“Nodular iron” is one of those materials that shows up everywhere—automotive parts, pumps and valves, heavy equipment, and even pressure pipe—yet many buyers still treat it like “just another cast iron.” It isn’t. Nodular iron (also called ductile iron или же SG iron) is chosen when you want the castability and cost advantages of iron castings, but you also need the part to behave more like a tough engineering material: better impact resistance, better fatigue performance, and real ductility instead of brittle fracture.
If you’re sourcing cast parts that will be machined, nodular iron is especially relevant because it can deliver a strong, stable near-net blank and then machine cleanly into functional surfaces like bores, bearing seats, threads, and sealing faces—without the unpredictability you might see in lower-quality cast material.
This article keeps it practical: what nodular iron is, how it compares to gray iron and steel, how grades are typically chosen, what machining feels like, common pitfalls, and what to specify so you get consistent results.
What Is Nodular Iron?
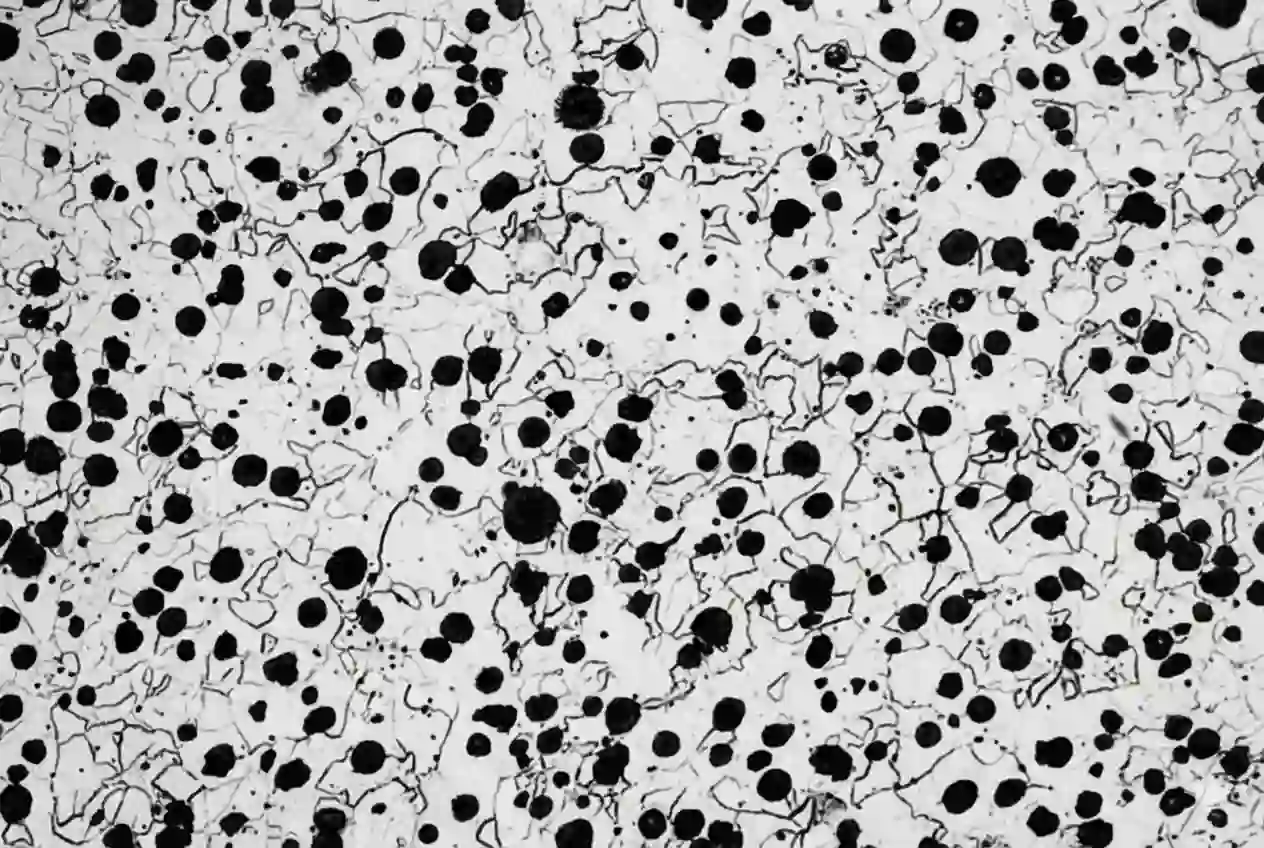
Nodular iron is a cast iron where the graphite forms as small spherical nodules instead of flakes. That one microstructure change is the whole story. Flake graphite (typical of gray iron) tends to act like internal cracks, which is why gray iron is great for damping and machinability but limited in ductility. Spherical graphite interrupts cracks rather than encouraging them, so nodular iron can bend more, absorb more energy, and survive cyclic loading better.
In everyday terms: nodular iron is often picked when gray iron is “almost enough” but you want extra toughness and reliability without jumping all the way to a fully machined steel part.
Nodular Iron vs Gray Iron vs Steel: The Practical Differences
If you’re deciding between materials, it helps to compare what you’ll actually feel in performance and manufacturing.
Compared to gray iron, nodular iron is typically the better choice when the part sees shock, impact, or fatigue loading—think suspension parts, brackets under dynamic stress, housings with bolts that see load cycling, or components that must survive abuse without cracking. Gray iron still wins in vibration damping and can be a great choice for machine bases or housings where damping is the main reason you’re using iron.
Compared to steel, nodular iron is often chosen when casting complexity matters and you want near-net geometry without heavy fabrication. Steel still dominates when you need the highest ductility and toughness, or when you have strict requirements that a particular casting route can’t meet. But in many real parts, nodular iron hits a sweet spot: castable, strong enough, tough enough, and generally cost-effective.
Ресурсы: Наука Директ
Where Nodular Iron Is Commonly Used
You’ll see nodular iron in parts that need a combination of strength and castability: automotive knuckles and brackets, differential and gearbox housings, crankshafts in certain designs, heavy equipment components, pump and valve bodies, pipe fittings, and parts where threaded ports or sealing interfaces must hold up over time. It’s also common in applications where weight and stiffness matter and you want a casting that stays dimensionally stable after machining.
A useful mental shortcut is: if the part is cast and the design expects it to survive real mechanical abuse, nodular iron is often on the shortlist.
How Nodular Iron Grades Are Usually Chosen
Nodular iron is commonly specified by grade systems that reflect mechanical performance. In practice, grades are chosen around what the part must do, not around “highest number is best.”
If you care most about ductility and machinability, you’ll typically lean toward a more ductile, softer nodular iron (often with a more ferritic matrix). These are popular for pressure-containing parts, housings, and components where you want stable machining and good toughness.
If you care more about strength and wear resistance, you’ll often go toward higher-strength nodular iron (often with more pearlitic structure). These can be a good fit for parts that carry higher loads or see more wear, but they can machine a bit “tougher” and may need tighter control to avoid batch-to-batch variation.
There are also heat-treated versions, including ADI (austempered ductile iron), used when you want a step up in strength-to-weight and fatigue performance. ADI can be excellent for the right application, but it’s typically not the first choice unless your design really benefits from it, because it adds process complexity and puts more focus on heat treatment control.
The most practical advice: pick the grade based on the combination of load case + machining requirements + risk tolerance, not on a generic preference.
Nodular Iron and Machining: What to Expect
Nodular iron generally machines well, but “how well” depends on grade, microstructure, and foundry consistency.
In machining, you’ll typically notice that nodular iron feels more “continuous” than gray iron. Gray iron often breaks chips easily and can feel forgiving. Nodular iron can produce more continuous chips depending on grade and structure, so chip control and tooling strategy can matter more. Tool wear is usually manageable, but it can change significantly if the casting has local hard spots (carbides), inclusions, or inconsistent hardness due to process drift.
From a quality and cost perspective, the biggest machining wins come from consistency. When the foundry process is stable, nodular iron lets you hold tighter outcomes with fewer surprises—especially on bores, threads, and sealing faces. When the process is unstable, you see it as changing tool life, inconsistent finishes, or unexpected hardness variation that forces conservative cutting parameters.
If your supplier also machines the part, the best outcome is usually a coordinated plan: casting method and grade chosen to keep machining allowance reasonable and protect critical functional areas from defect risk.
Common Problems With Nodular Iron Castings (That Buyers Actually Notice)
Most buyer pain points show up in one of three ways: defects that appear after machining, inconsistent hardness, or distortion that shifts datums.
One common issue is porosity or shrinkage-related voids that don’t show until machining opens them. Another is inclusions that damage tools or create pitting and poor surface finish. You can also see hard spots caused by carbides or localized microstructure changes, which can dramatically increase tool wear and make finishing inconsistent.
There are also defects more specific to nodular iron process control, like poor nodularity or graphite structure variation. You don’t need to become a metallurgist to manage this—just recognize that nodular iron quality depends on consistent melt treatment and inoculation, and that the results should be stable across batches if the supplier controls it well.
What to Specify So You Get Predictable Nodular Iron Parts

If you want fewer surprises, the key is to specify what matters for your part’s function and machining.
Start by clearly stating nodular/ductile iron и grade system you’re using. Then align on what’s critical: which surfaces must machine clean, which areas must be sound (especially around sealing faces, pressure zones, and threaded ports), and what the acceptable approach is for repairs if any are allowed.
If hardness consistency matters for machining or wear, request a hardness requirement that matches your needs. If the part is pressure-retaining or fatigue-sensitive, align early on the inspection approach and where it applies, so you don’t discover internal issues after machining value has been added.
Also be explicit about what is as-cast versus machined. That single distinction drives machining allowance, fixture strategy, and realistic tolerance expectations.
Cost Drivers for Nodular Iron Parts
The cost of a nodular iron component is usually shaped by geometry complexity, tooling approach, grade selection, inspection level, and how much machining is required afterward. Higher-performance grades and heat-treated versions may increase cost because they require tighter controls. But it’s important to look at total cost: a grade that machines consistently and reduces scrap risk can be cheaper overall than a “cheaper” grade that causes rework and tool wear.
If you’re comparing quotes, compare total delivered part cost: casting + machining + finishing + inspection + scrap assumptions. Nodular iron often wins when it reduces machining time without compromising reliability.
FAQ: Nodular Iron
Is nodular iron the same as ductile iron?
Yes. “Nodular iron,” “ductile iron,” and “SG iron” are commonly used to describe the same material family—cast iron with graphite in nodular form.
When should I choose nodular iron instead of gray iron?
Choose nodular iron when the part sees shock, impact, or fatigue loading, or when you want more ductility and toughness. Gray iron can still be a better choice when vibration damping and cost are the main priorities and the load case is less demanding.
Does nodular iron machine better than steel?
Often, yes—especially compared to many steels—because iron castings can be more stable and can be supplied closer to net shape. But machining depends heavily on grade, hardness, and casting quality. Consistency is the real differentiator.
Can nodular iron be welded?
It can be welded in some situations, but it’s not as straightforward as welding mild steel. Weldability depends on grade, section thickness, and repair requirements. If welding or weld repair is likely, it’s best to align on expectations early rather than treating it as an afterthought.
Why do some nodular iron castings have hard spots that kill tooling?
Hard spots are often linked to localized microstructure issues such as carbides or process variation. They usually point to foundry control and cooling behavior rather than “bad luck,” and they’re worth addressing at the casting process level.
Is ADI worth considering, or is standard ductile iron enough?
ADI can be a great option when you need higher strength-to-weight or fatigue performance, but it adds process complexity and requires strong heat treatment control. For many industrial housings and general components, standard ductile iron grades are usually sufficient.
What should I highlight in an RFQ to prevent porosity problems after machining?
Call out sealing faces, threaded ports, pressure-retaining zones, and any machined surfaces that must be sound. If those zones matter, the supplier can plan the casting and inspection strategy to protect them.
Can nodular iron replace steel forgings in some parts?
Sometimes. Nodular iron can be an excellent alternative when you want complex geometry at lower total cost and the performance requirements fit within what ductile iron can deliver. The decision usually comes down to load case, fatigue requirements, and how critical ductility is in service.
Вывод
Nodular iron is popular because it solves a very practical problem: it gives you a castable material that behaves tougher and more reliable than gray iron, while still staying cost-effective and machinable for real industrial parts. The best results come from choosing the right grade for the job, being clear about which surfaces must machine clean, and aligning early on inspection and quality expectations—especially for pressure zones and critical interfaces.
If you share the part type (housing, bracket, valve/pump body, load-bearing component), annual quantity, and whether it’s pressure-retaining or fatigue-critical, we at HDC can tailor the recommended grade direction and the “must specify” points for your RFQ.