تُعدّ المعالجة الحرارية للفولاذ من أهم القرارات التي تؤثر على الأداء النهائي للقطعة. فهي تؤثر على الصلابة، والقوة، والمتانة، ومقاومة التآكل، وثبات الأبعاد، وقابلية التشغيل، ومقاومة الإجهاد. بالنسبة للمشتري، هذا يعني أن نوع الفولاذ وحده لا يكفي. فقد يختلف أداء قطعتين مصنوعتين من نفس الفولاذ اختلافًا كبيرًا باختلاف طريقة المعالجة الحرارية. لذا، ينبغي أن تُعامل المعالجة الحرارية كجزء أساسي من خطة التصنيع، لا كإضافة لاحقة. تُعرّف المراجع التقنية الشاملة الصادرة عن الجمعية الأمريكية للمعادن (ASM) والمعهد الوطني للمعايير والتكنولوجيا (NIST) المعالجة الحرارية للفولاذ على هذا النحو: سلسلة مُتحكّم بها من التسخين، والتثبيت، والتبريد، تُستخدم للحصول على البنية والخصائص المطلوبة.
ماذا تعني المعالجة الحرارية للفولاذ فعلياً
عمليًا، تُعرَّف المعالجة الحرارية بأنها عملية تسخين وتبريد مُتحكَّم بها للفولاذ لتغيير بنيته المجهرية، وبالتالي خصائصه. وقد تختلف الأهداف اختلافًا كبيرًا من قطعة إلى أخرى. فقد يحتاج أحد المشترين إلى صلابة ومقاومة تآكل أعلى، بينما قد يحتاج آخر إلى متانة أفضل، وقد يحتاج ثالث ببساطة إلى تقليل الإجهاد المتبقي لضمان استقرار القطعة المشغَّلة. وتصف المصادر التعليمية والمراجع نفس الغرض الأساسي: تُستخدم المعالجة الحرارية للحصول على بنية مجهرية مرغوبة، وبالتالي مزيج مرغوب من الخصائص الميكانيكية أو الفيزيائية.
هذا هو المبدأ الأول المهم عند الشراء: المعالجة الحرارية ليست عملية واحدة، بل هي مجموعة من العمليات، وتعتمد العملية "المناسبة" على الوظيفة المتوقعة للقطعة أثناء الاستخدام. عادةً لا يكفي طلب "فولاذ معالج حرارياً" دون تحديد الخصائص المطلوبة.

لماذا يجب على المشترين الاهتمام بأكثر من مجرد الصلابة؟
غالبًا ما تكون الصلابة أول ما يُسأل عنه، لكنها ليست سوى جانب واحد من جوانب المعالجة الحرارية. يُبين المرجع الكلاسيكي للمعهد الوطني للمعايير والتكنولوجيا (NIST) حول المعالجة الحرارية للحديد والصلب بوضوح أن الفولاذ المارتنسيتي المُقسّى سريعًا قد يكون شديد الصلابة ولكنه هش أيضًا، وأن التطبيع يُقلل الصلابة بينما يزيد المتانة. بعبارة أخرى، لا يعني الجزء الأكثر صلابة بالضرورة أنه أفضل. إذا تعرض المكون للصدمات أو الانحناء أو الأحمال الدورية أو تركيز الإجهاد، فإن المتانة والإجهاد المتبقي لا يقلان أهمية عن الصلابة.
هنا تبدأ العديد من أخطاء الشراء. قد يحدد المشتري أعلى درجة صلابة يعتقد أنها آمنة، ليجد نفسه في النهاية أمام خطر التشققات، وصعوبة في التجليخ، والتشوه، أو انخفاض عمر المادة. السؤال الأنسب ليس "ما مدى الصلابة التي يمكننا الوصول إليها؟" بل "ما هي الصلابة والبنية المناسبة لهذا الغرض؟"“
طرق المعالجة الحرارية الرئيسية المستخدمة للصلب
تُصنّع معظم قطع الصلب باستخدام مجموعة محدودة من طرق المعالجة الحرارية الشائعة. يصنف دليل الجمعية الأمريكية للمعادن (ASM) للمعالجة الحرارية للصلب العمليات الأساسية إلى تخفيف الإجهاد، والتلدين، والتطبيع، والتبريد السريع، والتطبيع، والتطبيع المارتنسيتي، والتطبيع الأوستنيتي، والتصليد بالتقادم عند الاقتضاء. مع ذلك، في عمليات الشراء الصناعية اليومية، غالبًا ما تنحصر القرارات الأكثر شيوعًا في التلدين، والتطبيع، والتبريد السريع والتطبيع، وطرق التصليد السطحي مثل الكربنة أو النتردة.
تُستخدم عملية التلدين بشكل أساسي عندما يحتاج المشتري إلى فولاذ أكثر ليونة، وقابلية أفضل للتشغيل الآلي، ومطيلية أكبر، أو تخفيف الإجهادات الداخلية قبل عمليات التصنيع اللاحقة. أما عملية التطبيع فتُستخدم عادةً عندما يكون الهدف هو الحصول على بنية حبيبية أكثر تجانسًا وزيادة معتدلة في القوة مقارنةً بحالة التلدين. وتُعدّ عملية التبريد السريع والتطبيع الطريقة التقليدية عندما يحتاج الجزء إلى مزيج قوي من الصلابة والمتانة. ويتم اختيار طرق التصليد السطحي عندما يرغب المشتري في الحصول على سطح صلب مقاوم للتآكل، ولكنه لا يريد أن يكون المقطع بأكمله صلبًا وهشًا تمامًا. إن الاختلافات التقنية بين هذه الطرق ليست مجرد تفاصيل نظرية، بل تؤثر بشكل مباشر على التكلفة، ومخاطر التشوه، وقابلية التشغيل الآلي، وأداء الخدمة.
| مسار المعالجة الحرارية | ما هو الغرض الذي يتم اختياره من أجله عادةً | ما يجب على المشترين مراقبته عن كثب |
| التلدين | سهولة أكبر في التشغيل الآلي، حالة أكثر نعومة، تخفيف الإجهاد | قد تكون القوة النهائية أقل بكثير من حالة التطبيع أو التبريد السريع/التطبيع |
| التطبيع | تحسين الحبيبات، وبنية أكثر تجانسًا، وزيادة معتدلة في القوة | لا يزال هذا الأسلوب غير بديل عن عملية التبريد والتطبيع عندما تكون هناك حاجة إلى صلابة عالية أو مقاومة عالية للإجهاد |
| إخماد و التلطيف | قوة عالية مع صلابة مضبوطة | التشوه، والتشقق، واستجابة التقسية، وتأثيرات حجم المقطع |
| التصليد السطحي (على سبيل المثال الكربنة أو النتردة) | سطح صلب ذو لب أكثر صلابة | عمق الطبقة السطحية، وصلابة اللب، وما إذا كانت الأسطح الحساسة ستخضع للمعالجة قبل أو بعد المعالجة. |
| تخفيف التوتر | الاستقرار البُعدي وتقليل الإجهاد المتبقي | لا يحل محل التصليد الكامل عندما يكون الأداء الميكانيكي هو المطلب الحقيقي |
يُعدّ الجدول مفيدًا لأنه يُبيّن أن المعالجة الحرارية يجب أن تُحدّد بناءً على النتيجة المرجوة، لا بناءً على العادة. ويعتمد المسار "الصحيح" على ما إذا كان المشتري يسعى إلى تحسين قابلية التشغيل الآلي، أو قوة المادة، أو مقاومة التآكل السطحي، أو الاستقرار.
ما الذي يتحكم في النتيجة النهائية؟
تعتمد النتيجة النهائية على عوامل عديدة تتجاوز درجة حرارة الفرن. فتركيب الفولاذ مهم، وكذلك قابلية التصليد، وحجم المقطع، وشدة التبريد، وكيفية تثبيت القطعة وتبريدها. وُضع معيار ASTM A255 لأن قابلية التصليد تختلف عن الصلابة. فقابلية التصليد هي العمق الذي يصل إليه الفولاذ في التصليد عند التبريد السريع، ويُستخدم اختبار جوميني القياسي للتبريد النهائي خصيصًا لقياس هذه الاستجابة. وهذا مهم للمشترين، لأن الفولاذ الذي يبدو مقبولًا في قائمة المواد قد لا يصل إلى الصلابة الكافية في مقطع سميك.
يُعدّ حجم المقطع عاملاً بالغ الأهمية عند الشراء الفعلي. فالمسمار الرفيع والمحور السميك المصنوعان من نفس نوع الفولاذ لا يتفاعلان بنفس الطريقة. يبرد المقطع السميك ببطء أكبر، لذا قد تختلف الصلابة النهائية والبنية اختلافًا كبيرًا ما لم يكن الفولاذ يتمتع بقابلية كافية للتصليد لهذا الشكل الهندسي. وهذا أحد أكثر الأسباب شيوعًا التي تجعل المشترين يلاحظون "نفس المادة، نتائج مختلفة" بين مختلف أنواع القطع.
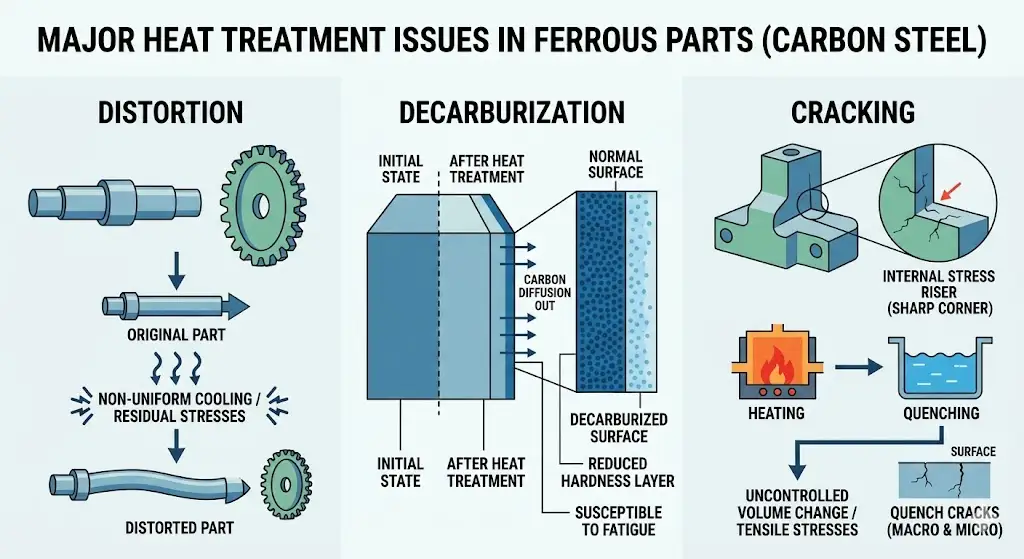
التشوه، وإزالة الكربون، والتشقق: المشكلات التي تغير التكلفة
من وجهة نظر المشتري، لا تُعدّ أعطال الأفران عادةً أكثر مشاكل المعالجة الحرارية تكلفةً، بل التشوه، ومشاكل حالة السطح، والتشقق. وتشير دراسة المعهد الوطني للمعايير والتكنولوجيا (NIST) تحديدًا إلى خطر طبقات السطح المُزالة منها الكربون، والتي لا تستجيب للتصليد بنفس طريقة المادة الأساسية. وهذه مشكلة تجارية مباشرة، لأن القطعة المُصلّدة سطحيًا أو كليًا مع إزالة الكربون قد تُظهر صلابة منخفضة بشكل غير متوقع في المكان الذي يُفترض أن تكون فيه مقاومة التآكل مطلوبة.
يُعدّ التشوه عامل التكلفة الرئيسي الآخر. فالصدمة الحرارية نفسها والتحول الطوري اللذان يزيدان الصلابة قد يُسببان أيضًا تشوه القطعة. وهذا يعني أنه لا يمكن التخطيط للمعالجة الحرارية بمعزل عن عمليات التشغيل الآلي. إذا كانت القطعة تحتوي على نقاط مرجعية دقيقة، أو ثقوب حرجة، أو أسطح مانعة للتسرب، فينبغي على المشتري توقع مزيج من التشغيل الآلي الأولي قبل المعالجة الحرارية والتشغيل الآلي النهائي أو التجليخ بعدها. غالبًا ما يكون محاولة الحفاظ على جميع التفاوتات النهائية مباشرةً خلال دورة تصليد شديدة قرارًا تجاريًا خاطئًا.
متى يكون التصليد السطحي أفضل من التصليد الكامل
يلجأ العديد من المشترين إلى التصليد الكامل عند سماعهم مصطلح "الفولاذ المقاوم للتآكل"، لكن هذا غالبًا ما يكون تبسيطًا مفرطًا. إذا كانت القطعة تحتاج إلى سطح صلب وقلب أكثر صلابة، فإن التصليد السطحي هو الخيار الأنسب عادةً. ولهذا السبب، تفصل المصادر الأكاديمية والمراجع المتخصصة في هذا المجال باستمرار بين عمليات التصليد السطحي والتصليد الكلي. لا يمكن استبدال عمليات الكربنة السطحية، والنتردة، والكربنة النيتروجينية، والتصليد بالحث، والتصليد باللهب، ولكنها جميعًا تُستخدم لأن العديد من القطع الفولاذية تحتاج إلى سطح صلب دون جعل المقطع العرضي بأكمله متساوي الصلابة.
بالنسبة للمشتري، هذا يعني أن طلب عرض الأسعار لا ينبغي أن يقتصر على السؤال عن الصلابة فقط، بل يجب أن يسأل أيضاً عما إذا كانت الصلابة مطلوبة على السطح، أو على عمق معين، أو عبر المقطع. هذا التوضيح البسيط غالباً ما يغير درجة الفولاذ الموصى بها وطريقة المعالجة الحرارية.
ما يجب تحديده عند شراء قطع الفولاذ المعالج حرارياً
إنّ المواصفة الأكثر فائدة ليست "المعالجة الحرارية للوصول إلى الصلابة المطلوبة". بل المواصفة الأفضل هي التي تحدد نوع الفولاذ، وطريقة المعالجة الحرارية، ونطاق الصلابة المطلوبة، ومواضع أهمية هذه الصلابة. في حال استخدام التصليد السطحي، ينبغي على المشتري تحديد عمق التصليد السطحي وتوقعات اللب. إذا كانت هناك خصائص حساسة للتشوه، فينبغي أن يوضح الرسم وطلب عرض الأسعار بوضوح أيّ الخصائص ستخضع للتشطيب النهائي بعد المعالجة الحرارية. إذا كانت المتانة مهمة، فقد يلزم إضافة متطلبات مقاومة الصدمات أو الخواص الميكانيكية بدلاً من الاعتماد على الصلابة وحدها.
وهنا أيضاً يكمن دور الموردين ذوي القدرات التصنيعية في خلق القيمة. ففي شركة HDC، تُعامل المعالجة الحرارية كجزء لا يتجزأ من العملية الإنتاجية الكاملة، وليس كعملية منفصلة. خدمة تشكيل المعادن يُقدّم هذا الدليل بوضوح عمليات التلدين والتطبيع والتبريد السريع والتطبيع كخيارات متكاملة، وهذا أمر بالغ الأهمية لأن قطع الصلب المطروقة أو المصبوبة غالباً ما تحتاج إلى تنسيق خطة المعالجة الحرارية الخاصة بها مع عمليات التشطيب باستخدام الحاسوب (CNC) بدلاً من معالجتها بشكل منفصل. وتتبع إرشادات المعالجة الحرارية الخاصة بشركة HDC نفس المنطق العملي: إذ تتحقق أفضل النتائج عند توافق اختيار المواد وطريقة التشكيل والمعالجة الحرارية والتشطيب.
اختصار للمشتري لاتخاذ القرار
إذا كان الهدف الأساسي من القطعة هو سهولة تشكيلها أو تخفيف الإجهاد قبل إجراء المزيد من العمليات، فإن التلدين هو الخيار الأمثل في أغلب الأحيان. أما إذا كانت القطعة تتطلب قوة متوسطة وبنية أكثر تجانسًا، فإن التطبيع غالبًا ما يكون الخيار الأنسب. وإذا كان على القطعة تحمل أحمال ثقيلة مع الحفاظ على مقاومتها للتآكل، فإن التبريد السريع والتطبيع هما الخيار الأمثل. وإذا كانت القطعة تتطلب مقاومة للتآكل على السطح دون فقدان صلابة اللب، فإن التصليد السطحي هو الخيار الأفضل في أغلب الأحيان. هذا ليس تبسيطًا من الناحية المعدنية، بل هو المنطق التجاري الكامن وراء معظم قرارات توريد قطع الصلب.
الأسئلة الشائعة
هل يجب عليّ تحديد الصلابة أو طريقة المعالجة الحرارية؟
عادةً ما يكون كلاهما صحيحًا. تُشير الصلابة إلى النتيجة المستهدفة للمورد، ولكن طريقة المعالجة الحرارية يُخبرهم ذلك بكيفية تحقيق تلك النتيجة. قد ينتج نفس رقم الصلابة عن بنى مجهرية مختلفة، ولا تؤدي هذه البنى دائمًا نفس الأداء أثناء الاستخدام.
لماذا يقدم موردان نتائج مختلفة لنفس نوع الفولاذ؟
لأن حجم المقطع، وقابلية التصليد، وشدة التبريد، وطريقة التلدين، وحالة السطح، كلها عوامل تؤثر على البنية النهائية. وقد وُجد معيار ASTM A255 تحديدًا لأن الفولاذ ذي التركيب المتشابه قد يختلف في استجابته للتصليد.
متى يجب إجراء عمليات التشغيل الآلي قبل المعالجة الحرارية أم بعدها؟
يعتمد ذلك على الخاصية. غالبًا ما تُجرى عمليات التشغيل الخشن قبل المعالجة الحرارية لتشكيل القطعة الخام وتقليل كتلتها. أما عمليات التشغيل النهائي أو التجليخ فتُجرى لاحقًا على الأسطح والثقوب والنقاط المرجعية الحساسة، إذا كان التشوه أو الصلابة النهائية قد يؤديان إلى عدم موثوقية القطعة.
هل الصلابة الأعلى أفضل دائماً؟
لا. توضح بيانات المعهد الوطني للمعايير والتكنولوجيا (NIST) بشأن المارتنسيت المُقسّى المفاضلة بوضوح: فارتفاع درجات حرارة التقسية يقلل الصلابة ولكنه يزيد المتانة. الصلابة المثلى هي تلك التي تتناسب مع ظروف الاستخدام، وليست أعلى قيمة متاحة.
خاتمة
لا تقتصر المعالجة الحرارية للفولاذ على كونها موضوعًا معدنيًا فحسب، بل هي قرار شراء يؤثر على كيفية تشكيل القطعة، ومقاومتها للتآكل، ومقاومتها للإجهاد، ومدى استقرارها بعد التشطيب. يعتمد الخيار الأمثل على وظيفة القطعة: تليينها لتسهيل التشكيل، أو تقويتها لتحمل الأحمال، أو تصليد سطحها لمقاومة التآكل، أو الحفاظ على استقرارها أثناء التجميع والاستخدام. يتخذ المشترون قرارات أفضل عندما يحددون المعالجة الحرارية بناءً على الوظيفة، وليس بناءً على عادة غير محددة. وعندما تحتاج القطعة الفولاذية أيضًا إلى التشكيل أو الصب أو التشطيب باستخدام الحاسوب (CNC)، فإن أفضل النتائج التجارية عادةً ما تتحقق من خلال اعتبار المعالجة الحرارية جزءًا لا يتجزأ من عملية التصنيع الكاملة، وليس كإجراء لاحق منفصل.






