Усадка при литье кажется простой идеей — металл уменьшается в размерах при охлаждении. Но в реальном производстве..., усадка при литье Это одна из главных причин образования внутренних пустот, поверхностных вмятин, утечек в компонентах, прошедших испытания под давлением, или “неожиданного брака” после обработки на станках с ЧПУ. Сложность заключается в том, что усадка — это не единичный процесс. Она происходит на разных стадиях охлаждения и затвердевания, и от того, станет ли она... дефект литья Это зависит от того, можно ли “подавать” жидкий металл в отливку по мере ее застывания.
В этой статье подробно объясняется, что такое усадка при литье, а также в чем разница между нормальной усадкой и усадкой при литье. дефекты усадки, почему важны зоны перегрева и практические стратегии предотвращения, которые упрощают обработку и делают качество более предсказуемым.
Что такое усадка при литье?
Усадка при литье — это естественное уменьшение объема, происходящее при охлаждении расплавленного металла и его превращении в твердую отливку. В любой системе сплавов металл сжимается при понижении температуры, а также во время перехода из жидкого состояния в твердое.
Усадка становится дефектом только тогда, когда отливка не может впитать достаточное количество жидкого металла во время застывания, чтобы компенсировать эту потерю объема. При недостаточной подаче металла результатом может быть видимая полость или сеть мелких пустот, скрытых внутри детали и обнаруживаемых только при осмотре или механической обработке.
Виды усадки при литье
Усадка обычно рассматривается в три этапа, поскольку каждый этап по-разному влияет на этот процесс. Первый этап — это... усадка жидкости, что происходит, когда металл еще полностью жидкий и остывает. Второй — это усадка при затвердении, Третий этап — это переход металла из жидкого состояния в твердое. Он наиболее непосредственно связан с образованием усадочных полостей и усадочной пористости. усадка в твердом состоянии, Этот процесс происходит после того, как отливка уже затвердела и продолжает охлаждаться до комнатной температуры.
На практике, когда говорят о “дефектах усадки”, почти всегда имеют в виду то, что происходит во время затвердевания, поскольку именно в этот момент отливке необходим непрерывный поток жидкого металла.
Как проявляется дефект усадки при различных процессах литья?
“Характеристики” дефекта усадки в значительной степени определяются способностью формы отводить тепло и давлением, приложенным во время затвердевания. Хотя физические принципы охлаждения остаются неизменными, песчаная форма и стальная матрица с водяным охлаждением создают совершенно разные “внутренние условия”, в которых приходится работать токарю.
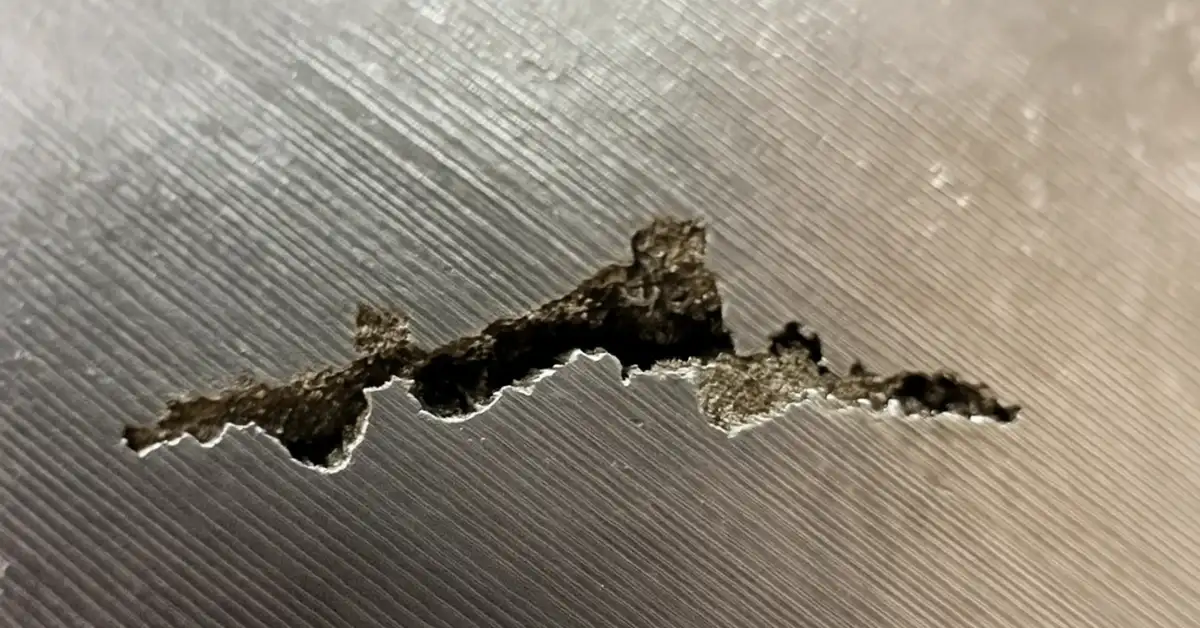
Усадочная полость против усадочной пористости
Проблемы с усадкой обычно проявляются двумя способами.
А усадочная полость Наиболее очевидной формой является большая пустота, образующаяся, когда горячая область затвердевает последней и недостаточно исходного металла. усадочная пористость Это явление более тонкое. Вместо одной большой пустоты образуется губчатое скопление мелких пустот, распределенных по всей области, часто в более толстых участках или в местах наибольшей концентрации примесей. В рентгенографических стандартах для стальных отливок усадка обычно описывается в виде линейных, перистых и губчатых форм — поскольку “форма” усадки говорит о том, как происходили процессы подачи и затвердевания.
Обе формы болезненны по разным причинам. Полости могут привести к немедленному отбраковке. Пористость может пройти первоначальную проверку, но затем привести к дефектам при механической обработке или испытании детали под давлением.
Почему горячие точки приводят к дефектам усадки
Если вам нужна одна концепция, которая объясняет большинство проблем, связанных с усадкой при литье, то она звучит так: Горячие точки замерзают последними.
Горячая точка — это область с высоким соотношением объема к площади поверхности. Она охлаждается и затвердевает медленнее, чем окружающие участки, поэтому становится последним местом, где происходит замерзание. Когда эта последняя область затвердевает, она сжимается. Если жидкий металл не может достичь её через ещё открытые каналы подачи, он оставляет полость или пористость. Именно поэтому команды разработчиков и технологов уделяют такое большое внимание горячим точкам и направленной кристаллизации.
Что обычно вызывает дефекты усадки?
Дефекты усадки обычно возникают не из-за одной ошибки. Они возникают из-за несоответствия между процессом затвердевания и способностью к подаче материала.
Распространенной причиной является неадекватная конструкция системы кормления—это означает, что стояки слишком малы, расположены слишком далеко или не предназначены для подачи воды в зону окончательной заморозки. Другая частая причина — плохое направленное затвердевание, где несколько секций замерзают таким образом, что жидкий металл удерживается, а не притягивается к питателю. Питатели предназначены для того, чтобы действовать как резервуары расплавленного металла и тепловые “аккумуляторы”, благодаря чему отливка замерзает по направлению к питателю и остается пригодной для подачи как можно дольше.
Геометрия также играет важную роль. Переходы от толстого к тонкому слою, отдельные массивные выступы и крупные стыки являются классическими зонами, наиболее подверженными усадке. Важны и технологические параметры — температура заливки, техника заливки, материал формы и условия охлаждения могут влиять на то, где происходит окончательное замерзание, и на то, остаются ли каналы подачи достаточно открытыми.
Как предотвратить дефекты, вызванные усадкой при литье.

Наиболее надежная стратегия заключается не в том, чтобы “прилагать больше усилий при проверке”. Она состоит в том, чтобы целенаправленно регулировать процесс замораживания таким образом, чтобы усадка происходила автоматически.
Обычно это начинается с принуждения. направленная кристаллизация. Необходимо, чтобы отливка застывала от самых дальних точек к стояку, поэтому последняя застывшая область соединяется с резервуаром жидкого металла. Именно здесь важны расположение стояка, его размер и конструкция горловины, поскольку стояк должен оставаться в жидком состоянии дольше, чем участок, который он питает.
Затем необходимо устранить перегрев отдельных участков. Иногда наилучшее решение связано с конструкцией — более плавные переходы, добавление скруглений или уменьшение изолированной массы. Иногда решение связано с технологическим процессом — использование охладителей для отвода тепла из зоны, чтобы оно быстрее замерзало, или регулировка литниковой системы для более благоприятного распределения потока металла и температуры. В современном производстве моделирование часто используется для выявления перегрева отдельных участков и прогнозирования проблем с подачей материала до окончательной доработки оснастки, поскольку проблемы усадки дешевле решить на сетке, чем на обрабатывающем центре.
Как проявляется усадка при литье во время обработки на станках с ЧПУ
Усадка — одна из самых распространенных проблем, возникающих, когда “все выглядело хорошо, пока мы не обработали деталь”.
Вы можете заметить образование пор на уплотнительных поверхностях, резьбовых отверстиях или поверхностях прокладок. Вы можете наткнуться на полость рядом с отверстием или седлом, превратив почти готовую деталь в брак. Даже если пустоты не видны, усадочная пористость может вызывать локальные разрывы поверхности, неравномерную обработку или пути утечки в деталях, находящихся под давлением. Именно поэтому контроль усадки тесно связан с припуск на механическую обработку и стратегия базовых параметров: если состояние отливки нестабильно или пористое в функциональных зонах, приходится оставлять больший запас и выполнять больше доработок для обеспечения качества.
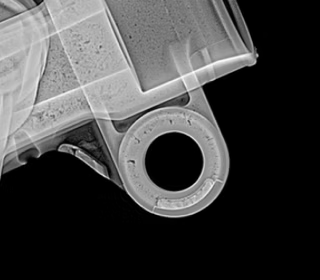
Как обнаруживается усадка
Ресурсы: Исследование мата
Поверхностные полости легко обнаружить визуально, но для выявления усадочной пористости часто требуются методы контроля, позволяющие “заглянуть внутрь” отливки. Рентгенография широко используется для классификации внутренних дефектов, а эталонные стандарты рентгенографии четко определяют характер усадки и уровни ее интенсивности для отливок, поэтому во многих промышленных спецификациях указаны критерии приемки, определяемые с помощью рентгенографии.
Практический вывод прост: если деталь подвержена воздействию давления или усталости, не полагайтесь только на внешний вид поверхности. Заранее согласуйте требования к контролю качества, чтобы не обнаружить усадку после того, как вы уже заплатили за механическую обработку.
Что нужно сообщить на раннем этапе, чтобы нехватка персонала не стала неожиданностью.
Предотвращение усадки становится проще, когда замысел производителя ясен с самого начала.
Если поверхность должна быть герметизирована, укажите это заранее. Если отверстие является функциональным посадочным местом, укажите это заранее. Если деталь будет подвергаться испытанию под давлением, укажите это заранее. Это позволит поставщику защитить эти зоны за счет оптимизации процесса подачи материала, контроля затвердевания и планирования контроля качества. Это также поможет уточнить, что будет подвергаться механической обработке, а что останется в литом состоянии, поскольку это определяет, где риск усадки допустим, а где нет.
Часто задаваемые вопросы: Усадка при литье
Почему проблемы с усадкой иногда проявляются только после обработки на станках с ЧПУ?
Потому что дефект часто бывает внутренним. Необработанная поверхность отливки может выглядеть нормально, но когда при механической обработке открывается уплотнительная поверхность, отверстие, канал или седло, обнажается сеть пустот, невидимых снаружи.
Как определить, является ли наблюдаемая мной пористость усадочной или газовой?
Быстрая практическая подсказка: местоположение и структура. Усадка, как правило, проявляется вблизи более массивных участков, стыков и зон, “застывающих последними”, часто в виде скоплений или губчатых пустот. Газовая пористость чаще имеет более округлую форму, более равномерно распределена и связана с условиями поверхности/потока. Если это критически важно, попросите поставщика подтвердить это данными осмотра, а не гадать по фотографиям.
Какие особенности деталей с наибольшей вероятностью могут привести к образованию зон усадки?
Массивные выступы, переходы от толстого к тонкому слою, Т-образные соединения, крупные скругления вокруг толстых масс и отдельные “комки” материала — это обычные подозреваемые, по сути, везде, где задерживается тепло и металл застывает последним.
Поможет ли повышение температуры заливки устранить дефекты, вызванные усадкой?
Ненадежно. Более высокая температура может улучшить заполнение, но также может увеличить объем необходимой подачи и усугубить перегрев. Усадка обычно устраняется за счет лучшего контроля подачи и затвердевания, а не просто за счет заливки при более высокой температуре.
Можно ли устранить дефекты усадки (сваркой/пропиткой), и когда это допустимо?
Некоторые детали поддаются ремонту, но это зависит от конкретного применения. Сварка может вызвать деформацию и новые напряжения, а пропитка может помочь в местах утечек, но не восстановит прочность там, где важны пустоты. Для компонентов, выдерживающих давление или критически важных с точки зрения усталости, многие покупатели ограничивают ремонт или требуют согласования и документации.
Что следует включить в запрос коммерческого предложения, чтобы снизить риск брака, связанного с усадкой?
Укажите, пожалуйста, любые испытания под давлением, герметичность поверхностей, зоны, критически важные с точки зрения усталости, и какие элементы “должны оставаться в исправном состоянии” после механической обработки (отверстия, уплотнительные поверхности, отверстия, резьба). Также уточните, что будет подвергнуто механической обработке, а что останется в литом состоянии, поскольку это указывает поставщику, где усадка недопустима.
Если моя деталь удерживает давление, какой наиболее разумный подход к проверке следует запросить?
Не полагайтесь только на визуальный осмотр. Запросите план проверки, соответствующий уровню риска: там, где важна внутренняя целостность (вокруг отверстий, уплотнительных поверхностей, толстых соединений), запросите соответствующую проверку до начала сложной механической обработки. Точный метод зависит от материала и геометрии, но цель должна заключаться в “подтверждении целостности в критических зонах”.”
Как усадка при литье влияет на припуски при механической обработке и стоимость?
При высоком риске усадки приходится оставлять больший припуск, чтобы гарантировать чистоту заготовки и избежать образования пустот, что приводит к увеличению времени цикла ЧПУ и повышению риска брака на поздних этапах процесса. Стабильная конструкция системы подачи и надежное литье позволяют уменьшить припуск на обработку и производить обработку с большей уверенностью.
Как быстрее всего решить проблему, если усадка на одной и той же детали повторяется?
Рассматривайте это как повторяющуюся первопричину: зона последнего застывания не получает достаточного количества материала. Самый быстрый путь — это обычно проверка мест перегрева (особенно вокруг толстых участков и стыков), а затем обновление параметров подачи/затвердевания, а не просто более тщательная сортировка деталей постфактум.
Вывод
Усадка при литье неизбежна, но дефекты, вызванные усадкой, — нет. Если правильно спроектирована схема застывания и отливка остается подающей до тех пор, пока не затвердеет последняя горячая точка, усадка компенсируется, а не задерживается внутри детали. Результат проявляется там, где это действительно важно: меньше утечек, меньше неожиданностей при обработке на станках с ЧПУ, более стабильные допуски и снижение общей стоимости.
Если усадка является повторяющейся проблемой для аналогичных деталей, обычно стоит решить ее на ранней стадии — на этапе проектирования и планирования процесса, — поскольку это гораздо дешевле, чем обнаружение пустот после того, как механическая обработка уже добавила ценность.