Un sistema de alimentación no es solo el camino que sigue el metal fundido dentro del molde. Es una de las decisiones clave del proceso que controla si la pieza fundida se llena correctamente, si se introducen películas de óxido e inclusiones, si se atrapa gas y si la fundición desperdicia demasiado metal en forma de chatarra y residuos de alimentación. Las referencias técnicas de fundición describen el sistema de alimentación como la red de conductos a través de la cual el metal fundido entra en la cavidad del molde, pero para el comprador la definición más útil es más sencilla: el sistema de alimentación determina cómo se comporta el metal antes de que se convierta en la pieza. Un sistema de alimentación deficiente puede provocar un llenado incompleto, inclusiones, atrapamiento de gas y un bajo rendimiento. Un buen sistema de alimentación mejora el control del flujo, la limpieza de la pieza fundida y la estabilidad del proceso.
Por eso, los compradores deben prestar atención. Un proveedor de fundición puede ofrecer la misma aleación, las mismas dimensiones y el mismo plan de mecanizado que otro, pero si la lógica de alimentación es deficiente, el resultado final puede ser desperdicio tardío, calidad inestable y mayor variación entre lotes. En términos comerciales, la alimentación es uno de los aspectos donde la ingeniería de fundición se traduce directamente en riesgo o confianza en la entrega.
Lo que realmente incluye el sistema de compuertas
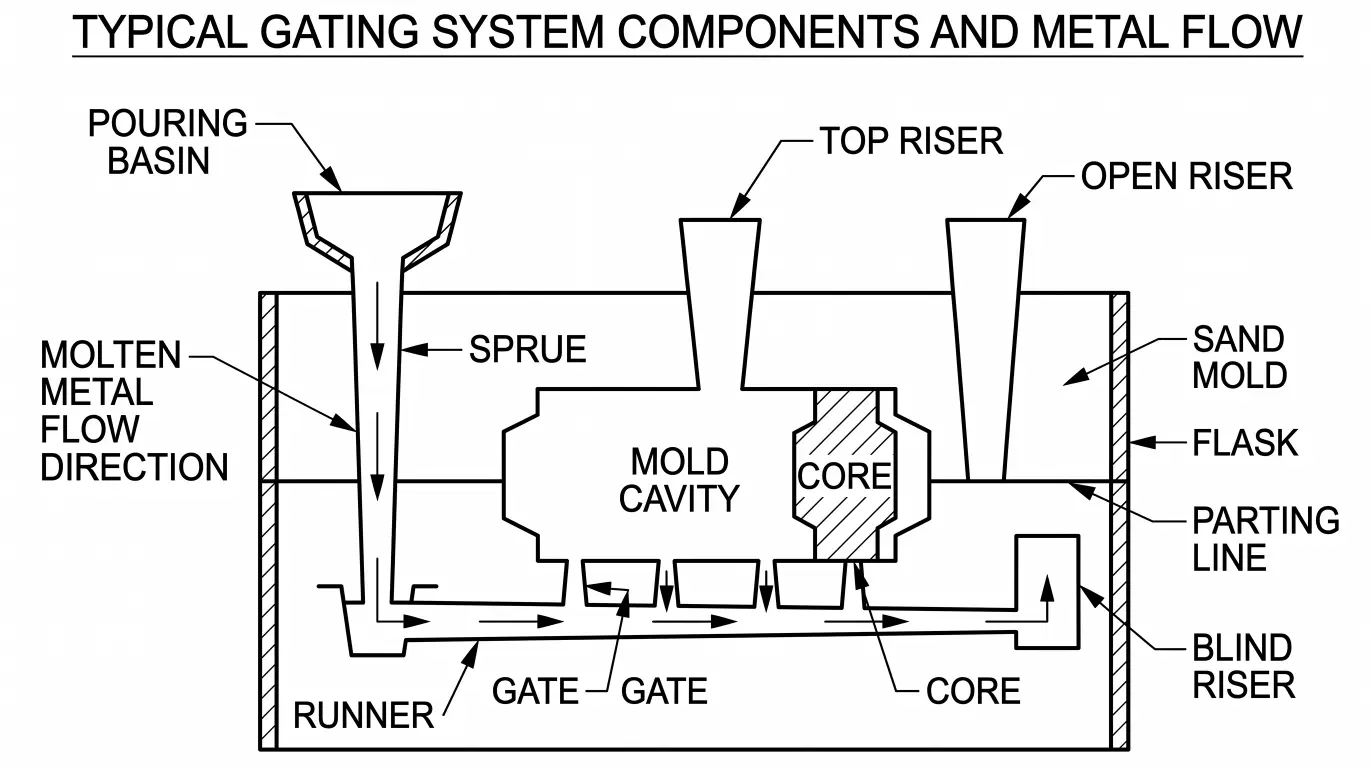
En su forma más simple, el sistema de alimentación incluye la cubeta de vertido, el bebedero, el canal de distribución y la compuerta. Una referencia estándar de procesos de fabricación los describe claramente: la cubeta de vertido recibe el metal, el bebedero lo transporta hacia abajo, el canal de distribución lo lleva a través del molde y la compuerta lo introduce en la cavidad. La misma referencia también nos recuerda que los respiraderos y las mazarotas están estrechamente vinculados al sistema general de llenado y alimentación del molde, aunque no siempre se traten bajo el mismo epígrafe. Para el abastecimiento práctico, el punto clave es que el sistema de alimentación no es solo una abertura, sino una red de flujo controlado.
En la producción, esta red suele incluir más elementos que los mínimos teóricos. Filtros, extensiones de canal, elementos de desbaste, ubicaciones de estranguladores y rebosaderos pueden utilizarse según la aleación y el proceso. Los compradores no necesitan diseñarlos ellos mismos, pero sí deben comprender que la forma del canal y la ubicación de la entrada no son meras decisiones estéticas de la fundición, sino que forman parte del plan de calidad.
Lo que un buen sistema de compuertas intenta lograr
Un buen sistema de alimentación debe cumplir varias funciones simultáneamente, y estos objetivos suelen ser contradictorios. Debe llenar el molde con la suficiente rapidez para que el metal no se solidifique antes de que la cavidad esté completa. Al mismo tiempo, debe evitar la turbulencia excesiva, ya que esta aumenta la incorporación de aire, la formación de óxidos, la erosión del molde y el riesgo de inclusiones. El material didáctico utilizado en los cursos de fabricación establece directamente estos objetivos: minimizar la turbulencia, llenar antes de la solidificación, evitar la contracción de la pieza e incluir algún mecanismo para atrapar las inclusiones no metálicas. Los estudios de diseño sobre piezas fundidas de acero añaden los mismos requisitos en términos más específicos del proceso: prevenir la aspiración, favorecer un flujo unidireccional y uniforme, maximizar el rendimiento y evitar la reoxidación.
Aquí es donde los compradores deben ser cautelosos antes de presionar demasiado en el precio. Un sistema de alimentación muy pequeño puede mejorar el rendimiento del metal en teoría, pero si ralentiza demasiado el llenado o aumenta la turbulencia, puede encarecer la pieza debido a las pérdidas por defectos. Un diseño de alimentación que parezca "pesado" puede ser ineficiente, pero un diseño demasiado delgado puede ser mucho peor si provoca cierres en frío, inclusiones o defectos de reoxidación que obliguen a reprocesar o rechazar la pieza. El diseño correcto rara vez es el que tiene menos metal en el canal de alimentación. Es el que ofrece la mejor calidad de pieza al mejor costo total.
Por qué la turbulencia y la aspiración son tan importantes
La importancia de la turbulencia radica en que el metal líquido en un sistema de alimentación abierta puede aspirar aire hacia el flujo, alterar las películas de óxido y erosionar físicamente partes del molde. El material del proceso de fabricación del IIT es especialmente claro al respecto. Explica que si el bebedero no tiene la forma cónica adecuada, el aire puede ser aspirado hacia el flujo de metal a medida que la velocidad aumenta hacia el fondo, y también relaciona el flujo turbulento con la inclusión de escoria, la erosión de las paredes del molde y la aspiración de aire. El mismo material señala que la presión en el flujo de líquido no debe volverse negativa, razón por la cual el diseño del bebedero y el control de la estrangulación no son detalles opcionales.
El trabajo de la Universidad de Iowa sobre la fiabilidad de las piezas fundidas pone de manifiesto este mismo problema en el caso del acero y otras aleaciones sensibles a la oxidación. Afirma que la oxidación del metal fundido durante el llenado del molde es la causa principal de una parte significativa de las inclusiones y que un sistema de alimentación deficiente facilita la producción de piezas fundidas defectuosas. Esta es una observación muy práctica en materia de aprovisionamiento. El sistema de alimentación no solo consiste en llenar la cavidad, sino también en proteger el metal fundido durante el proceso.
Compuertas presurizadas y no presurizadas: lo que el comprador realmente debe entender
Los ingenieros de fundición suelen hablar de sistemas de alimentación presurizados o no presurizados, pero los compradores generalmente no necesitan esta terminología a menos que comprendan sus implicaciones. En términos generales, un sistema no presurizado tiende a aumentar el área total de flujo hacia la cavidad del molde, lo que ayuda a disminuir la velocidad del metal y reducir la turbulencia. El material didáctico sobre sistemas de alimentación lo explica directamente y muestra que estos sistemas suelen buscar una menor turbulencia y un menor riesgo de aspiración. Un sistema más presurizado mantiene el flujo del molde más completo y permite un control de flujo más preciso, pero debe diseñarse cuidadosamente para evitar turbulencias excesivas o la introducción de metal dañado en la pieza.
Para los compradores, la principal lección es no exigir un tipo u otro de forma aislada. La pregunta clave es si el sistema de alimentación de la fundición se ajusta a la aleación, el espesor de la sección y el riesgo de defectos de la pieza. En la fundición a la cera perdida, por ejemplo, un estudio de la Universidad de Iowa sobre la alimentación a presión natural destaca que el sistema de alimentación debe llenarse completamente antes de que el metal entre en las compuertas y que el diseño debe ayudar a contener el metal dañado que se desprende, en lugar de enviarlo directamente a la pieza fundida. Este objetivo es muy diferente de la simple idea de que "las compuertas pequeñas ahorran metal".
Por qué cambia el sistema de alimentación con el proceso de fundición
La lógica de entrada de aire no se aplica por igual a todos los métodos de fundición. En la fundición en arena, la entrada de aire debe funcionar con un molde relativamente flexible, llenado por gravedad y una gran preocupación por la turbulencia, la erosión y el rendimiento. En la fundición a la cera perdida, el sistema de alimentación suele estar más integrado con la estructura del árbol y la cáscara, y el comprador generalmente busca un equilibrio entre la limpieza, el comportamiento de llenado de la cáscara y el rendimiento, por un lado, y la precisión y la densidad de la pieza, por otro. El estudio sobre fundición a la cera perdida con presión natural mencionado anteriormente es útil porque demuestra que, incluso dentro de este método, cambiar la lógica de alimentación puede alterar la incorporación de aire y el comportamiento de llenado lo suficiente como para justificar un rediseño.
En la fundición a presión y en moldes permanentes, el molde es mucho más rígido y el llenado suele controlarse mejor mediante parámetros de la máquina, pero el sistema de alimentación sigue siendo fundamental, ya que su espesor, ubicación y patrón de flujo afectan directamente al riesgo de defectos y a la consistencia posterior al mecanizado. La norma ASTM B108 no regula el sistema de alimentación, pero establece un principio práctico que los compradores deben tener en cuenta: el fabricante es responsable de suministrar piezas de aluminio fundidas en moldes permanentes que puedan diseñarse y mecanizarse hasta alcanzar las dimensiones finales dentro de las variaciones permitidas, a menos que el comprador suministre el equipo de moldeo. En otras palabras, la fundición es responsable del proceso necesario para que la pieza sea mecanizable y tenga las dimensiones adecuadas, y el sistema de alimentación forma parte de esa responsabilidad.
Rendimiento, coste y por qué la limitación de la compra es una decisión comercial.
El rendimiento es donde el sistema de alimentación se vuelve muy visible para los compradores. Los estudios de diseño de piezas fundidas de acero definen el rendimiento como el volumen o peso de la pieza fundida dividido por el total de metal vertido, incluyendo la alimentación y las mazarotas. Estos mismos estudios señalan que un diseño adecuado de la alimentación y las mazarotas mejora no solo el control de defectos, sino también el rendimiento de las entregas, la productividad y la satisfacción del cliente, ya que reduce la pérdida innecesaria de metal manteniendo la integridad de la pieza. Esta es una de las razones por las que la simulación de procesos se utiliza tan ampliamente hoy en día: el mejor sistema de alimentación suele ser el que equilibra el rendimiento y la prevención de defectos, no el que optimiza solo uno de ellos.
Por eso, los compradores deben tener cuidado al comparar presupuestos de diferentes fundiciones. Una fundición que ofrece un menor peso de pieza fundida, pero con un control de rendimiento deficiente, un llenado más débil o mayor riesgo de retrabajo, no necesariamente ofrece una pieza más barata al final. El sistema de alimentación afecta el costo de la pieza indirectamente a través de la estabilidad de la calidad, el desperdicio y la consistencia del mecanizado, no solo mediante el peso del canal de alimentación.
Qué deben preguntar los compradores antes de aprobar una ruta de fundición.
Un buen comprador no necesita diseñar el sistema de alimentación, pero sí debe hacer las preguntas necesarias para comprender si la fundición lo ha diseñado correctamente. Las preguntas útiles son prácticas. ¿Dónde se ubican las compuertas con respecto a las superficies críticas? ¿La pieza presenta secciones largas y delgadas o trayectorias de flujo divididas? ¿El proveedor utiliza simulación para confirmar el patrón de llenado y los puntos calientes? Si la pieza es sensible a la oxidación o a las inclusiones, ¿qué se está haciendo para reducir la turbulencia y proteger el frente de metal? Si el rendimiento es un factor comercial importante, ¿cómo equilibra la fundición el peso de la alimentación con el riesgo de defectos? Estas preguntas son importantes porque una alimentación deficiente es una de las causas directas del llenado incompleto, las inclusiones y el atrapamiento de gases, como se indica explícitamente en la literatura sobre el diseño de fundición de acero.
También vale la pena preguntar dónde se mecanizará la pieza después de la fundición. Incluso un sistema de alimentación muy bueno no reemplaza el mecanizado en los orificios, caras o superficies de montaje más críticos. En muchos proyectos, la ruta más inteligente es usar la fundición para crear la geometría de manera eficiente y luego usar el mecanizado CNC para fijar las interfaces funcionales. Así es exactamente como HDC plantea su servicio de fundicion de metales y, donde se necesita una geometría más precisa, su servicio de fundición de inversión. Las páginas de fundición de HDC hacen hincapié en la selección del proceso y el mecanizado posterior, que es la forma correcta de abordar las piezas sensibles al sistema de alimentación: controlar el llenado y luego mecanizar las características más importantes.
Dónde encaja HDC para los compradores que evalúan soluciones de fundición
Si la pieza es lo suficientemente compleja como para que el diseño del sistema de alimentación afecte materialmente la calidad, HDC encaja mejor como proveedor de soluciones de fundición en lugar de simplemente una fuente de piezas fundidas en bruto. A través de su Servicio de fundición de metales a medida, HDC se posiciona en torno a múltiples rutas de fundición para que la elección del sistema de alimentación y del proceso pueda adaptarse a la pieza en lugar del método más conveniente de la fundición. Cuando la pieza es más sensible a la precisión, el servicio de fundición a la cera perdida de HDC es la ruta más relevante. Cuando la pieza es de alto volumen y se adapta mejor a la fundición no ferrosa asistida por presión, HDC servicio de fundición a presión Es el proceso lógico de conversación. Para los compradores, esto importa porque la selección de opciones nunca es solo un detalle del diseño. Es parte del proceso de elección.
Preguntas frecuentes
¿El sistema de compuertas es el mismo que el sistema de tuberías verticales?
No exactamente. El sistema de alimentación controla cómo entra el metal al molde y lo llena. Los bebederos alimentan principalmente la pieza fundida durante la solidificación. En la práctica, ambos sistemas se diseñan conjuntamente porque la calidad del llenado y la calidad de la alimentación están relacionadas.
¿Por qué es tan importante la ubicación de la puerta de acceso?
La ubicación de la compuerta modifica el patrón de llenado, la dirección del flujo de metal, el punto de encuentro de los frentes y las superficies que reciben el primer o último metal. Estos efectos influyen directamente en la turbulencia, las inclusiones, los cierres en frío e incluso el riesgo de contracción local.
¿Puede un comprador especificar la relación de compuertas en el plano?
Por lo general, ese no es el mejor enfoque. Los compradores deben especificar los requisitos de rendimiento de la pieza fundida (superficies críticas, defectos admisibles, plan de mecanizado y expectativas de calidad), mientras que la fundición se responsabiliza del diseño del sistema de alimentación que permita obtener esos resultados.
¿Por qué algunas fundiciones hablan tanto de simulación?
Dado que el llenado del molde es un problema de flujo, la simulación ayuda a visualizar la turbulencia, la secuencia de llenado, los puntos calientes y la presencia de aire atrapado antes de las pruebas de producción. En el caso de piezas fundidas complejas, esto suele reducir tanto el tiempo de desarrollo como el riesgo de defectos.
Conclusión
En la fundición, un sistema de alimentación no es solo una vía de suministro de metal. Es uno de los factores más importantes que influyen en la calidad, el rendimiento y la estabilidad del proceso posterior. Un buen sistema de alimentación facilita el llenado uniforme del metal, limita la turbulencia y la aspiración, protege el metal fundido de la oxidación y la acumulación de inclusiones, y mantiene un rendimiento comercialmente viable. Un mal sistema de alimentación produce el efecto contrario, incluso con la aleación y las herramientas adecuadas. Para los compradores, lo más útil no es sobredimensionar las compuertas, sino asegurarse de que el proveedor diseñe claramente el sistema de llenado teniendo en cuenta los riesgos reales de la pieza. Cuando esto se hace correctamente, el resultado no es solo una pieza fundida que se llena correctamente, sino una pieza que llega más limpia, más estable y con un acabado más económico.