Ein Anguss-System ist nicht nur der Weg, den flüssiges Metall in die Form nimmt. Es ist eine der wichtigsten Prozessentscheidungen, die darüber entscheidet, ob das Gussteil sauber gefüllt wird, ob Oxidschichten und Einschlüsse in das Bauteil gelangen, ob Gas eingeschlossen wird und ob die Gießerei zu viel Metall durch Ausschuss und Angussverluste verliert. Fachliteratur beschreibt das Anguss-System als das Leitungsnetz, durch das flüssiges Metall in den Formhohlraum gelangt. Für den Käufer ist die Definition jedoch einfacher und hilfreicher: Das Anguss-System bestimmt das Verhalten des Metalls, bevor es zum fertigen Bauteil wird. Ein mangelhaftes Anguss-System kann zu unvollständiger Füllung, Einschlüssen, Gaseinschlüssen und geringer Ausbeute führen. Ein gutes Anguss-System verbessert die Fließkontrolle, die Reinheit des Gussteils und die Prozessstabilität.
Deshalb sollten Käufer darauf achten. Ein Gießereilieferant mag dieselbe Legierung, dieselben Abmessungen und denselben Bearbeitungsplan wie ein anderer anbieten, doch wenn die Angussplanung mangelhaft ist, kann das Ergebnis dennoch verspäteten Ausschuss, instabile Qualität und größere Chargenabweichungen sein. Wirtschaftlich gesehen ist die Angussplanung einer der Punkte, an denen sich die Leistung der Gießereitechnik direkt in Lieferrisiko oder Lieferzuverlässigkeit niederschlägt.
Was das Gate-System tatsächlich beinhaltet
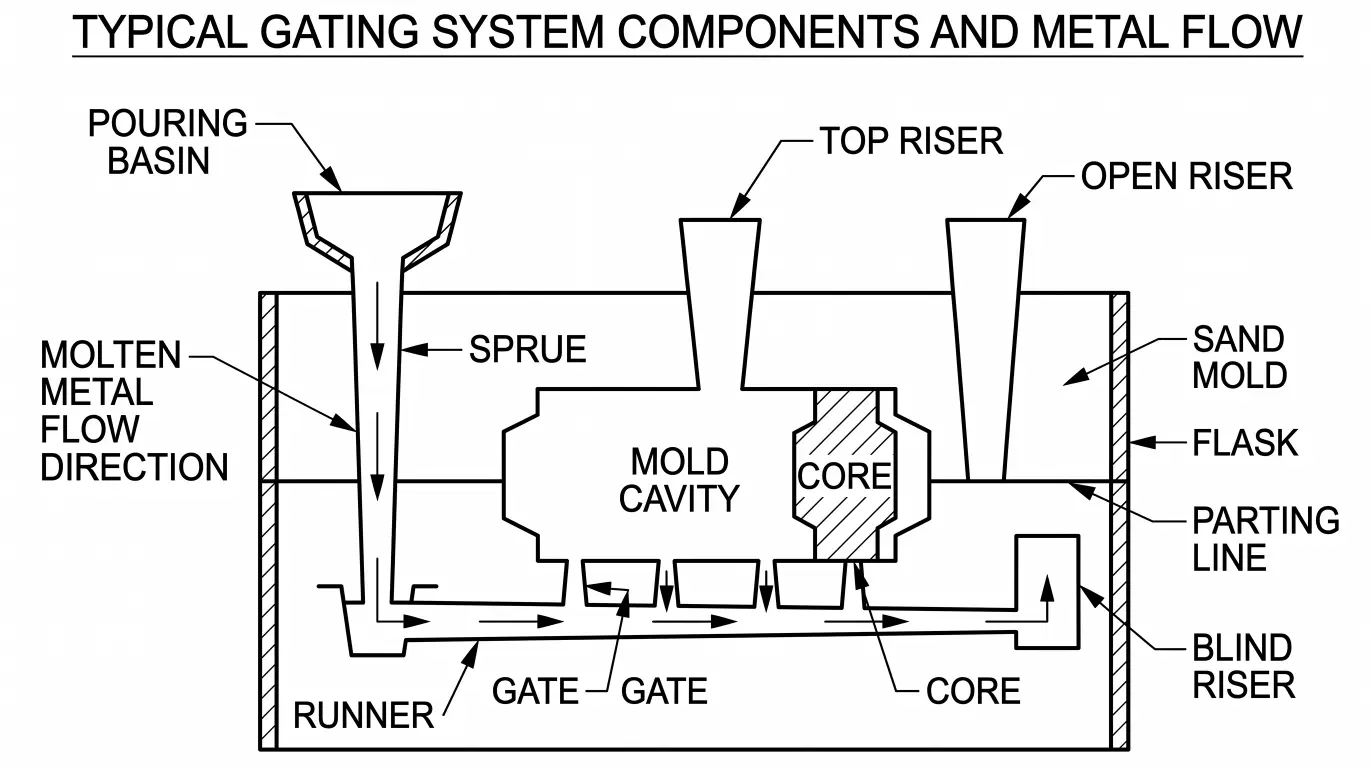
Das Anguss-System besteht in seiner einfachsten Form aus Gießbecken, Angusskanal, Verteiler und Anschnitt. Ein Standardwerk für Fertigungsverfahren beschreibt diese Komponenten klar: Das Gießbecken nimmt das Metall auf, der Angusskanal transportiert es nach unten, der Verteiler führt es durch die Form und der Anschnitt leitet es in den Formhohlraum ein. Dasselbe Werk weist auch darauf hin, dass Entlüftungsöffnungen und Steigrohre eng mit dem gesamten Formfüll- und Zuführungssystem verbunden sind, auch wenn sie nicht immer unter demselben Begriff aufgeführt werden. Für die praktische Beschaffung ist entscheidend, dass das Anguss-System nicht nur aus einer einzigen Öffnung besteht. Es ist ein kontrolliertes Materialflusssystem.
In der Serienfertigung umfasst dieses Netzwerk oft mehr als das in Lehrbüchern beschriebene Minimum. Filter, Angussverlängerungen, Abstreifer, Drosselstellen und Überläufe können je nach Legierung und Prozess zum Einsatz kommen. Käufer müssen diese nicht selbst konstruieren, sollten aber verstehen, dass die Form des Angusskanals und die Lage des Angusses keine rein kosmetischen Entscheidungen der Gießerei sind. Sie sind Teil des Qualitätskonzepts.
Was ein gutes Gate-System erreichen will
Ein gutes Anguss-System muss mehrere Aufgaben gleichzeitig erfüllen, wobei diese Ziele oft im Widerspruch zueinander stehen. Es muss die Form schnell genug füllen, damit das Metall nicht erstarrt, bevor der Formhohlraum vollständig ausgefüllt ist. Gleichzeitig muss es übermäßige Turbulenzen vermeiden, da diese den Lufteintrag, die Oxidbildung, die Formerosion und das Risiko von Einschlüssen erhöhen. Lehrmaterialien in Fertigungskursen benennen diese Ziele direkt: Minimierung von Turbulenzen, Befüllung vor der Erstarrung, Vermeidung von Schwindung im Bauteil und Integration eines Mechanismus zum Auffangen nichtmetallischer Einschlüsse. Konstruktionsstudien für Stahlgussteile ergänzen diese Anforderungen in prozessspezifischerer Form: Vermeidung von Aspiration, Förderung eines gerichteten und gleichmäßigen Materialflusses, Maximierung der Ausbeute und Vermeidung von Reoxidation.
Hier sollten Käufer vorsichtig sein und nicht zu stark auf den Preis drängen. Ein sehr kleines Anguss-System mag zwar auf dem Papier die Materialausbeute verbessern, doch wenn es die Füllung zu stark verlangsamt oder Turbulenzen erhöht, kann es das Bauteil durch fehlerhafte Verluste sogar verteuern. Ein scheinbar “schweres” Anguss-Design mag verschwenderisch sein, aber ein zu schlankes Design kann weitaus schlimmer sein, wenn es Kaltverklebungen, Einschlüsse oder Reoxidationsfehler verursacht, die Nacharbeit oder Ausschuss erfordern. Das richtige Design ist selten das mit dem geringsten Materialanteil im Angusskanal. Es ist dasjenige, das die beste Bauteilqualität zu den besten Gesamtkosten liefert.
Warum Turbulenzen und Bestrebungen so wichtig sind
Turbulenzen sind deshalb relevant, weil flüssiges Metall in einem offenen Angusskanal Luft in den Metallstrom ziehen, Oxidschichten stören und Teile der Form physikalisch erodieren kann. Die Dokumentation zum Herstellungsprozess des IIT verdeutlicht diesen Punkt besonders. Sie erklärt, dass bei einer nicht korrekt konischen Form des Angusskanals Luft in den Metallstrom gelangen kann, da die Strömungsgeschwindigkeit zum Boden hin zunimmt. Außerdem wird ein Zusammenhang zwischen turbulenter Strömung und Schlackeneinschlüssen, Formwanderosion und Luftansaugung hergestellt. Die Dokumentation weist darauf hin, dass der Druck im Metallstrom nicht negativ werden darf. Genau deshalb sind die Gestaltung des Angusskanals und die Drosselkontrolle unerlässlich.
Die Forschung der University of Iowa zu zuverlässigen Gussteilen verdeutlicht dieses Problem insbesondere für Stahl und andere oxidationsempfindliche Legierungen. Sie zeigt auf, dass die Oxidation der Schmelze während des Formfüllens eine Hauptursache für einen erheblichen Teil der Einschlüsse ist und dass eine mangelhafte Angussführung die Herstellung von fehlerhaften Gussteilen begünstigt. Dies ist eine sehr praxisrelevante Erkenntnis für die Materialbeschaffung. Bei der Angussführung geht es nicht nur darum, den Formhohlraum zu füllen, sondern auch darum, die Schmelze während des Füllvorgangs zu schützen.
Druckbeaufschlagte und drucklose Absperrventile: Was der Käufer wirklich verstehen sollte
Gießereiingenieure sprechen oft von Angussverfahren mit und ohne Druckbeaufschlagung. Käufer benötigen diese Terminologie jedoch in der Regel nur, wenn sie die Unterschiede verstehen. Vereinfacht gesagt, vergrößert ein System ohne Druckbeaufschlagung die Gesamtflussfläche in Richtung Formhohlraum, was die Metallgeschwindigkeit senkt und Turbulenzen reduziert. Schulungsmaterialien zum Thema Angussbeaufschlagung erläutern dies und zeigen, dass Systeme ohne Druckbeaufschlagung in der Regel auf geringere Turbulenzen und ein niedrigeres Ansaugrisiko abzielen. Ein System mit höherem Druck sorgt für einen volleren Systemlauf und ermöglicht eine präzisere Flusssteuerung. Es muss jedoch sorgfältig konstruiert werden, um übermäßige Turbulenzen zu vermeiden und beschädigtes Metall nicht in das Bauteil einzubringen.
Für Käufer liegt die wichtigste Erkenntnis darin, nicht isoliert nach dem einen oder anderen Verfahren zu fordern. Entscheidender ist, ob das Angussverfahren der Gießerei zur Legierung, Wandstärke und dem Fehlerrisiko des Bauteils passt. Beim Feinguss beispielsweise betont die Forschung der University of Iowa zum Thema natürlicher Druckanguss, dass das Angusssystem vollständig gefüllt sein sollte, bevor das Metall in die Angüsse gelangt, und dass die Konstruktion dazu beitragen sollte, überschüssiges, beschädigtes Metall aufzufangen, anstatt es direkt in das Gussteil zu leiten. Dies ist ein ganz anderes Ziel als die einfache Annahme “Kleine Angüsse sparen Material”.
Warum sich das Anguss-System mit dem Gießprozess ändert
Die gleiche Angusslogik ist nicht auf alle Gießverfahren gleichermaßen anwendbar. Beim Sandguss muss der Anguss mit einer relativ nachgiebigen Form, Schwerkraftfüllung und der Berücksichtigung von Turbulenzen, Erosion und Materialergiebigkeit funktionieren. Beim Feinguss ist das Angusssystem oft stärker in die Baum- und Schalenstruktur integriert, und der Auftraggeber muss in der Regel Reinheit, Schalenfüllung und Ausbeute gegen Präzision und Teiledichte abwägen. Die bereits erwähnte Studie zum Feinguss unter natürlichem Druck ist hilfreich, da sie zeigt, dass selbst beim Feinguss eine Änderung der Angusslogik den Lufteinschluss und das Füllverhalten so stark beeinflussen kann, dass eine Neukonstruktion gerechtfertigt ist.
Beim Druckgießen und Kokillenguss ist die Form deutlich steifer und die Füllung in der Regel besser durch Maschinenparameter gesteuert. Dennoch spielt die Angussführung eine zentrale Rolle, da Angussdicke, Angusslage und Fließverhalten das Fehlerrisiko und die Nachbearbeitungsgenauigkeit direkt beeinflussen. ASTM B108 ist zwar keine Norm für die Angussführung, legt aber einen praktischen Grundsatz fest, den Käufer beachten sollten: Der Hersteller ist verantwortlich für die Lieferung von Aluminium-Kokillengussteilen, die sich innerhalb zulässiger Toleranzen auf die gewünschten Endmaße bearbeiten lassen, es sei denn, der Käufer stellt die Formausrüstung bereit. Anders ausgedrückt: Die Gießerei ist für den Prozessablauf verantwortlich, der die Bearbeitbarkeit und Maßhaltigkeit des Teils gewährleistet, und die Angussführung gehört zu dieser Verantwortung.
Ertrag, Kosten und warum die Begrenzung der Fördermenge eine wirtschaftliche Entscheidung ist
Die Ausbeute ist der Punkt, an dem die Angussführung für Käufer besonders deutlich wird. Konstruktionsstudien zu Stahlgussteilen definieren die Ausbeute als das Gussvolumen bzw. -gewicht geteilt durch die gesamte gegossene Metallmenge, einschließlich Anguss und Speiser. Dieselben Studien zeigen, dass eine geeignete Anguss- und Speiserkonstruktion nicht nur die Fehlerkontrolle verbessert, sondern auch die Lieferfähigkeit, die Produktivität und die Kundenzufriedenheit erhöht, da sie unnötigen Materialverlust reduziert und gleichzeitig die Bauteilintegrität gewährleistet. Dies ist einer der Gründe, warum Prozesssimulationen heute so weit verbreitet sind: Das beste Angusssystem ist in der Regel dasjenige, das Ausbeute und Fehlervermeidung in Einklang bringt, und nicht dasjenige, das nur eines von beiden optimiert.
Aus diesem Grund sollten Käufer Angebote verschiedener Gießereien sorgfältig vergleichen. Eine Gießerei, die ein niedrigeres Gussgewicht angibt, aber eine geringere Ausbeute, eine schwächere Füllkontrolle oder ein höheres Nacharbeitsrisiko aufweist, liefert nicht zwangsläufig ein günstigeres Bauteil. Die Angusstechnik beeinflusst die Bauteilkosten indirekt durch Qualitätsstabilität, Ausschuss und Bearbeitungsgenauigkeit, nicht nur durch das Angussgewicht.
Was Käufer fragen sollten, bevor sie einer Castingroute zustimmen
Ein guter Käufer muss das Anguss-System nicht selbst entwerfen, sollte aber genügend Fragen stellen, um zu verstehen, ob die Gießerei es fachgerecht konstruiert hat. Die relevanten Fragen sind praxisorientiert: Wo befinden sich die Angüsse relativ zu den kritischen Oberflächen? Weist das Bauteil lange, dünne Abschnitte oder geteilte Fließwege auf? Nutzt der Lieferant Simulationen, um das Füllmuster und mögliche Hotspots zu überprüfen? Wenn das Bauteil oxidations- oder einschlussempfindlich ist, welche Maßnahmen werden ergriffen, um Turbulenzen zu reduzieren und die Metallfront zu schützen? Wenn die Ausbeute ein wichtiger wirtschaftlicher Faktor ist, wie wägt die Gießerei das Gewicht des Angusses gegen das Fehlerrisiko ab? Diese Fragen sind wichtig, da ein mangelhaftes Anguss-System eine der direkten Ursachen für unvollständige Füllung, Einschlüsse und Gaseinschlüsse ist, wie die Fachliteratur zum Stahlguss-Design ausdrücklich belegt.
Es lohnt sich auch zu fragen, wo das Teil nach dem Gießen noch nachbearbeitet wird. Selbst ein sehr gutes Anguss-System kann die Bearbeitung der kritischsten Bohrungen, Flächen oder Montageflächen nicht ersetzen. In vielen Projekten ist es am sinnvollsten, die Geometrie effizient durch Gießen zu erzeugen und anschließend die funktionalen Schnittstellen per CNC-Bearbeitung zu fixieren. Genau so verfolgt HDC seinen Ansatz. Metallgussservice und, wo eine engere Geometrie erforderlich ist, seine Feinguss-Service. Die Gießseiten von HDC betonen die Auswahl des Verfahrens plus die Nachbearbeitung, was der richtige Ansatz für anschnittempfindliche Teile ist: die Füllung kontrollieren und dann die wichtigsten Merkmale bearbeiten.
Wo HDC für Käufer in Frage kommt, die Gusslösungen bewerten
Wenn das Bauteil so komplex ist, dass die Angussgestaltung die Qualität wesentlich beeinflusst, eignet sich HDC am besten als Anbieter von Gießlösungen und nicht nur als Lieferant von Gussrohlingen. Durch seine Kundenspezifischer Metallguss, HDC positioniert sich mit verschiedenen Gießverfahren, sodass die Anguss- und Prozesswahl optimal auf das Bauteil abgestimmt werden kann und nicht auf die bequemste Methode der Gießerei. Bei Bauteilen mit hohen Präzisionsanforderungen ist der Feinguss von HDC die geeignetere Methode. Bei großen Stückzahlen, die sich besser für den druckunterstützten Nichteisenmetallguss eignen, bietet HDC hingegen … Druckgussservice Dies ist der logische Gesprächsprozess. Für Käufer ist das wichtig, denn die Festlegung von Genehmigungsphasen ist nie nur ein Detail in der Zeichnung. Sie ist Teil der Prozesswahl.
Häufig gestellte Fragen
Ist das Gießsystem identisch mit dem Steigleitungssystem?
Nicht ganz. Das Anguss-System steuert den Metallzufluss und die Formfüllung. Steiger speisen das Gussteil hauptsächlich während der Erstarrung. In der Praxis werden beide Systeme gemeinsam ausgelegt, da Füll- und Speisequalität eng miteinander verknüpft sind.
Warum ist der Standort des Gates so wichtig?
Da die Position des Angusses das Füllmuster, die Richtung des Metallflusses, den Treffpunkt zweier Fronten und die Oberflächen, die zuerst oder zuletzt mit Metall in Berührung kommen, beeinflusst, wirken sich diese Effekte direkt auf Turbulenzen, Einschlüsse, Kaltschweißungen und sogar das Risiko lokaler Schwindung aus.
Kann der Käufer das Übersetzungsverhältnis in der Zeichnung festlegen?
Das ist in der Regel nicht der beste Ansatz. Käufer sollten die Leistungsanforderungen an das Gussteil – kritische Oberflächen, zulässige Fehler, Bearbeitungsplan und Qualitätserwartungen – festlegen, während die Gießerei die Verantwortung für die Angussgestaltung übernimmt, die diese Ergebnisse liefert.
Warum sprechen manche Gießereien so viel über Simulationen?
Da die Angussbildung ein Strömungsproblem darstellt, hilft die Simulation, Turbulenzen, Füllreihenfolge, Hotspots und Lufteinschlüsse vor Produktionsversuchen aufzuzeigen. Bei komplexen Gussteilen reduziert dies häufig sowohl die Entwicklungszeit als auch das Fehlerrisiko.
Fazit
Ein Anguss-System im Gießprozess ist nicht nur ein Materialtransportweg. Es ist einer der wichtigsten Faktoren für Gussqualität, Ausbeute und Stabilität in der Weiterverarbeitung. Ein gutes Anguss-System sorgt für einen gleichmäßigen Materialfluss, minimiert Turbulenzen und Aspirationen, schützt die Schmelze vor Oxidation und Einschlüssen und ermöglicht eine wirtschaftlich sinnvolle Ausbeute. Ein mangelhaftes Anguss-System bewirkt das Gegenteil, selbst bei optimaler Legierung und Werkzeugausstattung. Für Einkäufer ist es daher ratsam, nicht die Angüsse selbst zu überdimensionieren, sondern sicherzustellen, dass der Lieferant den Gießprozess unter Berücksichtigung der tatsächlichen Risiken des Bauteils plant. Gelingt dies, erhält man nicht nur ein Gussteil, das sich gut füllen lässt, sondern ein saubereres, stabileres und wirtschaftlich weiterzubearbeitendes Gussteil.






