stable sand system often allows tighter control of as-cast geometry and cleaner surfaces, which means you can plan machining allowance more aggressively and still hit the drawing with fewer passes. This is especially valuable when you’re machining sealing faces, bores, and datum surfaces where consistency matters more than “average quality.”
What to Ask a Supplier About Their Sand System
You don’t need to manage sand yourself to reduce risk—you just need to ask questions that reveal whether the sand system is controlled.
If your part is finish-sensitive or tolerance-sensitive, it’s reasonable to ask how they control grain fineness, moisture/binder consistency, and reclaim ratios. If you’ve had issues with burn-on, inclusions, or gas defects in the past, ask what their typical countermeasures are (and whether they adjust sand/binder for your alloy and geometry). And if you’re optimizing machining cost, clarify which surfaces are cast-to-finish and which will be machined, so the mold strategy and allowance plan are aligned.
When suppliers can explain their sand controls clearly, you usually see it in the stability of the casting.
FAQ: Sand Casting Sand
What is sand casting sand made of?
moulage au sable sand is typically a base sand (often silica or specialty sands depending on needs) combined with a binder system that allows the mold and cores to hold shape during pouring.
What’s the difference between green sand and resin sand casting?
Green sand uses clay and water as the binder and is widely used for high-volume molding. Resin-bonded sands use chemical binders and are commonly used for no-bake molds and cores where strength and detail control are needed.
Does sand grain size affect surface finish in sand casting?
Yes. Grain size and its distribution strongly influence surface texture. Finer sand generally produces a smoother finish, while coarser sand often increases roughness but improves gas escape.
What causes sand inclusions in castings?
Sand inclusions usually happen when sand erodes or breaks away from the mold or core and becomes trapped in the metal. Mold strength, compaction, gating turbulence, and core integrity all play a role.
Why do some castings have burn-on or metal penetration?
Burn-on and penetration often occur when metal reacts with the mold surface or pushes into the sand structure. Sand refractoriness, binder behavior, local temperatures, and hot spots influence this.
Can foundry sand be reused?
Yes, most foundries reclaim and reuse sand. The key is controlling fines, binder residue, moisture, and reclaim ratios so properties stay consistent from batch to batch.
How does sand affect machining after sand casting?
Sand affects surface finish, the likelihood of burn-on or inclusions, and dimensional stability. Cleaner, more stable sand systems usually reduce machining allowance, tool wear, and rework.
What’s the best sand casting sand for tight tolerances?
There isn’t one universal “best.” Tight tolerance success usually comes from selecting the right sand and binder for the alloy and geometry, and then controlling the system consistently so as-cast variation stays predictable.
Conclusion
Sand casting sand is not a background material—it’s one of the biggest drivers of casting consistency. Grain size, permeability, strength, binder control, and reclaim stability all influence surface finish, defect risk, and how predictable machining becomes afterward. When the sand system is well controlled, you get cleaner castings, more consistent stock, fewer surprises in CNC machining, and better total cost performance.
If your part is tolerance-sensitive or finish-sensitive, it’s worth treating the sand system as part of the manufacturing plan—not an afterthought—because the easiest machining job is the one that starts with a stable, defect-controlled casting.
At HDC Manufacturing, we work with reliable sand casting suppliers and provide and helping to solve all your problems from a professional perspective to provide top-end sand casting solutions for your project.







