Le traitement thermique de l'acier est un facteur déterminant pour les performances finales d'une pièce. Il influe sur la dureté, la résistance, la ténacité, la résistance à l'usure, la stabilité dimensionnelle, l'usinabilité et la tenue à la fatigue. Pour un acheteur, cela signifie que la nuance d'acier à elle seule ne suffit pas. Deux pièces fabriquées à partir du même acier peuvent présenter des performances très différentes selon le traitement thermique appliqué. C'est pourquoi l'approvisionnement technique doit considérer le traitement thermique comme une étape du processus de fabrication, et non comme une opération ajoutée en fin de processus. Les documents techniques de référence de l'ASM et du NIST définissent le traitement thermique de l'acier comme une séquence contrôlée de chauffage, de maintien et de refroidissement permettant d'obtenir la structure et les propriétés cibles.
Que signifie réellement le traitement thermique de l'acier ?
Concrètement, le traitement thermique consiste à chauffer et à refroidir de manière contrôlée l'acier afin de modifier sa microstructure et, par conséquent, ses propriétés. Les objectifs peuvent varier considérablement d'une pièce à l'autre. Un client peut exiger une dureté et une résistance à l'usure supérieures, un autre une meilleure ténacité, et un autre encore une réduction des contraintes résiduelles pour assurer la stabilité d'une pièce usinée. Les ouvrages de référence et les manuels scolaires décrivent tous le même objectif fondamental : le traitement thermique permet d'obtenir une microstructure souhaitée et, de ce fait, une combinaison optimale de propriétés mécaniques ou physiques.
Voici le premier principe d'achat essentiel : le traitement thermique n'est pas un procédé unique, mais un ensemble de procédés. Le procédé “ idéal ” dépend de l'utilisation prévue de la pièce. Demander de l'“ acier traité thermiquement ” sans préciser la propriété recherchée est généralement insuffisant.

Pourquoi les acheteurs devraient s'intéresser à autre chose qu'à la dureté du matériau
La dureté est souvent la première donnée demandée, mais elle ne représente qu'un aspect du traitement thermique. L'ouvrage de référence du NIST sur le traitement thermique du fer et de l'acier démontre clairement que les aciers martensitiques trempés peuvent être très durs mais aussi fragiles, et que le revenu réduit la dureté tout en augmentant la ténacité. Autrement dit, une pièce plus dure n'est pas forcément une meilleure pièce. Si le composant est soumis à des chocs, à la flexion, à des charges cycliques ou à des concentrations de contraintes, la ténacité et les contraintes résiduelles sont tout aussi importantes que la dureté.
C’est souvent là que commencent les erreurs d’achat. Un acheteur peut opter pour la dureté maximale qu’il juge sans risque, au risque de provoquer des fissures, des difficultés de meulage, des déformations ou une réduction de la durée de vie en fatigue. La question à se poser n’est pas “ quelle dureté maximale peut-on atteindre ? ” mais “ quelle dureté et quelle structure sont appropriées à l’application ? ”
Les principaux procédés de traitement thermique utilisés pour l'acier
La plupart des pièces en acier sont issues de procédés de traitement thermique courants. Selon l'ASM, les principaux procédés de traitement thermique de l'acier sont la relaxation des contraintes, le recuit, la normalisation, la trempe, le revenu, la trempe martensitique, l'austénitisation isotherme et, le cas échéant, le durcissement structural. Dans la pratique, les achats industriels courants se limitent généralement au recuit, à la normalisation, à la trempe et au revenu, ainsi qu'aux traitements de durcissement superficiel tels que la cémentation ou la nitruration.
Le recuit est principalement utilisé lorsque l'acheteur a besoin d'un acier plus doux, d'une meilleure usinabilité, d'une ductilité accrue ou d'une réduction des contraintes internes avant les étapes de transformation ultérieures. La normalisation est couramment employée lorsque l'objectif est d'obtenir une structure granulaire plus uniforme et une augmentation modérée de la résistance par rapport à l'état recuit. La trempe et le revenu constituent la méthode classique lorsque la pièce requiert une combinaison optimale de dureté et de ténacité. Les procédés de durcissement superficiel sont privilégiés lorsque l'acheteur souhaite une surface dure et résistante à l'usure sans pour autant rendre toute la section totalement dure et cassante. Les différences techniques entre ces procédés ne sont pas de simples détails théoriques ; elles influent directement sur le coût, le risque de déformation, l'usinabilité et les performances en service.
| Voie de traitement thermique | Pour quoi il est généralement choisi | Ce que les acheteurs doivent surveiller de près |
| Recuit | Meilleure usinabilité, état plus souple, réduction des contraintes | La résistance finale peut être bien inférieure à l'état normalisé ou à l'état trempé/revenu |
| Normalisation | Affinement du grain, structure plus uniforme, augmentation modérée de la résistance | Cela ne remplace toujours pas la trempe et le revenu lorsque l'on a besoin d'une dureté ou d'une résistance à la fatigue élevée. |
| Trempe et trempe | Haute résistance avec une ténacité contrôlée | Effets de distorsion, de fissuration, de réponse au revenu et de taille de section |
| Durcissement superficiel (par exemple, cémentation ou nitruration) | Surface dure avec noyau plus résistant | Profondeur de la trempe, dureté du noyau et usinage des surfaces critiques avant ou après traitement |
| Soulager le stress | Stabilité dimensionnelle et réduction des contraintes résiduelles | Ne remplace pas la trempe complète lorsque la performance mécanique est le véritable critère. |
Ce tableau est utile car il montre que le traitement thermique doit être spécifié en fonction du résultat recherché, et non par habitude. La méthode “ optimale ” dépend de l’objectif de l’acheteur : améliorer l’usinabilité, la résistance mécanique, la résistance à l’usure de surface ou la stabilité.
Qu'est-ce qui détermine le résultat final ?
Le résultat final dépend de bien plus que la température du four. La composition de l'acier est importante, mais aussi sa trempabilité, l'épaisseur de la section, la sévérité de la trempe et les méthodes de fixation et de refroidissement de la pièce. La norme ASTM A255 existe car la trempabilité est différente de la dureté. La trempabilité correspond à la profondeur de trempe d'un acier, et l'essai Jominy de trempe axiale est spécifiquement utilisé pour mesurer cette propriété. Ce point est crucial pour les acheteurs, car un acier apparemment acceptable sur une fiche technique peut ne pas durcir suffisamment en profondeur dans une section épaisse.
La section est un facteur crucial lors d'un achat. Une goupille fine et un moyeu épais, tous deux fabriqués dans le même acier, ne se comportent pas de la même manière. La section la plus épaisse refroidit plus lentement ; par conséquent, la dureté et la structure finales peuvent être très différentes, à moins que l'acier ne possède une trempabilité suffisante pour cette géométrie. C'est l'une des raisons les plus fréquentes pour lesquelles les acheteurs constatent des résultats différents pour des pièces de même matériau.
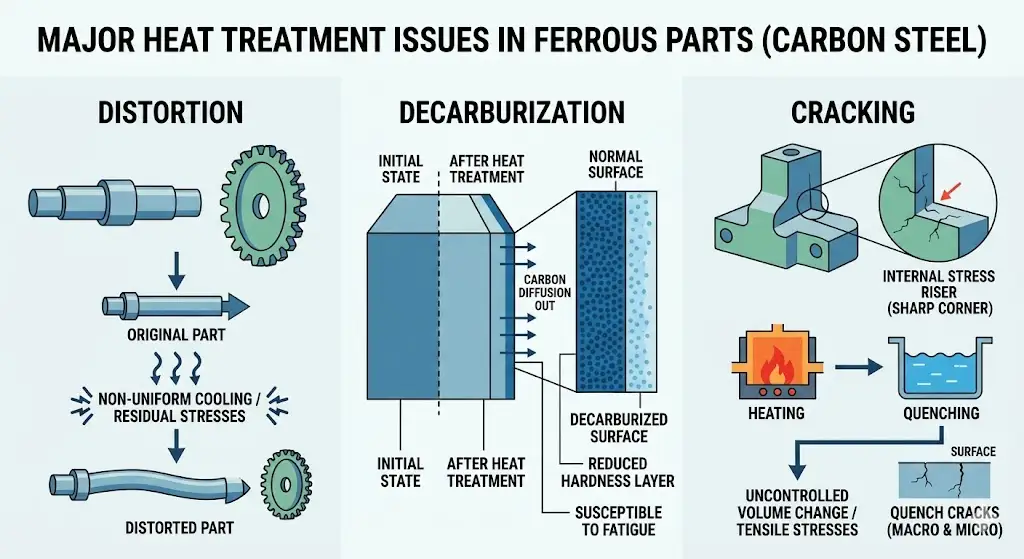
Déformation, décarburation et fissuration : les problèmes qui modifient le coût
Du point de vue de l'acheteur, les problèmes de traitement thermique les plus coûteux ne sont généralement pas les défaillances du four. Il s'agit plutôt de déformations, de défauts d'état de surface et de fissures. La monographie du NIST souligne spécifiquement le risque de décarburation des couches superficielles, qui ne réagissent pas à la trempe de la même manière que le matériau massif. Cela représente un enjeu commercial direct, car une pièce trempée en surface ou à cœur, mais décarburée, peut présenter une dureté anormalement faible précisément là où une résistance à l'usure est requise.
La déformation est l'autre facteur de coût majeur. Les mêmes chocs thermiques et transformations de phase qui augmentent la dureté peuvent également déformer la pièce. Par conséquent, le traitement thermique ne peut être planifié indépendamment de l'usinage. Si une pièce présente des tolérances serrées, des alésages critiques ou des surfaces d'étanchéité, l'acheteur doit s'attendre à une combinaison d'ébauche avant traitement thermique et de finition (usinage ou rectification) après. Tenter de maintenir toutes les tolérances finales directement lors d'un cycle de trempe sévère est souvent une erreur commerciale.
Quand la cémentation est préférable à la trempe à cœur
De nombreux acheteurs pensent instinctivement à la trempe à cœur lorsqu'ils entendent parler d'“ acier résistant à l'usure ”, mais cette vision est souvent trop simpliste. Si la pièce nécessite une surface dure et un cœur plus résistant, la cémentation est généralement la solution la plus appropriée. C'est pourquoi les ouvrages de référence et les manuels spécialisés distinguent systématiquement les procédés de trempe superficielle de la trempe à cœur. La cémentation, la nitruration, la carbonitruration, la trempe par induction et la trempe à la flamme ne sont pas interchangeables, mais elles existent toutes car de nombreuses pièces en acier requièrent une couche superficielle dure sans pour autant que toute la section transversale soit uniformément durcie.
Pour un acheteur, cela signifie que la demande de devis ne doit pas se limiter à une simple question de dureté. Elle doit également préciser si la dureté est requise en surface, à une certaine profondeur ou dans l'épaisseur de la pièce. Cette simple précision permet souvent de modifier le choix de la nuance d'acier recommandée et du traitement thermique.
Critères à préciser lors de l'achat de pièces en acier traité thermiquement
La spécification la plus utile n'est pas “ traitement thermique jusqu'à la dureté requise ”. Une spécification plus pertinente définit la nuance d'acier, le procédé de traitement thermique, la plage de dureté requise et les zones où cette dureté est importante. En cas de cémentation, l'acheteur doit préciser la profondeur de cémentation et les exigences relatives au noyau. Si des éléments sensibles à la déformation sont présents, le dessin et la demande de devis doivent indiquer clairement quels éléments seront usinés après le traitement thermique. Si la ténacité est un critère important, il peut être nécessaire d'ajouter des exigences en matière de résilience ou de propriétés mécaniques, plutôt que de se fier uniquement à la dureté.
C’est également là que les fournisseurs maîtrisant les procédés créent de la valeur. Chez HDC, le traitement thermique est considéré comme une étape globale du processus, et non comme une opération isolée. service de forgeage de métaux Le recuit, la normalisation, la trempe et le revenu sont présentés explicitement comme des options intégrées, ce qui est important car les pièces en acier forgé ou moulé nécessitent souvent une coordination de leur traitement thermique avec la finition CNC, plutôt que des traitements indépendants. Les recommandations de HDC en matière de traitement thermique suivent la même logique pratique : le meilleur résultat est obtenu lorsque le choix du matériau, le procédé de formage, le traitement thermique et la finition sont alignés.
Un raccourci pour l'acheteur afin de prendre la décision
Si l'objectif principal de la pièce est l'usinabilité ou la relaxation des contraintes avant toute autre opération, le recuit est généralement la solution appropriée. Si la pièce requiert une résistance modérée et une structure plus uniforme, la normalisation constitue souvent un bon point de départ. Si la pièce doit supporter des charges importantes tout en résistant à l'usure, la trempe et le revenu sont souvent la méthode la plus pertinente. Si la pièce nécessite une résistance à l'usure en surface sans compromettre la dureté du cœur, la cémentation est généralement la meilleure option. Il ne s'agit pas d'une simplification métallurgique, mais bien de la logique commerciale qui sous-tend la plupart des décisions d'approvisionnement en pièces d'acier.
Questions fréquemment posées
Dois-je préciser la dureté ou le mode de traitement thermique ?
Généralement les deux. La dureté indique au fournisseur le résultat visé, mais la méthode de traitement thermique Cela leur explique comment obtenir ce résultat. Une même valeur de dureté peut provenir de microstructures différentes, et ces structures ne se comportent pas toujours de la même manière en service.
Pourquoi deux fournisseurs donnent-ils des résultats différents pour une même nuance d'acier ?
La structure finale d'un acier dépend de plusieurs facteurs, notamment la section, la trempabilité, la sévérité de la trempe, le traitement de revenu et l'état de surface. La norme ASTM A255 existe précisément parce que des aciers de composition similaire peuvent présenter des réponses à la trempabilité différentes.
Quand faut-il effectuer l'usinage avant ou après le traitement thermique ?
Cela dépend de la caractéristique. L'ébauche est souvent réalisée avant le traitement thermique afin de créer l'ébauche et de réduire la masse. L'usinage de finition ou la rectification sont souvent effectués ultérieurement sur les faces critiques, les alésages et les points de référence si une déformation ou une dureté finale risque de compromettre la fiabilité de la pièce.
Une dureté plus élevée est-elle toujours préférable ?
Non. Les données du NIST sur la martensite revenue mettent clairement en évidence ce compromis : des températures de revenu plus élevées réduisent la dureté mais augmentent la ténacité. La dureté optimale est celle qui correspond aux conditions d’utilisation, et non la valeur la plus élevée disponible.
Conclusion
Le traitement thermique de l'acier ne relève pas uniquement de la métallurgie. Il s'agit d'un choix stratégique qui influence l'usinabilité, la résistance à l'usure et à la fatigue de la pièce, ainsi que sa stabilité après finition. La meilleure option dépend des exigences de la pièce : adoucissement pour l'usinage, renforcement pour la résistance aux charges, durcissement superficiel pour la protection contre l'usure, ou stabilité lors de l'assemblage et de l'utilisation. Les acheteurs prennent de meilleures décisions lorsqu'ils spécifient le traitement thermique en fonction de la fonction, et non par simple habitude. De plus, si la pièce en acier nécessite également un forgeage, un moulage ou une finition CNC, il est généralement plus avantageux commercialement d'intégrer le traitement thermique au processus de fabrication global, et non de le considérer comme une étape supplémentaire.






