Литниковая система — это не просто путь, по которому расплавленный металл поступает в форму. Это одно из главных технологических решений, определяющее чистоту заполнения отливки, наличие оксидных пленок и включений в детали, унос газов и потери литейного производства в виде брака и массы литниковой системы. В технических справочниках по литью литниковая система описывается как сеть каналов, по которым расплавленный металл поступает в полость формы, но для покупателя более полезное определение проще: литниковая система определяет поведение металла до того, как он станет деталью. Некачественная литниковая система может привести к неполному заполнению, включениям, захвату газов и низкому выходу годной продукции. Качественная литниковая система улучшает контроль потока, чистоту отливки и стабильность процесса.
Вот почему это должно волновать покупателей. Поставщик отливок может предлагать тот же сплав, те же размеры и ту же схему обработки, что и другой поставщик, но если логика литниковой системы слабая, реальным результатом все равно могут стать брак на поздних этапах, нестабильное качество и большие отклонения от партии к партии. С коммерческой точки зрения, литниковая система — это один из моментов, где литейное проектирование напрямую влияет на риск или уверенность в сроках поставки.
Что именно включает в себя система въезда и выезда?
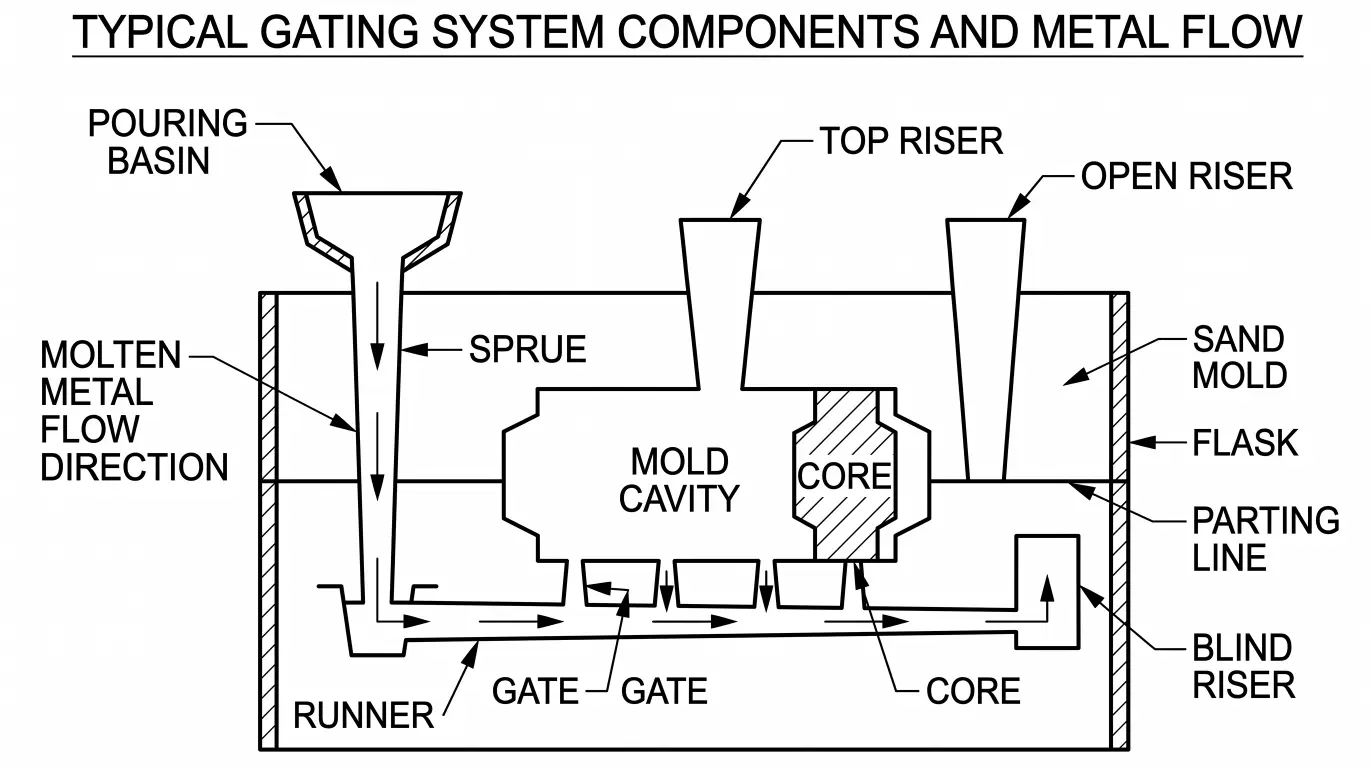
В своей простейшей форме литниковая система включает в себя заливочную чашу, литник, питатель и затвор. В стандартном справочнике по производственным процессам они четко описаны: заливочная чаша принимает металл, литник подает его вниз, питатель перемещает его по форме, а затвор вводит его в полость. В том же справочнике также напоминается, что вентиляционные отверстия и стояки тесно связаны с общей системой заполнения и подачи формы, даже если они не всегда рассматриваются в одном разделе. Для практического применения ключевым моментом является то, что литниковая система представляет собой не просто одно отверстие, а контролируемую сеть потоков.
В производственной работе эта сеть часто включает в себя больше, чем минимально необходимое, согласно учебнику. Фильтры, удлинители литниковых каналов, элементы очистки, расположение дросселей и переливные отверстия могут использоваться в зависимости от сплава и процесса. Покупателям не нужно проектировать их самостоятельно, но им необходимо понимать, что “форма литникового канала” и “расположение литника” — это не просто декоративные решения литейного производства. Это часть плана обеспечения качества.
Чего пытается достичь хорошая система ворот?
Хорошая литниковая система должна одновременно выполнять несколько задач, и эти цели часто противоречат друг другу. Она должна заполнять форму достаточно быстро, чтобы металл не замерз до полного формирования полости. В то же время она должна избегать чрезмерной турбулентности, поскольку турбулентность увеличивает попадание воздуха, образование оксидов, эрозию формы и риск образования включений. В учебных материалах, используемых на курсах по производству, эти цели сформулированы прямо: минимизировать турбулентность, заполнять форму до затвердевания, избегать усадки детали и включать механизм для улавливания неметаллических включений. В исследованиях по проектированию стальных отливок добавляются те же требования в более специфических для процесса терминах: предотвратить аспирацию, обеспечить однонаправленный и плавный поток, максимизировать выход годной продукции и избежать повторного окисления.
Здесь покупателям следует притормозить, прежде чем слишком сильно давить на цену. Очень маленькая литниковая система может улучшить выход металла на бумаге, но если она слишком замедляет заполнение или увеличивает турбулентность, это может фактически сделать деталь дороже из-за потерь, связанных с дефектами. Конструкция литниковой системы, которая выглядит “тяжелой”, может быть расточительной, но слишком «легкая» конструкция может быть гораздо хуже, если она вызывает холодные спайки, включения или дефекты повторного окисления, которые приводят к доработке или отбраковке. Правильная конструкция редко бывает той, в которой меньше всего металла в литнике. Это та, которая обеспечивает наилучшее качество детали при наилучшей общей стоимости.
Почему турбулентность и стремления так важны
Важность турбулентности заключается в том, что жидкий металл в открытой литниковой системе может затягивать воздух в поток, нарушать оксидные пленки и физически разрушать части формы. В материалах IIT, посвященных производственным процессам, этот момент особенно четко обозначен. В них объясняется, что если литник не имеет правильной конусности, воздух может засасываться в поток металла по мере увеличения скорости к нижней части, а также устанавливается связь между турбулентным потоком и включением шлака, эрозией стенок формы и засасыванием воздуха. В тех же материалах отмечается, что давление в потоке жидкости не должно становиться отрицательным, именно поэтому конструкция литника и управление дросселем не являются необязательными деталями.
Исследование Университета Айовы, посвященное надежному литью, еще более остро поднимает этот вопрос для стали и других чувствительных к окислению сплавов. В нем утверждается, что окисление расплава во время заполнения формы является основной причиной значительной части включений, и что некачественная литниковая система облегчает производство “загрязненных отливок”. Это очень важный практический вывод для оптимизации процесса литья. Литниковая система предназначена не только для заполнения полости, но и для защиты расплава во время заполнения.
Герметичные и негерметичные ворота: что покупатель должен действительно понимать.
Инженеры литейного производства часто обсуждают литниковые системы как системы под давлением или без давления, но покупателям обычно не нужна эта терминология, если они не понимают, что именно она меняет. В общих чертах, система без давления, как правило, увеличивает общую площадь поперечного сечения потока в направлении полости формы, что помогает снизить скорость металла и уменьшить турбулентность. Учебные материалы по литниковым системам объясняют это напрямую и показывают, что системы без давления обычно направлены на уменьшение турбулентности и снижение риска аспирации. Более герметичный подход обеспечивает более полную загрузку системы и может способствовать более эффективному контролю потока, но его необходимо тщательно проектировать, чтобы он не создавал чрезмерной турбулентности и не заносил поврежденный металл в деталь.
Для покупателей главный урок заключается не в том, чтобы требовать тот или иной тип литников изолированно. Лучше спросить, соответствует ли подход литейного цеха к литниковой системе сплаву, толщине сечения и риску дефектов детали. Например, в литье по выплавляемым моделям исследования Университета Айовы, посвященные естественному давлению в литниковой системе, подчеркивают, что система литников должна быть полностью заполнена до того, как металл попадет в литники, и что конструкция должна способствовать удержанию поврежденного металла, а не направлять его непосредственно в отливку. Это совершенно иная цель, чем простое “маленькие литники экономят металл”.
Почему система литниковых каналов меняется в процессе литья?
Одинаковая логика литниковой системы не применима одинаково ко всем методам литья. При литье в песчаные формы литниковая система должна работать с относительно податливой формой, заполнением под действием силы тяжести и с учетом турбулентности, эрозии и предела текучести. При литье по выплавляемым моделям система литников часто более интегрирована с литниковой и оболочечной структурой, и покупатель обычно балансирует между чистотой, поведением при заполнении оболочечной структуры и пределом текучести с точностью и плотностью детали. Упомянутое ранее исследование литья по выплавляемым моделям под естественным давлением полезно, поскольку оно показывает, что даже в рамках литья по выплавляемым моделям изменение логики литниковой системы может изменить поведение при захвате воздуха и заполнении формы настолько, чтобы оправдать перепроектирование.
При литье под давлением и в постоянных формах форма гораздо более жесткая, а заполнение обычно более точно контролируется параметрами станка, но литниковая система по-прежнему остается центральным элементом, поскольку толщина литника, его расположение и характер потока напрямую влияют на риск дефектов и стабильность после механической обработки. Стандарт ASTM B108 не является стандартом по литниковой системе, но в нем изложен практический принцип, который следует помнить покупателям: производитель несет ответственность за поставку алюминиевых отливок для постоянных форм, которые могут быть размечены и обработаны до готовых размеров в пределах допустимых отклонений, если только покупатель не предоставляет оборудование для изготовления форм. Другими словами, литейный завод владеет технологическим процессом, необходимым для обработки детали и обеспечения приемлемых размеров, и литниковая система является частью этой ответственности.
Урожайность, стоимость и почему регулирование вырубки является коммерческим решением.
Выход годной продукции — это то, где литниковая система становится очень заметной для покупателей. В исследованиях конструкции стальных отливок выход годной продукции определяется как объем или вес отливки, деленный на общее количество отлитого металла, включая литниковую систему и питатели. Те же исследования показывают, что правильная конструкция литниковой системы и питателей улучшает не только контроль дефектов, но и показатели сроков поставки, производительность и удовлетворенность клиентов, поскольку они уменьшают ненужные потери металла, сохраняя при этом целостность детали. Это одна из причин, почему моделирование технологических процессов так широко используется сейчас: наилучшая литниковая система обычно — это та, которая уравновешивает выход годной продукции и предотвращение дефектов, а не та, которая оптимизирует только один из этих параметров.
Именно поэтому покупателям следует быть осторожными при сравнении предложений от разных литейных заводов. Завод, предлагающий меньший вес отливки, но имеющий худший контроль выхода годной продукции, более слабый контроль заполнения или больший риск доработки, не обязательно предложит в итоге более дешевую деталь. Литниковая система влияет на стоимость детали косвенно, через стабильность качества, брак и стабильность обработки, а не только через вес литников.
Что следует уточнить у покупателей перед утверждением маршрута литья?
Хороший покупатель не обязан проектировать литниковую систему, но он должен задать достаточно вопросов, чтобы понять, правильно ли литейное производство ее спроектировало. Полезные вопросы носят практический характер. Где расположены литники относительно критических поверхностей? Имеет ли деталь длинные тонкие участки или разветвленные пути потока? Использует ли поставщик моделирование для подтверждения характера заполнения и наличия горячих точек? Если деталь чувствительна к окислению или включениям, что делается для уменьшения турбулентности и защиты переднего фронта металла? Если выход годной продукции является важным коммерческим вопросом, как литейное производство балансирует вес литниковой системы с риском дефектов? Эти вопросы важны, потому что некачественная литниковая система является одной из непосредственных причин неполного заполнения, включений и захвата газов, как это прямо указано в литературе по проектированию литья стали.
Также стоит поинтересоваться, где еще будет производиться механическая обработка детали после литья. Даже очень хорошая литниковая система не заменяет механическую обработку наиболее важных отверстий, поверхностей или монтажных поверхностей. Во многих проектах наиболее разумным решением является использование литья для эффективного создания геометрии, а затем использование станков с ЧПУ для фиксации функциональных соединений. Именно так компания HDC позиционирует свою продукцию. услуги литья металла а там, где требуется более жесткая геометрия, его литье по выплавляемым моделям. На страницах HDC, посвященных литью, особое внимание уделяется выбору процесса и последующей механической обработке, что является правильным подходом к деталям, чувствительным к литниковым системам: сначала контролируется заполнение, а затем обрабатываются наиболее важные элементы.
Место компании HDC для покупателей, оценивающих решения в области литья.
Если деталь достаточно сложная, и конструкция литниковой системы существенно повлияет на качество, компания HDC лучше всего подходит в качестве поставщика решений для литья, а не просто источника литых заготовок. Благодаря своим услуги по литью металла на заказ, Компания HDC ориентируется на различные методы литья, поэтому выбор литниковой системы и процесса может соответствовать конкретной детали, а не зависеть от наиболее удобного для литейного цеха метода. Когда деталь требует более высокой точности, услуга литья по выплавляемым моделям HDC является более подходящим вариантом. Когда деталь изготавливается в больших объемах и лучше подходит для литья цветных металлов под давлением, HDC предлагает другие варианты. литье под давлением Это логичный процесс обсуждения. Для покупателей это важно, потому что ворота — это не просто деталь чертежа. Это часть процесса выбора.
Часто задаваемые вопросы
Система затворов идентична системе стояков?
Не совсем. Литниковая система контролирует подачу металла в форму и ее заполнение. Приток металла через питатели в основном обеспечивает подачу металла в отливку во время затвердевания. На практике эти две системы проектируются вместе, поскольку качество заполнения и качество подачи металла взаимосвязаны.
Почему расположение ворот имеет такое большое значение?
Расположение литникового канала изменяет характер заполнения, направление потока металла, место встречи двух фронтов и то, какие поверхности первыми или последними контактируют с металлом. Эти эффекты напрямую влияют на турбулентность, включения, холодные спайки и даже риск локальной усадки.
Может ли покупатель указать коэффициент затвора на чертеже?
Обычно это не самый лучший подход. Покупатели должны указать требования к характеристикам отливки — критически важные поверхности, допустимые дефекты, схему обработки и ожидания по качеству, — в то время как литейный завод берет на себя ответственность за конструкцию литниковой системы, обеспечивающую достижение этих результатов.
Почему некоторые литейные компании так много говорят о моделировании?
Поскольку литниковая система представляет собой проблему, связанную с потоком материала, моделирование помогает выявить турбулентность, последовательность заполнения, горячие точки и попадание воздуха до начала производственных испытаний. Для сложных отливок это часто сокращает как время разработки, так и риск возникновения дефектов.
Вывод
Система литников в литье — это не просто канал подачи металла. Это один из важнейших факторов, определяющих качество отливки, выход годной продукции и стабильность на последующих этапах производства. Хорошая система литников обеспечивает плавное заполнение расплава металлом, ограничивает турбулентность и аспирацию, защищает расплав от окисления и включения, а также поддерживает выход годной продукции, который по-прежнему экономически целесообразен. Плохая система литников оказывает противоположный эффект, даже если сплав и оснастка подобраны правильно. Для покупателей наиболее полезным подходом является не излишнее усложнение конструкции самих литников, а обеспечение того, чтобы поставщик четко проектировал канал заполнения, учитывая реальные риски, связанные с деталью. При правильном подходе результатом является не просто отливка с полным заполнением, а более чистая, стабильная и экономичная в обработке отливка.






