Un système d'alimentation ne se limite pas au simple chemin emprunté par le métal en fusion dans le moule. Il s'agit d'une décision de procédé essentielle qui détermine la qualité du remplissage, la présence d'oxydes et d'inclusions dans la pièce, l'entraînement de gaz et les pertes de métal (rebuts et poids du système d'alimentation). Les ouvrages techniques de fonderie décrivent le système d'alimentation comme le réseau de conduits par lequel le métal en fusion pénètre dans la cavité du moule. Cependant, pour un acheteur, une définition plus simple est plus pertinente : le système d'alimentation influence le comportement du métal avant même sa transformation en pièce. Un système d'alimentation défectueux peut entraîner un remplissage incomplet, des inclusions, des emprisonnements de gaz et un faible rendement. Un système d'alimentation performant améliore le contrôle du flux, la propreté de la pièce et la stabilité du procédé.
C’est pourquoi les acheteurs doivent y prêter attention. Un fournisseur de pièces moulées peut proposer le même alliage, les mêmes dimensions et le même plan d’usinage qu’un autre, mais si la logique d’alimentation est défaillante, cela peut entraîner des rebuts tardifs, une qualité instable et une plus grande variabilité d’un lot à l’autre. En termes commerciaux, l’alimentation est un point où l’ingénierie de fonderie influe directement sur la fiabilité ou le risque de livraison.
Ce que comprend réellement le système de portail
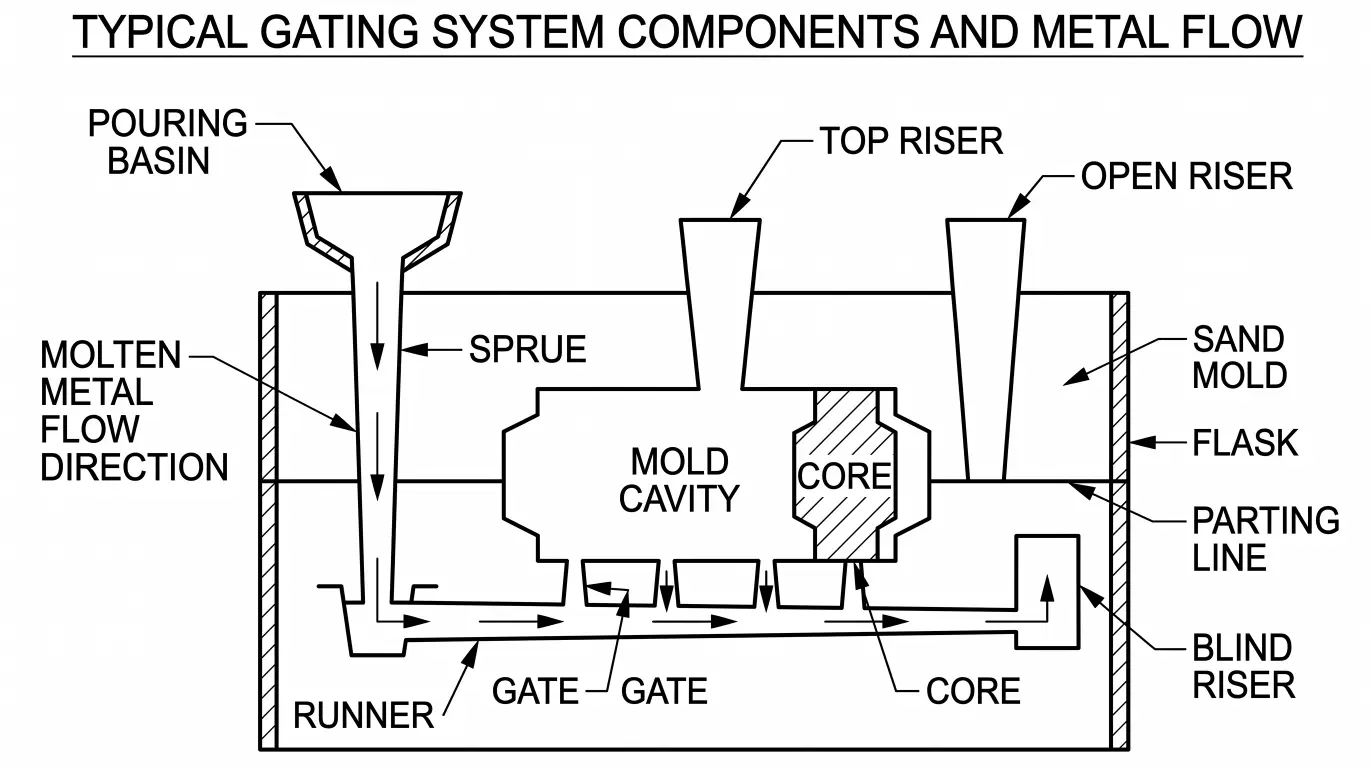
Dans sa forme la plus simple, le système d'alimentation comprend le bassin de coulée, le canal de coulée, le canal d'alimentation et la buse d'injection. Un document de référence standard décrit clairement ces éléments : le bassin de coulée reçoit le métal, le canal de coulée l'achemine vers le bas, le canal d'alimentation le transporte à travers le moule et la buse d'injection l'injecte dans la cavité. Ce même document rappelle également que les évents et les masselottes sont étroitement liés au système global de remplissage et d'alimentation du moule, même s'ils ne sont pas toujours abordés sous le même titre. Pour une utilisation pratique, il est essentiel de comprendre que le système d'alimentation n'est pas une simple ouverture, mais un réseau de flux contrôlé.
En production, ce réseau comprend souvent bien plus que le minimum requis. Filtres, extensions de canaux d'alimentation, dispositifs d'écrémage, points d'étranglement et trop-pleins peuvent être utilisés selon l'alliage et le procédé. Les acheteurs n'ont pas à les concevoir eux-mêmes, mais ils doivent comprendre que la forme du canal d'alimentation et l'emplacement de la buse d'injection ne sont pas de simples choix esthétiques. Ils font partie intégrante de la démarche qualité.
Ce que tente de réaliser un bon système de contrôle d'accès
Un bon système d'alimentation doit remplir plusieurs fonctions simultanément, et ces objectifs sont souvent contradictoires. Il doit remplir le moule suffisamment vite pour que le métal ne se solidifie pas avant que la cavité ne soit complètement formée. Parallèlement, il doit éviter une turbulence excessive, car celle-ci augmente l'entraînement d'air, la formation d'oxydes, l'érosion du moule et le risque d'inclusions. Les supports pédagogiques utilisés dans les cours de fabrication énoncent clairement ces objectifs : minimiser la turbulence, remplir avant la solidification, éviter le retrait de la pièce et prévoir un mécanisme de piégeage des inclusions non métalliques. Les études de conception sur les pièces moulées en acier ajoutent les mêmes exigences en termes plus spécifiques au procédé : prévenir l'aspiration, favoriser un écoulement unidirectionnel et régulier, maximiser le rendement et éviter la réoxydation.
C’est à ce stade que les acheteurs devraient modérer leur jugement avant de trop insister sur le prix. Un système d’alimentation très fin peut améliorer le rendement métal sur le papier, mais s’il ralentit excessivement le remplissage ou augmente les turbulences, il peut en réalité renchérir la pièce en raison des pertes liées aux défauts. Une conception d’alimentation qui paraît “ massive ” peut engendrer du gaspillage, mais une conception trop minimaliste peut être bien pire si elle provoque des défauts d’alimentation, des inclusions ou des défauts de réoxydation qui nécessitent des retouches ou le rejet de la pièce. La conception optimale est rarement celle qui réduit au minimum la quantité de métal dans le canal d’alimentation. C’est celle qui offre la meilleure qualité de pièce au meilleur coût total.
Pourquoi les turbulences et l'aspiration sont si importantes
L'importance des turbulences réside dans le fait que, dans un système d'alimentation ouvert, le métal liquide peut aspirer de l'air, perturber les films d'oxyde et éroder physiquement certaines parties du moule. La documentation de l'IIT sur les procédés de fabrication est particulièrement claire à ce sujet. Elle explique que si le canal d'alimentation n'est pas correctement conique, de l'air peut être aspiré dans le flux de métal à mesure que la vitesse augmente vers le bas. Elle établit également un lien entre l'écoulement turbulent et l'inclusion de scories, l'érosion des parois du moule et l'aspiration d'air. Cette même documentation souligne que la pression dans le flux de liquide ne doit pas devenir négative, ce qui explique précisément pourquoi la conception du canal d'alimentation et le contrôle du débit ne sont pas des détails optionnels.
Les travaux de l'Université de l'Iowa sur la fiabilité des pièces moulées mettent encore plus en évidence ce problème pour l'acier et autres alliages sensibles à l'oxydation. Ils indiquent que l'oxydation du métal en fusion lors du remplissage du moule est une cause majeure d'inclusions et qu'un système d'alimentation défectueux favorise la production de pièces moulées impures. Il s'agit d'une observation très pertinente en matière d'approvisionnement. Le système d'alimentation ne consiste pas seulement à remplir la cavité ; il s'agit également de protéger le métal en fusion pendant le remplissage.
Vannes pressurisées et non pressurisées : ce que l’acheteur doit vraiment comprendre
Les ingénieurs de fonderie parlent souvent de systèmes d'alimentation pressurisés ou non pressurisés, mais les acheteurs n'ont généralement pas besoin de cette terminologie s'ils n'en comprennent pas les conséquences. De manière générale, un système non pressurisé tend à augmenter la section de passage totale vers la cavité du moule, ce qui contribue à réduire la vitesse du métal et les turbulences. Les supports pédagogiques sur les systèmes d'alimentation expliquent clairement ce principe et montrent que les systèmes non pressurisés visent généralement à minimiser les turbulences et les risques d'aspiration. Un système plus pressurisé permet un fonctionnement plus complet et un meilleur contrôle du flux, mais sa conception doit être soignée afin d'éviter toute turbulence excessive ou l'introduction de métal endommagé dans la pièce.
Pour les acheteurs, la principale leçon est de ne pas exiger un type de coulée plutôt qu'un autre. Il est plus pertinent de se demander si le système d'alimentation de la fonderie est adapté à l'alliage, à l'épaisseur de la section et au risque de défaut de la pièce. En fonderie à cire perdue, par exemple, les travaux de l'Université de l'Iowa sur l'alimentation par pression naturelle soulignent que le système d'alimentation doit être entièrement rempli avant que le métal ne pénètre dans les canaux et que la conception doit permettre de contenir le métal endommagé en tête de coulée plutôt que de l'envoyer directement dans la pièce. Cet objectif est très différent de la simple idée que “ des canaux de petite taille permettent d'économiser du métal ”.
Pourquoi le système d'alimentation change-t-il avec le processus de coulée ?
La même logique d'alimentation ne s'applique pas de la même manière à toutes les méthodes de fonderie. En fonderie en sable, l'alimentation doit être compatible avec un moule relativement souple, un remplissage par gravité et une forte préoccupation pour la turbulence, l'érosion et le rendement. En fonderie à cire perdue, le système d'alimentation est souvent plus intégré à la structure de la grappe et de la coquille, et l'acheteur recherche généralement un compromis entre propreté, comportement de remplissage de la coquille et rendement, d'une part, et précision et densité de la pièce, d'autre part. L'étude sur la fonderie à cire perdue sous pression naturelle mentionnée précédemment est utile car elle montre que, même dans ce procédé, une modification de la logique d'alimentation peut altérer l'entraînement d'air et le comportement de remplissage suffisamment pour justifier une refonte.
En fonderie sous pression et en moulage permanent, le moule est beaucoup plus rigide et le remplissage est généralement mieux contrôlé par les paramètres de la machine. Cependant, le système d'alimentation reste essentiel car l'épaisseur, l'emplacement et le profil d'écoulement du métal influent directement sur le risque de défauts et la régularité des pièces après usinage. La norme ASTM B108 n'est pas une norme relative aux systèmes d'alimentation, mais elle énonce un principe pratique que les acheteurs doivent garder à l'esprit : le producteur est responsable de la fourniture de pièces moulées en aluminium en moule permanent pouvant être mises en forme et usinées aux dimensions finales, dans les tolérances admissibles, sauf si l'acheteur fournit l'équipement de moulage. Autrement dit, la fonderie est responsable du processus de fabrication permettant d'usiner la pièce et de garantir ses dimensions, et le système d'alimentation fait partie intégrante de cette responsabilité.
Rendement, coût et pourquoi le contrôle d'accès est une décision commerciale
Le rendement est un indicateur clé de l'importance du système d'alimentation pour les acheteurs. Les études de conception sur les pièces moulées en acier définissent le rendement comme le volume ou le poids de la pièce moulée divisé par la quantité totale de métal coulé, y compris les canaux d'alimentation et les masselottes. Ces mêmes études soulignent qu'une conception appropriée des canaux d'alimentation et des masselottes améliore non seulement la maîtrise des défauts, mais aussi les performances de livraison, la productivité et la satisfaction client, car elle réduit les pertes de métal inutiles tout en préservant l'intégrité de la pièce. C'est l'une des raisons pour lesquelles la simulation de processus est aujourd'hui si largement utilisée : le meilleur système d'alimentation est généralement celui qui équilibre rendement et prévention des défauts, et non celui qui optimise l'un ou l'autre.
C’est pourquoi les acheteurs doivent être prudents lorsqu’ils comparent les devis de différentes fonderies. Une fonderie qui propose un poids de pièce moulé inférieur, mais dont le rendement est moins bon, le contrôle du remplissage moins précis ou le risque de retouches plus élevé, ne garantit pas forcément une pièce moins chère au final. Le système d’alimentation influe indirectement sur le coût de la pièce par la stabilité de la qualité, la réduction des rebuts et la régularité d’usinage, et pas seulement par le poids du canal d’alimentation.
Questions que les acheteurs doivent poser avant d'approuver un itinéraire de casting
Un bon acheteur n'a pas besoin de concevoir le système d'alimentation, mais il doit poser suffisamment de questions pour s'assurer que la fonderie l'a correctement conçu. Les questions pertinentes sont d'ordre pratique : où se situent les points d'alimentation par rapport aux surfaces critiques ? La pièce comporte-t-elle de longues sections fines ou des chemins d'écoulement divisés ? Le fournisseur utilise-t-il la simulation pour confirmer le remplissage et les points chauds ? Si la pièce est sensible à l'oxydation ou aux inclusions, quelles mesures sont prises pour réduire les turbulences et protéger le front de coulée ? Si le rendement est un enjeu commercial important, comment la fonderie évalue-t-elle le rapport entre le poids des points d'alimentation et le risque de défauts ? Ces questions sont importantes car un système d'alimentation défaillant est l'une des causes directes d'un remplissage incomplet, d'inclusions et de piégeage gazeux, comme le précise la documentation sur la conception des pièces moulées en acier.
Il est également pertinent de se demander où la pièce sera usinée après la coulée. Même un excellent système d'alimentation ne remplace pas l'usinage des alésages, faces ou surfaces de montage les plus critiques. Dans de nombreux projets, la solution la plus judicieuse consiste à utiliser la coulée pour créer efficacement la géométrie, puis à recourir à l'usinage CNC pour finaliser les interfaces fonctionnelles. C'est précisément ainsi que HDC conçoit son approche. service de coulée de métal et, là où une géométrie plus précise est nécessaire, son service de moulage à la cire perdue. Les pages de HDC consacrées à la fonderie mettent l'accent sur la sélection du procédé et l'usinage ultérieur, ce qui constitue la bonne approche pour les pièces sensibles à l'alimentation : contrôler le remplissage, puis usiner les caractéristiques les plus importantes.
Où HDC s'intègre pour les acheteurs évaluant les solutions de fonderie
Si la pièce est suffisamment complexe pour que la conception du système d'alimentation ait une incidence significative sur sa qualité, HDC se positionne davantage comme fournisseur de solutions de fonderie que comme simple fournisseur d'ébauches. service de fonderie sur mesure, HDC se positionne autour de plusieurs procédés de fonderie afin que le choix du système d'alimentation et du procédé soit adapté à la pièce plutôt qu'à la méthode la plus pratique de la fonderie. Lorsque la pièce exige une grande précision, le service de fonderie à cire perdue de HDC est la solution la plus appropriée. Pour les pièces produites en grande série et mieux adaptées à la fonderie de métaux non ferreux sous pression, le service de fonderie à cire perdue de HDC est la solution la plus appropriée. service de moulage sous pression Il s'agit d'une discussion logique sur le processus. Pour les acheteurs, c'est important car le processus de validation n'est jamais qu'un simple détail de dessin. Il fait partie intégrante du choix.
Questions fréquemment posées
Le système de vannes est-il identique au système de colonnes montantes ?
Pas exactement. Le système d'alimentation contrôle la manière dont le métal pénètre dans le moule et le remplit. Les masselottes alimentent principalement la pièce moulée pendant sa solidification. En pratique, les deux systèmes sont conçus conjointement car la qualité du remplissage et celle de l'alimentation sont liées.
Pourquoi l'emplacement de la porte d'entrée est-il si important ?
L'emplacement de la porte d'injection modifie le schéma de remplissage, la direction du flux de métal, le point de rencontre des deux fronts et les surfaces exposées au métal en premier ou en dernier. Ces effets influent directement sur la turbulence, les inclusions, les défauts de soudure à froid et même le risque de retrait local.
Un acheteur peut-il spécifier le rapport d'ouverture sur le dessin ?
Ce n'est généralement pas la meilleure approche. Les acheteurs doivent préciser les exigences de performance de la pièce moulée (surfaces critiques, défauts admissibles, plan d'usinage et attentes en matière de qualité), tandis que la fonderie se charge de la conception du système d'alimentation permettant d'obtenir ces résultats.
Pourquoi certaines fonderies parlent-elles autant de simulation ?
Le système d'alimentation étant un problème d'écoulement, la simulation permet de visualiser les turbulences, la séquence de remplissage, les points chauds et les inclusions d'air avant les essais de production. Pour les pièces moulées complexes, cela réduit souvent le temps de développement et le risque de défauts.
Conclusion
En fonderie, le système d'alimentation n'est pas qu'un simple canal d'écoulement du métal. C'est un facteur déterminant de la qualité, du rendement et de la stabilité de la pièce moulée. Un bon système d'alimentation assure un remplissage régulier, limite les turbulences et l'aspiration, protège le bain de fusion de l'oxydation et des inclusions, et garantit un rendement commercialement viable. À l'inverse, un mauvais système d'alimentation produit l'effet inverse, même avec un alliage et un outillage adaptés. Pour les acheteurs, il est préférable de ne pas surdimensionner les systèmes d'alimentation eux-mêmes, mais de s'assurer que le fournisseur conçoit le circuit de remplissage en tenant compte des risques réels liés à la pièce. Dans ce cas, la pièce moulée n'est pas seulement remplie correctement ; elle est plus propre, plus stable et plus économique à usiner.