Ковка часто выбирается из-за прочности и долговечности, но качество кованой детали зависит от контроля технологического процесса. Дефекты ковки могут превратить “прочный” компонент в брак, или, что еще хуже, в деталь, которая проходит визуальный осмотр, но выходит из строя позже во время механической обработки, испытаний под давлением или усталостных повреждений в процессе эксплуатации. Самое неприятное то, что многие дефекты не проявляются на ранних стадиях. Они обнаруживаются, когда начинается резка детали, при осмотре критически важных поверхностей или после термообработки.
В этой статье рассматриваются наиболее распространенные дефекты ковки, их типичные причины, проявления на последующих этапах производства и меры, которые можно предпринять на ранних стадиях для снижения риска, особенно если готовая деталь требует жестких допусков и обработки на станках с ЧПУ.
Что такое дефекты ковки?
Дефекты ковки — это несовершенства, возникающие в процессе формовки, обрезки, охлаждения, термообработки или обработки, которые снижают точность размеров, целостность поверхности или внутреннюю прочность. Некоторые дефекты носят преимущественно косметический характер, но многие являются структурными — то есть влияют на усталостную долговечность, ударопрочность, герметичность или обрабатываемость. Поскольку ковка — это процесс, требующий больших усилий, дефекты часто возникают из-за небольшого несоответствия между температурой, потоком материала, состоянием штампа, смазкой и скоростью деформации.
Полезно представить это так: дефекты ковки обычно означают, что металл не растекся так, как ожидал конструктор штампа.
Почему дефекты ковки важны для механической обработки и допусков
Если ваша деталь будет обрабатываться на станках с ЧПУ — резьба, уплотнительные поверхности, посадочные места подшипников, прецизионные отверстия — то дефекты ковки становятся не просто проблемой ковки. Они увеличивают стоимость механической обработки. При обработке до окончательного размера нахлесты могут перерасти в трещины. Окалина может привести к образованию ямок и ухудшению качества поверхности в местах уплотнения. Внутренние трещины могут оставаться скрытыми до тех пор, пока их не обнажит механическая обработка, после чего вы уже понесете затраты на ковку, термообработку и многочисленные операции механической обработки.
Поэтому, когда люди обсуждают “ковку против механической обработки”, реальная цель проста: получить качественную заготовку для ковки, чтобы механическая обработка стала предсказуемой, а не операцией по устранению дефектов.
Распространенные дефекты ковки и что они обычно означают.
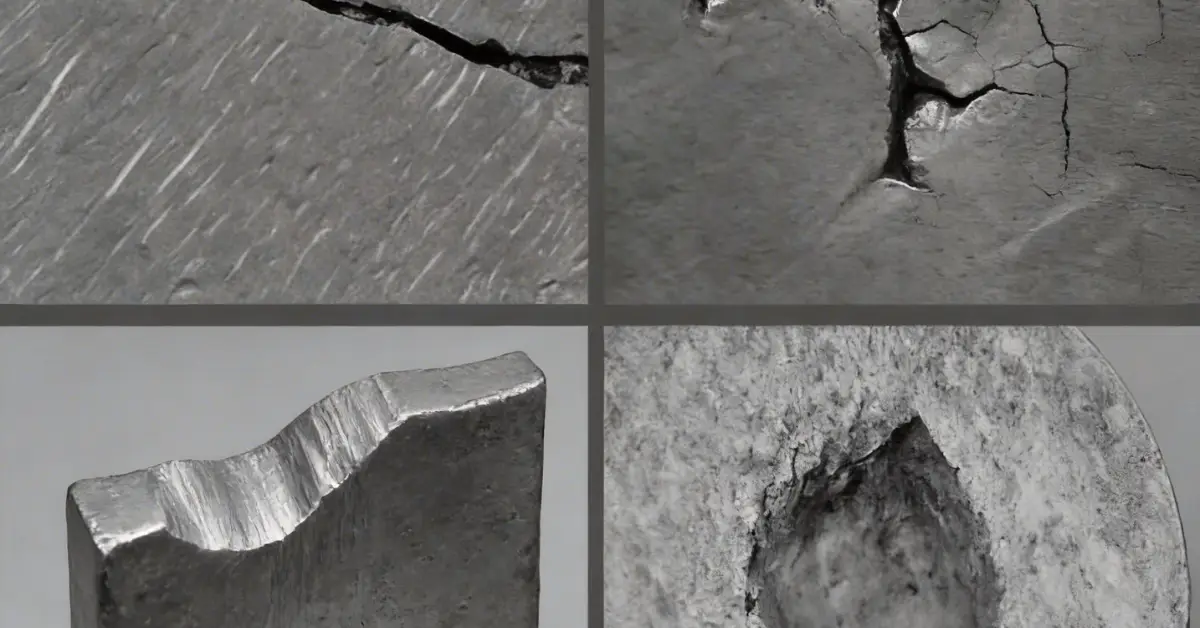
Загибы, складки и холодные швы
Это одни из самых распространенных и часто неправильно понимаемых дефектов ковки. Нахлест или складка — это, по сути, поверхностное перекрытие, при котором металл складывается сам на себя, а не плавно растекается. Холодный шов выглядит аналогично — два металлических фронта встречаются, но не сплавляются должным образом. Эти дефекты могут выглядеть как тонкие линии или швы на поверхности, и они опасны, поскольку при циклических нагрузках действуют как факторы, способствующие образованию трещин. Часто они связаны с конструкцией штампа, резкими переходами, плохой конструкцией заготовки, неправильным размером заготовки или слишком низкой температурой металла, не позволяющей ему должным образом растекаться в детали.
Трещины (горячие трещины, холодные трещины и трещины от термообработки)
Трещины могут возникать во время ковки (особенно если деформация слишком агрессивна или не соблюден температурный диапазон материала), во время охлаждения (если температурные градиенты сильны) или после термообработки (если остаточные напряжения высоки или закалка слишком агрессивна для заданной геометрии). Трещины особенно критичны в деталях, подверженных высоким напряжениям, поскольку они могут распространяться под воздействием усталости. Иногда они видны; иногда они проявляются только после механической обработки, удаляющей поверхностный слой.
Незаполненные и незаполненные участки
Недостаточное заполнение означает, что металл не полностью заполнил полость матрицы. Вы можете заметить отсутствующие углы, неглубокие элементы, неполные скругления или слабые кромки. Недостаточное заполнение часто указывает на недостаточный объем заготовки, низкую температуру ковки, недостаточную энергию прессования, плохую вентиляцию или слишком ограниченный для геометрии детали путь потока.
Смещение кристалла (несоответствие)
Несоответствие возникает, когда верхняя и нижняя матрицы не идеально выровнены, что приводит к образованию ступеньки на линии разъема. На первый взгляд это может показаться простым косметическим смещением, но на самом деле это может уменьшить припуск на обработку с одной стороны, сместить базовые точки и создать проблемы с допусками. Несоответствие обычно связано с выравниванием матриц, износом, контролем настройки или нестабильной работой пресса.
Отложения накипи и поверхностная коррозия
Если горячая ковка В процессе обработки образуется окалина, которая является неотъемлемой частью процесса. Окалиновые ямки возникают, когда оксидная окалина вдавливается в поверхность или когда окалина отслаивается, оставляя ямки. Это влияет на качество поверхности и герметизацию поверхностей, а также может создавать дополнительный припуск при шлифовке и механической обработке. На это часто влияют контроль температуры, время воздействия атмосферы и подготовка поверхности.
Внутренние разрывы и растрескивание по центральной линии
Некоторые дефекты возникают внутри поковки из-за напряженного состояния во время деформации, особенно при значительном уменьшении диаметра заготовки или неправильной последовательности технологических операций. Это те дефекты, которые вы не хотели бы обнаружить после обработки детали. Когда они появляются, это часто указывает на степень деформации, качество заготовки, последовательность ковки, температурные градиенты и стратегию уменьшения диаметра заготовки.
Проблемы обезуглероживания и поверхностного слоя
Обезуглероживание — это потеря углерода с поверхности стали при воздействии тепла в окислительной среде. Оно может снизить твердость поверхности и износостойкость, что является проблемой для функциональных поверхностей. Даже если поковка имеет прочную конструкцию, изменения химического состава поверхности могут повлиять на эксплуатационные характеристики и на то, как деталь будет обрабатываться механически или подвергаться термообработке.
Краткая карта “От дефекта к симптому в нисходящем потоке”
| Дефект ковки | Что вы заметите позже | Почему это становится дорого |
| Нахлесты / складки / холодные швы | Шов разходится во время обработки, выходит из строя из-за усталости. | действует как зажигалка |
| Трещины | Отходы после механической обработки/термообработки, несоответствие стандартам неразрушающего контроля. | структурный риск |
| Недозаполнение | Недостаток материала, слабые края, переделка | не может надежно соответствовать геометрическим параметрам |
| Смещение кристалла (несоответствие) | неравномерный припуск на обработку, смещение базовой точки | нестабильность толерантности |
| Шкальные ямы | неровная поверхность, проблемы с герметизацией | дополнительная шлифовка/механическая обработка |
| Внутренние взрывы | скрыт до обработки/неразрушающего контроля. | металлолом на поздней стадии |
Причины дефектов при ковке: что обычно идет не так.
Большинство дефектов при ковке попадают в одну и ту же группу причин. Температура играет важную роль: слишком низкая температура приводит к неправильному течению металла, слишком высокая – к росту зерен, образованию окалины и проблемам с поверхностью. Конструкция штампа и заготовки также имеют значение, поскольку течение металла не является “автоматическим”; оно следует по наиболее легкому пути, а резкие переходы или плохое распределение объема создают складки, нахлесты и недозаполнение. Смазка и контроль трения влияют на то, как металл заполняет заготовку и происходит ли разрыв или образование складок на поверхности. Энергия прессования, профиль хода и последовательность ковки влияют на внутренние напряженные состояния и могут привести к внутреннему растрескиванию, если путь деформации выбран неправильно. Наконец, обработка после ковки – скорость охлаждения, выпрямление, термообработка – может либо стабилизировать деталь, либо вызвать образование трещин, если остаточные напряжения высоки.
Когда дефекты повторяются в разных партиях, это почти никогда не бывает случайным. Обычно это связано с изменением одной переменной или с тем, что одно из проектных/технологических предположений не соответствует данной геометрии.
Как уменьшить количество дефектов ковки до того, как они достигнут станков с ЧПУ.
Наилучшей стратегией является рассмотрение предотвращения дефектов как части этапа “планирования заготовки”, а не как этапа контроля качества. Это означает раннее согласование критически важных характеристик детали с методом ковки, обеспечение того, чтобы конструкция заготовки и штампа способствовала плавному потоку материала, и подтверждение того, что температурные диапазоны и коэффициенты деформации подходят для сплава и геометрии. Это также означает реалистичный подход к тому, что будет выковано по форме, а что будет обработано на станке с ЧПУ, поскольку припуски на обработку и стратегия базовых параметров влияют на то, насколько чувствительна деталь к несоответствию и дефектам поверхности.
С практической точки зрения, при выборе поставщика важно, чтобы он доказал стабильность качества на раннем этапе путем проверки первого образца и соблюдения согласованных параметров процесса, а не полагался на сортировку и доработку.
Методы контроля качества подделок, позволяющие выявлять проблемы на ранних стадиях.
Визуальный осмотр полезен, но он не позволяет надежно обнаружить внутренние дефекты или тонкие поверхностные швы. Для ответственных деталей обычно используются методы контроля, позволяющие обнаруживать поверхностные трещины и внутренние дефекты, а также проверять однородность поковки до начала дорогостоящих этапов механической обработки. Конкретный метод зависит от материала, геометрии и уровня требований, но основная идея остается той же: обнаружить дефекты до того, как вы оплатите время работы станка с ЧПУ.
Часто задаваемые вопросы: Дефекты ковки
Какие дефекты при ковке встречаются чаще всего?
К наиболее распространенным дефектам ковки относятся нахлесты/складки, трещины, недозаполнение, смещение штампа (несоответствие), окалины и внутренние трещины, которые могут быть обнаружены только при осмотре или после механической обработки.
Что вызывает образование нахлестов и складок при ковке?
Заломы и складки часто возникают из-за неправильного потока металла, который может быть вызван геометрией штампа, резкими переходами, неправильным размером заготовки, некачественной конструкцией заготовки, низкой температурой ковки или проблемами трения/смазки.
Как дефекты ковки влияют на обработку на станках с ЧПУ?
Дефекты ковки могут приводить к образованию пустот или швов во время обработки, ухудшать качество поверхности, сокращать срок службы инструмента и приводить к образованию брака на поздних стадиях, когда дефекты проявляются после того, как уже была достигнута добавленная стоимость обработки.
Могут ли после термообработки появиться трещины, образовавшиеся в результате ковки?
Да. Трещины могут образовываться или увеличиваться после термообработки, если остаточные напряжения высоки, закалка слишком сильна для данной геометрии или если существовал небольшой дефект, который стал критическим во время термических циклов.
Что такое смещение штампа (несоответствие) при ковке?
Смещение штампа — это несоосность между верхним и нижним штампами, создающая отклонение на линии разъема. Это может уменьшить припуск на обработку с одной стороны и вызвать нестабильность базовой точки и допуска.
Являются ли чешуйчатые ямки серьезным дефектом или просто косметическим дефектом?
Они могут носить косметический характер, но становятся серьезными, когда поверхность выполняет функциональную роль — например, герметизирующие поверхности, опорные площадки подшипников или чувствительные к усталости участки, — поскольку ямки могут привести к протечкам, ухудшению качества отделки или образованию трещин.
Как можно снизить риск появления дефектов при подгонке новой детали?
Снизьте риски, заранее определив метод ковки и геометрию, обеспечив надлежащий припуск на механическую обработку и стратегию базовых параметров, проверив первые образцы и используя контроль качества до этапов высокоэффективной механической обработки.
Вывод
Дефекты ковки Часто именно дефекты являются скрытой причиной брака, переделок и непредсказуемого времени обработки. Когда заготовка прочная и стабильная, обработка на станках с ЧПУ становится простой: однородная заготовка, предсказуемый срок службы инструмента, надежные базовые точки и меньше неожиданностей при проверке. Когда же дефекты все же проскальзывают, обработка превращается в устранение последствий.
Если ваша деталь чувствительна к допускам или имеет критически важное значение для производительности, наилучший результат обычно достигается за счет предотвращения дефектов на ранних стадиях — посредством контроля процесса, правильного проектирования заготовки и проверки перед обработкой, — чтобы вам не приходилось тратить время станка с ЧПУ на обнаружение проблем, которые возникли на более ранних этапах.
В компании HDC Manufacturing мы близкая штамповка Процесс дополняется моделированием потока металла для анализа того, как материал заполняет матрицу и где могут возникнуть риски дефектов, что помогает повысить стабильность ковки перед обработкой на станке с ЧПУ.






