نظام الصب ليس مجرد مسار يسلكه المعدن المنصهر إلى القالب، بل هو أحد أهم قرارات العملية التي تتحكم في امتلاء المسبوكة بشكل كامل، وفي دخول طبقات الأكسيد والشوائب إلى القطعة، وفي احتباس الغازات، وفي هدر كميات كبيرة من المعدن في الخردة ووزن الصب. تصف المراجع الفنية للصب نظام الصب بأنه شبكة القنوات التي يدخل من خلالها المعدن المنصهر إلى تجويف القالب، ولكن بالنسبة للمشتري، التعريف الأبسط والأكثر فائدة هو: نظام الصب هو الذي يحدد سلوك المعدن قبل أن يصبح القطعة النهائية. قد يؤدي سوء نظام الصب إلى عدم اكتمال الامتلاء، وظهور الشوائب، واحتباس الغازات، وانخفاض الإنتاجية. أما نظام الصب الجيد فيُحسّن التحكم في التدفق، ونظافة المسبوكة، واستقرار العملية.
لهذا السبب ينبغي على المشترين الاهتمام. قد يُقدّم موردٌ لقطع الصب نفس السبيكة، ونفس الأبعاد، ونفس خطة التشغيل التي يُقدّمها موردٌ آخر، ولكن إذا كانت آلية التحكم في الصب ضعيفة، فقد تكون النتيجة النهائية هي تلف متأخر، وجودة غير مستقرة، وتفاوت أكبر بين الدفعات. من الناحية التجارية، يُعدّ التحكم في الصب أحد المجالات التي تتحوّل فيها هندسة المسابك مباشرةً إلى مخاطر أو ضمانات للتسليم.
ما يتضمنه نظام البوابات فعليًا
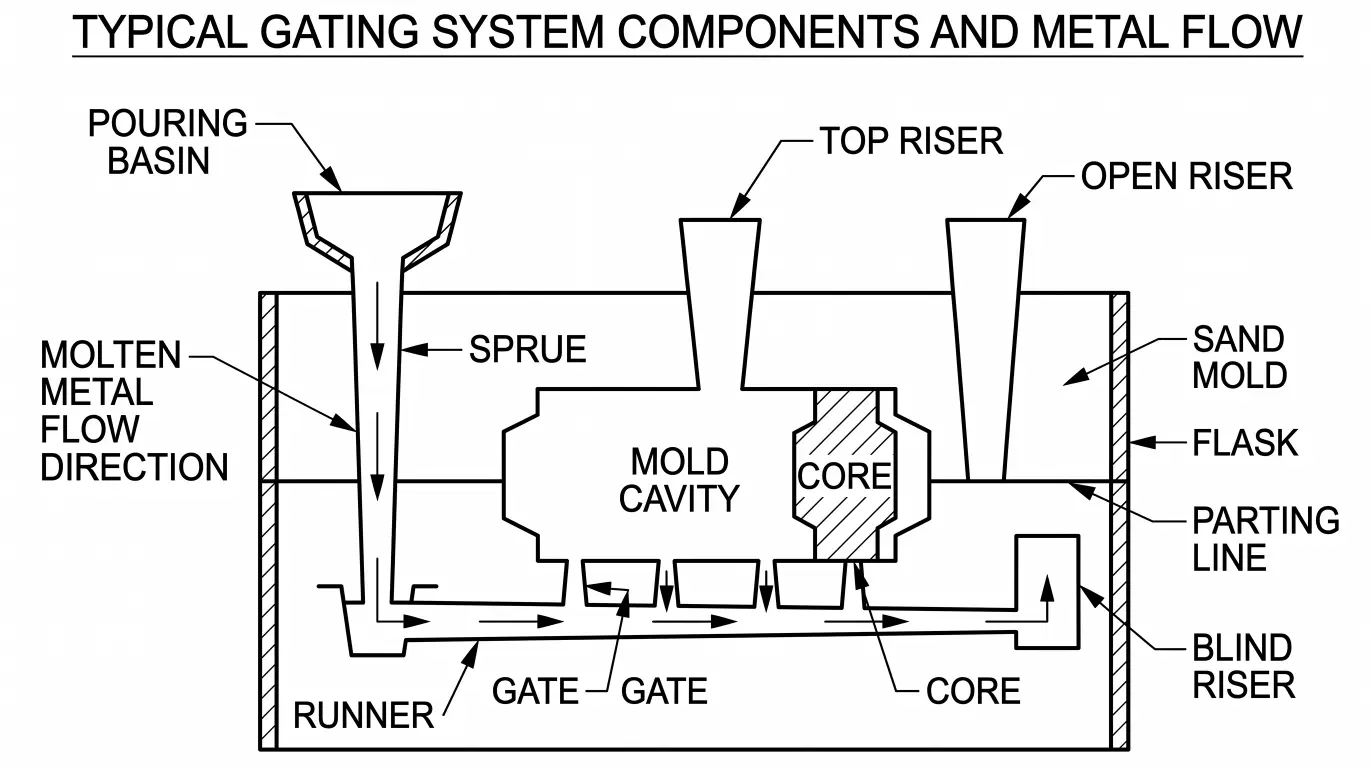
في أبسط صوره، يتألف نظام الصب من حوض الصب، وقناة الصب، وقناة التغذية، والبوابة. ويصف مرجع قياسي لعمليات التصنيع هذه المكونات بوضوح: يستقبل حوض الصب المعدن، وتنقله قناة الصب إلى الأسفل، وتنقله قناة التغذية عبر القالب، وتُدخله البوابة إلى التجويف. ويُذكّرنا المرجع نفسه أيضًا بأن فتحات التهوية وقنوات التغذية مرتبطة ارتباطًا وثيقًا بنظام ملء القالب وتغذيته، حتى وإن لم تُذكر دائمًا تحت نفس العنوان. ولأغراض التوريد العملي، تكمن النقطة الأساسية في أن نظام الصب ليس مجرد فتحة واحدة، بل هو شبكة تدفق مُتحكَّم بها.
في أعمال الإنتاج، غالبًا ما تتضمن هذه الشبكة أكثر من الحد الأدنى النظري. قد تُستخدم المرشحات، وامتدادات قنوات التوزيع، وميزات الكشط، ومواقع الاختناق، ومنافذ الفائض، وذلك حسب نوع السبيكة وعملية التصنيع. لا يحتاج المشترون إلى تصميم هذه العناصر بأنفسهم، ولكن عليهم أن يدركوا أن "شكل قناة التوزيع" و"موقع البوابة" ليسا مجرد خيارات تجميلية في المسبك، بل هما جزء لا يتجزأ من خطة الجودة.
ما الذي يسعى نظام البوابات الجيد إلى تحقيقه؟
يجب أن يؤدي نظام الصب الجيد عدة وظائف في آن واحد، وغالبًا ما تتعارض هذه الأهداف. يجب أن يملأ القالب بسرعة كافية لضمان عدم تجمد المعدن قبل اكتمال التجويف. في الوقت نفسه، يجب تجنب الاضطراب المفرط، لأن الاضطراب يزيد من دخول الهواء، وتكوّن الأكاسيد، وتآكل القالب، وخطر الشوائب. تنص المواد التعليمية المستخدمة في دورات التصنيع على هذه الأهداف بشكل مباشر: تقليل الاضطراب، وملء القالب قبل التصلب، وتجنب انكماش القطعة، وتضمين آلية ما لحجز الشوائب غير المعدنية. تضيف دراسات تصميم مصبوبات الصلب نفس المتطلبات بعبارات أكثر تحديدًا للعملية: منع التسرب، وتشجيع التدفق أحادي الاتجاه والسلس، وزيادة الإنتاجية إلى أقصى حد، وتجنب إعادة الأكسدة.
هنا ينبغي على المشترين التريث قبل الضغط بشدة على السعر. قد يُحسّن نظام البوابات الصغير جدًا من إنتاجية المعدن نظريًا، ولكن إذا أبطأ عملية التعبئة بشكل مفرط أو زاد من الاضطراب، فقد يُؤدي ذلك في الواقع إلى زيادة تكلفة القطعة بسبب الخسائر الناتجة عن العيوب. قد يكون تصميم البوابات الذي يبدو "ثقيلًا" مُهدرًا، ولكن تصميم البوابات الذي يبدو "بسيطًا" جدًا قد يكون أسوأ بكثير إذا تسبب في إغلاق بارد، أو شوائب، أو عيوب إعادة أكسدة تُجبر على إعادة العمل أو الرفض. نادرًا ما يكون التصميم الأمثل هو الذي يحتوي على أقل كمية من المعدن في قناة التغذية، بل هو الذي يُعطي أفضل جودة للقطعة بأفضل تكلفة إجمالية.
لماذا يُعدّ الاضطراب والطموح مهمين للغاية
تكمن أهمية الاضطراب في أن المعدن السائل في نظام الصب المفتوح قد يسحب الهواء إلى مجرى المعدن، مما يؤدي إلى اضطراب طبقات الأكسيد وتآكل أجزاء من القالب. وتوضح مواد عملية التصنيع الصادرة عن معهد IIT هذه النقطة بشكل جليّ، إذ تشرح أنه في حال عدم تضييق قناة الصب بشكل صحيح، قد يُسحب الهواء إلى مجرى المعدن مع ازدياد السرعة باتجاه الأسفل، كما تربط هذه المواد بين التدفق المضطرب وتكوّن الخبث وتآكل جدران القالب وسحب الهواء. وتشير المادة نفسها إلى ضرورة عدم انخفاض الضغط في مجرى المعدن السائل إلى ما دون الصفر، وهذا تحديدًا ما يجعل تصميم قناة الصب والتحكم في الاختناق من التفاصيل الأساسية التي لا غنى عنها.
تُبرز دراسة جامعة أيوا حول المسبوكات الموثوقة هذه المشكلة بشكلٍ أوضح بالنسبة للفولاذ والسبائك الأخرى الحساسة للأكسدة. وتشير الدراسة إلى أن أكسدة المعدن المنصهر أثناء ملء القالب هي السبب الرئيسي لظهور نسبة كبيرة من الشوائب، وأن سوء التحكم في قنوات الصب يُسهّل إنتاج "مسبوكات غير نقية". وهذه رؤية عملية قيّمة في مجال التوريد. فالتحكم في قنوات الصب لا يقتصر على ملء التجويف فحسب، بل يشمل أيضاً حماية المعدن المنصهر أثناء عملية الملء.
البوابات المضغوطة وغير المضغوطة: ما يجب على المشتري فهمه حقًا
كثيرًا ما يناقش مهندسو المسابك أنظمة الصب، سواءً كانت مضغوطة أو غير مضغوطة، ولكن عادةً لا يحتاج المشترون إلى هذه المصطلحات إلا إذا فهموا تأثيرها. بشكل عام، يميل النظام غير المضغوط إلى زيادة مساحة التدفق الكلية باتجاه تجويف القالب، مما يساعد على خفض سرعة المعدن وتقليل الاضطراب. تشرح المواد التعليمية الخاصة بأنظمة الصب هذا الأمر مباشرةً، وتوضح أن الأنظمة غير المضغوطة تهدف عادةً إلى تقليل الاضطراب وخطر سحب المعدن. أما النظام المضغوط، فيحافظ على تشغيل النظام بكامل طاقته، ويمكنه دعم تحكم أفضل في التدفق، ولكن يجب تصميمه بعناية فائقة لتجنب إحداث اضطراب مفرط أو نقل المعدن التالف إلى داخل القطعة.
بالنسبة للمشترين، يكمن الدرس الأساسي في عدم اشتراط نوع واحد دون الآخر بمعزل عن غيره. السؤال الأهم هو ما إذا كانت آلية صب المعادن في المسبك تتناسب مع السبيكة وسماكة المقطع ومستوى احتمالية وجود عيوب في القطعة. في صب الاستثمار، على سبيل المثال، تؤكد دراسة جامعة أيوا حول الصب بالضغط الطبيعي على ضرورة ملء نظام الصب بالكامل قبل دخول المعدن إلى البوابات، وأن يُصمم النظام بحيث يُساعد على احتواء المعدن التالف بدلاً من توجيهه مباشرةً إلى المسبوكة. هذا هدف مختلف تمامًا عن فكرة "البوابات الصغيرة توفر المعدن".
لماذا يتغير نظام البوابات مع عملية الصب؟
لا تنطبق نفس آلية التحكم في الصب بالتساوي على جميع طرق الصب. ففي الصب الرملي، يجب أن تتوافق آلية التحكم مع قالب مرن نسبيًا، مع التعبئة بالجاذبية، مع مراعاة الاضطراب والتآكل والإنتاجية. أما في الصب الاستثماري، فغالبًا ما يكون نظام الصب أكثر تكاملًا مع هيكل القالب، وعادةً ما يوازن المشتري بين النظافة، وسلوك ملء القالب، والإنتاجية، وبين الدقة وكثافة القطعة. وتُعد دراسة الصب الاستثماري المضغوط طبيعيًا، التي ذُكرت سابقًا، مفيدة لأنها تُظهر أنه حتى في الصب الاستثماري، يُمكن أن يُؤدي تغيير آلية التحكم إلى تغيير دخول الهواء وسلوك الملء بشكل كافٍ لتبرير إعادة التصميم.
في عمليات الصب بالقوالب الدائمة، يكون القالب أكثر صلابة، وعادةً ما يتم التحكم في عملية التعبئة بشكل أكبر من خلال معايير الماكينة، إلا أن نظام البوابات يظل أساسيًا لأن سمك البوابة وموقعها ونمط التدفق تؤثر بشكل مباشر على احتمالية وجود عيوب وعلى اتساق المنتج بعد التصنيع. لا يُعد معيار ASTM B108 معيارًا خاصًا بنظام البوابات، ولكنه ينص على مبدأ عملي يجب على المشترين تذكره: يتحمل المُصنِّع مسؤولية توفير مصبوبات ألومنيوم بقوالب دائمة قابلة للتشكيل والتصنيع وفقًا للأبعاد النهائية ضمن التفاوتات المسموح بها، ما لم يُوفر المشتري معدات القالب. بعبارة أخرى، يمتلك المسبك مسار العملية اللازم لجعل القطعة قابلة للتصنيع ومقبولة الأبعاد، ويُعد نظام البوابات جزءًا من هذه المسؤولية.
العائد والتكلفة وسبب كون عملية البوابات قرارًا تجاريًا
تُصبح عملية التحكم في البوابات بالغة الأهمية للمشترين عند النظر إلى نسبة الإنتاج. تُعرّف دراسات تصميم مصبوبات الصلب نسبة الإنتاج بأنها حجم أو وزن المسبوكة مقسومًا على إجمالي المعدن المصبوب، بما في ذلك البوابات وأنابيب الرفع. وتشير هذه الدراسات نفسها إلى أن التصميم المناسب للبوابات وأنابيب الرفع لا يُحسّن فقط التحكم في العيوب، بل يُحسّن أيضًا أداء التسليم والإنتاجية ورضا العملاء، لأنه يُقلل من فقدان المعدن غير الضروري مع الحفاظ على سلامة القطعة. وهذا أحد أسباب الاستخدام الواسع النطاق لمحاكاة العمليات حاليًا: فأفضل نظام تحكم في البوابات هو عادةً النظام الذي يُوازن بين نسبة الإنتاج ومنع العيوب، وليس النظام الذي يُحسّن أحدهما فقط.
لهذا السبب أيضًا، ينبغي على المشترين توخي الحذر عند مقارنة عروض الأسعار من مختلف مصانع الصب. فالمصنع الذي يقدم سعرًا أقل لوزن الصب ولكنه يعاني من ضعف في دقة الإنتاج، أو ضعف في التحكم في التعبئة، أو ارتفاع في مخاطر إعادة العمل، لا يعني بالضرورة أنه يقدم قطعة أرخص في النهاية. يؤثر نظام الصب على تكلفة القطعة بشكل غير مباشر من خلال استقرار الجودة، ونسبة الهدر، واتساق عمليات التشغيل، وليس فقط من خلال وزن قنوات الصب.
ما الذي يجب على المشترين الاستفسار عنه قبل الموافقة على مسار الصب؟
لا يحتاج المشتري الجيد إلى تصميم نظام الصب، لكن عليه أن يطرح أسئلة كافية ليفهم ما إذا كان المسبك قد صممه هندسيًا بشكل صحيح. الأسئلة المفيدة عملية. أين تقع البوابات بالنسبة للأسطح الحرجة؟ هل يحتوي الجزء على أقسام طويلة رفيعة أو مسارات تدفق متفرعة؟ هل يستخدم المورد المحاكاة لتأكيد نمط التعبئة والنقاط الساخنة؟ إذا كان الجزء حساسًا للأكسدة أو الشوائب، فما الإجراءات المتخذة لتقليل الاضطراب وحماية جبهة المعدن الأمامية؟ إذا كانت نسبة الإنتاج مسألة تجارية مهمة، فكيف يوازن المسبك بين وزن نظام الصب ومخاطر العيوب؟ هذه الأسئلة مهمة لأن سوء نظام الصب هو أحد الأسباب المباشرة لعدم اكتمال التعبئة، ووجود الشوائب، وانحباس الغازات، كما هو مذكور صراحةً في أدبيات تصميم صب الصلب.
من الجدير بالذكر أيضًا التساؤل عن مكان إجراء عمليات التصنيع على القطعة بعد الصب. فحتى أفضل أنظمة الصب لا تغني عن عمليات التصنيع الدقيقة على أهم الثقوب والأسطح والوصلات. في العديد من المشاريع، يُعدّ استخدام الصب لإنشاء الشكل الهندسي بكفاءة، ثم استخدام التصنيع باستخدام الحاسوب (CNC) لتثبيت الواجهات الوظيفية، هو الخيار الأمثل. وهذا تحديدًا ما تتبناه شركة HDC. خدمة صب المعادن وعند الحاجة إلى هندسة أكثر دقة، خدمة الصب الاستثماري. تركز صفحات الصب الخاصة بشركة HDC على اختيار العملية بالإضافة إلى ما بعد التشغيل، وهي الطريقة الصحيحة للتفكير في الأجزاء الحساسة للبوابات: التحكم في التعبئة، ثم تشغيل الميزات الأكثر أهمية.
أين يناسب نظام HDC المشترين الذين يقيمون حلول الصب؟
إذا كان الجزء معقدًا بما يكفي بحيث يؤثر تصميم البوابات بشكل جوهري على الجودة، فإن شركة HDC هي الأنسب كمزود لحلول الصب بدلاً من مجرد مصدر لقطع الصب الخام. من خلال خدمة صب المعادن حسب الطلب, تُركز شركة HDC على مسارات صب متعددة، بحيث يُمكن اختيار نظام الصب والعملية بما يتناسب مع القطعة بدلاً من الطريقة الأنسب للمسبك. عندما تكون القطعة حساسة للدقة، تُعد خدمة الصب الاستثماري من HDC هي الخيار الأمثل. أما عندما تكون القطعة ذات إنتاجية عالية وتناسبها عملية الصب غير الحديدي بمساعدة الضغط، فإن HDC تُقدم حلولاً أخرى. خدمة الصب بالقالب هذا هو الحوار المنطقي حول العملية. بالنسبة للمشترين، هذا مهم لأن عملية الاختيار ليست مجرد تفصيل في الرسم، بل هي جزء من عملية الاختيار نفسها.
الأسئلة الشائعة
هل نظام البوابات هو نفسه نظام الأنابيب الصاعدة؟
ليس تمامًا. يتحكم نظام البوابات في كيفية دخول المعدن وملء القالب. أما المغذيات فتُغذي المسبوكة بشكل أساسي أثناء التصلب. عمليًا، يُصمم النظامان معًا لأن جودة الملء وجودة التغذية مرتبطتان.
لماذا يُعد موقع البوابة مهماً للغاية؟
لأن موقع البوابة يغير نمط التعبئة، واتجاه تدفق المعدن، ومكان التقاء جبهتين، والأسطح التي تتعرض للمعدن أولاً أو أخيراً. تؤثر هذه العوامل بشكل مباشر على الاضطراب، والشوائب، والالتحامات الباردة، وحتى خطر الانكماش الموضعي.
هل يمكن للمشتري تحديد نسبة البوابات في الرسم؟
عادةً لا يكون هذا هو النهج الأمثل. ينبغي على المشترين تحديد متطلبات أداء المسبوكات - الأسطح الحرجة، والعيوب المسموح بها، وخطة التشغيل، وتوقعات الجودة - بينما تتولى المسبكة مسؤولية تصميم البوابات التي تحقق تلك النتائج.
لماذا تتحدث بعض مصانع السبائك عن المحاكاة كثيراً؟
لأن عملية الصب تعتمد على تدفق السوائل، وتساعد المحاكاة في إظهار الاضطراب، وتسلسل التعبئة، والبقع الساخنة، وانحباس الهواء قبل تجارب الإنتاج. بالنسبة للمسبوكات المعقدة، غالبًا ما يقلل ذلك من وقت التطوير ومخاطر العيوب.
خاتمة
نظام الصب ليس مجرد مسار لتوصيل المعدن، بل هو أحد أهم العوامل المؤثرة في جودة الصب، والإنتاجية، واستقرار المنتج النهائي. يساعد نظام الصب الجيد على ملء المعدن بسلاسة، ويقلل من الاضطراب والشفط، ويحمي المصهور من الأكسدة وتراكم الشوائب، ويدعم إنتاجية مجدية تجاريًا. أما نظام الصب الرديء فيؤدي إلى عكس ذلك، حتى مع استخدام السبيكة والأدوات المناسبة. بالنسبة للمشترين، فإن أفضل طريقة هي عدم المبالغة في تحديد مواصفات الصب نفسها، بل التأكد من أن المورد يصمم مسار الملء بدقة مع مراعاة المخاطر الحقيقية للقطعة. عند القيام بذلك بشكل صحيح، لا تكون النتيجة مجرد صب يمتلئ، بل صب يصل أنظف وأكثر استقرارًا وأقل تكلفة في التشطيب.






