Un defecto de fundición que puede parecer insignificante a simple vista puede convertirse en un grave problema comercial. Suele manifestarse como una línea similar a una costura, una grieta redondeada o una interfaz débil donde dos superficies metálicas se unieron sin fusionarse completamente. En servicio, esta línea puede actuar como un concentrador de tensiones. Durante el mecanizado, puede abrirse y convertirse en una discontinuidad visible. Durante la inspección, puede provocar el rechazo de la pieza incluso cuando el resto parece estar en buen estado. La guía de análisis de fallos de ASM señala que los defectos de fundición pueden ocurrir en todo tipo de piezas fundidas y convertirse en fuentes importantes de concentración de tensiones, por lo que los compradores deben considerarlos más que un simple problema estético.
Para los compradores técnicos, la pregunta útil no es solo cómo identificar un cierre en frío a posteriori. La pregunta más valiosa es cómo determinar si un proceso, una geometría y un plan de calidad hacen probable un cierre en frío desde el principio. Ahí es donde se toman mejores decisiones de abastecimiento.
Qué es realmente un cierre en frío
Se produce una obstrucción fría cuando dos corrientes de metal fundido se encuentran dentro del molde o matriz, pero no se fusionan correctamente. El resultado no es simplemente un llenado deficiente, sino una falta de fusión en la línea de encuentro. El material de capacitación en radiografía de ensayos no destructivos (END) describe las obstrucciones frías como discontinuidades en la superficie o cerca de ella, causadas por el encuentro de dos corrientes de líquido que no se fusionan, y que suelen ser visibles como líneas con bordes lisos y redondeados. Esta descripción de bordes redondeados es importante porque ayuda a diferenciar las obstrucciones frías de las grietas propiamente dichas. Una grieta generalmente se origina por tensiones posteriores a la solidificación; una obstrucción fría se produce durante el llenado.
En la práctica, los compradores suelen encontrarse con defectos en la unión de piezas de dos maneras. La primera es la evidente junta superficial que se observa durante la inspección visual o después del granallado. La segunda es la discontinuidad cercana a la superficie que solo se hace evidente al abrirla o resaltarla mediante mecanizado, líquidos penetrantes o pruebas de partículas magnéticas. Ambas son importantes. La primera afecta la aceptación y el aspecto estético. La segunda afecta la integridad estructural y el riesgo de desperdicio en etapas posteriores del proceso.

Defecto de cierre en frío
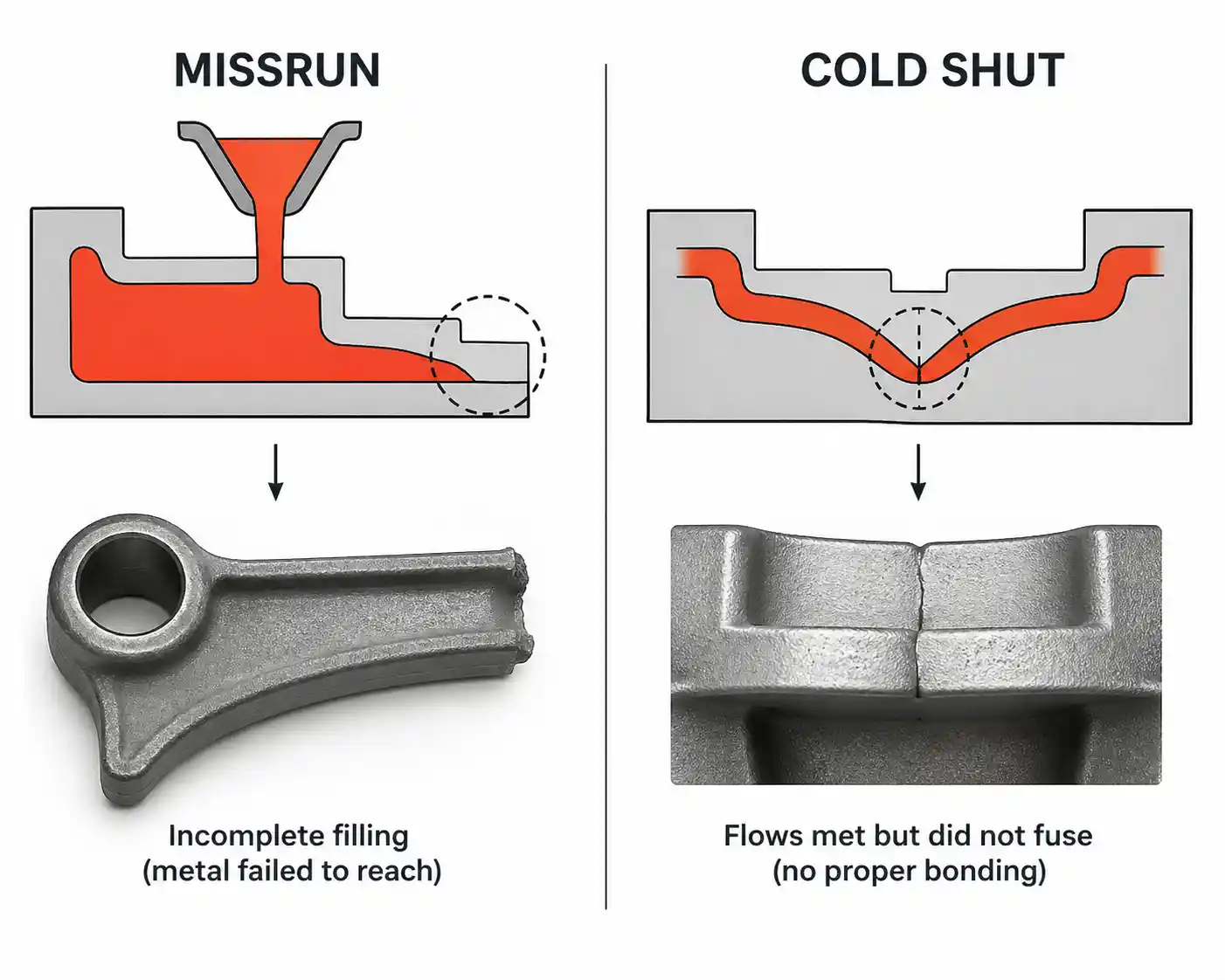
Diferencias entre un cierre en frío y un fallo de funcionamiento
El cierre en frío y el llenado incompleto están estrechamente relacionados, ya que ambos pertenecen al problema general del llenado incompleto, pero no son el mismo defecto. Un llenado incompleto ocurre cuando el metal no llena completamente la cavidad, dejando una sección sin llenar o un borde incompleto. Un cierre en frío ocurre cuando la cavidad se llena en gran parte, pero los frentes separados del metal no se fusionan en el punto de encuentro. Una fuente útil de diseño de procesos establece esta distinción con mucha claridad: el llenado incompleto se presenta de dos formas, cierre en frío y llenado incompleto; el cierre en frío ocurre cuando dos flujos se encuentran y no se fusionan completamente, mientras que el llenado incompleto ocurre cuando el metal fundido no llena adecuadamente la cavidad del molde.
Esa diferencia es importante desde el punto de vista comercial porque las soluciones están relacionadas, pero no son idénticas. Ambos defectos pueden deberse a una fluidez insuficiente, un mal control de la alimentación, una temperatura de vertido baja o una geometría de pared delgada compleja. Sin embargo, un mal llenado apunta más directamente a un fallo de llenado total, mientras que un cierre en frío indica un fallo de fusión en la línea de unión. Si un comprador observa defectos repetidos en la misma línea de unión o zona de encuentro del frente de flujo, la cuestión ya no es simplemente "¿se llenó la cavidad?", sino "¿llegaron los frentes de flujo lo suficientemente calientes, limpios y rápidos para fusionarse?".“
Causas principales de cierres en frío en la práctica de la fundición
Los cierres en frío casi siempre se deben a un problema de fluidez y llenado, pero esa frase es demasiado general para ser útil a menos que se desglose en las causas reales.
Controlador 1: Temperatura del metal
El primer factor determinante es la temperatura del metal. Si el metal llega al punto de encuentro demasiado frío, se forma una fina capa antes de que llegue el frente opuesto, y las dos corrientes entran en contacto sin unirse completamente.
Controlador 2: Temperatura del molde o matriz
El segundo factor determinante es la temperatura del molde o matriz. Una matriz o superficie del molde fría puede enfriar el flujo demasiado rápido y producir el mismo resultado. Un estudio de McGill sobre la formación de defectos por congelación en piezas fundidas a presión enumera la baja presión de inyección, las matrices frías, la baja temperatura del metal, la presencia de óxido en el metal fundido y un diseño inadecuado de la matriz entre las principales causas. Si bien estas causas se describen específicamente para la fundición a presión, la lógica se aplica a otros procesos de fundición.
Controlador 3: Diseño de compuertas y patrón de llenado
El tercer factor determinante es el diseño del sistema de compuertas y el patrón de llenado. Si el sistema de compuertas provoca trayectorias de flujo largas, secciones delgadas aisladas, bifurcaciones abruptas o corrientes opuestas que se encuentran tardíamente, el riesgo aumenta considerablemente. La misma fuente de optimización del diseño que distingue entre el cierre en frío y el llenado incompleto también enfatiza que el propósito del sistema de compuertas es un llenado suave, uniforme y completo con una dirección de flujo controlada y una turbulencia mínima. Cuando este objetivo falla, el llenado incompleto, las inclusiones y el atrapamiento de gas se vuelven mucho más probables. En otras palabras, el cierre en frío suele ser el síntoma visible de un patrón de llenado deficiente.
Factor determinante 4: Oxidación y contaminación de la superficie
El cuarto factor determinante es la oxidación superficial y la contaminación en el frente de flujo. Incluso cuando la temperatura es nominalmente lo suficientemente alta, un frente de flujo oxidado o perturbado puede crear una interfaz débil que se comporta como un cierre en frío. Esto es especialmente relevante en trabajos con aluminio y fundición a presión, donde la rápida oxidación superficial y los frentes de flujo de gran superficie dificultan la fusión limpia si hay turbulencia o una ventilación deficiente. Por eso, el control del cierre en frío no es solo una cuestión de temperatura, sino también de calidad del metal y del flujo.
¿Por qué algunas geometrías de piezas son más propensas a sufrir cierres en frío?
Los compradores a veces asumen que el proceso por sí solo determina si se produce un cierre en frío. En realidad, la geometría de la pieza suele ser la causa principal. Paredes delgadas, longitudes de flujo largas, trayectorias de flujo divididas, múltiples compuertas que alimentan la misma sección, cambios abruptos en el espesor de la pared y extremos alejados aumentan la probabilidad de un cierre en frío, ya que favorecen el enfriamiento prematuro o el encuentro tardío de los frentes de flujo. Cuanto más obligue el diseño a que el material fundido se divida y se vuelva a unir, más importante se vuelve el patrón de llenado. Por eso, los cierres en frío suelen aparecer en zonas visualmente predecibles, como nervaduras delgadas, bordes alejados de la compuerta o áreas donde dos frentes rodean un núcleo y se encuentran.
Por eso, el cierre en frío suele ser un tema más pertinente para la revisión del diseño que para una simple inspección. Si la pieza genera de forma natural frentes de flujo opuestos en una sección delgada, la fundición aún puede solucionarlo con control de temperatura, sistemas de inyección o ventilación, pero la geometría en sí ya está generando riesgos en el proceso. Un comprador que analiza estas zonas con antelación suele obtener una mejor recomendación de proceso que quien espera a obtener un mapa de defectos tras la primera producción de las muestras.
Cómo detectar cierres en frío: métodos y normas de inspección
Inspección visual
Las juntas frías se detectan con frecuencia mediante inspección visual, ya que muchas de ellas son uniones superficiales o cercanas a la superficie. En las piezas fundidas de acero, la norma ASTM A802 establece el marco para la aceptación visual de la superficie mediante comparadores de referencia graduados e indica explícitamente que abarca la inspección de la superficie y las discontinuidades superficiales mediante examen visual. En las piezas fundidas de acero relacionadas con tuberías, la norma MSS SP-55 cumple una función similar como método visual para evaluar las irregularidades superficiales en válvulas, bridas, accesorios y componentes relacionados. Esto hace que las normas visuales sean de gran relevancia para los compradores en las cadenas de suministro de válvulas, accesorios y piezas a presión, donde las juntas frías pueden aparecer en superficies accesibles antes del mecanizado.
Ensayo de líquidos penetrantes (PT)

Cuando la indicación es sutil o se encuentra en una superficie acabada, el ensayo con líquidos penetrantes es uno de los pasos más prácticos a seguir. La norma ASTM E1417 establece los requisitos mínimos para el examen con líquidos penetrantes de componentes no porosos y especifica que el método es aplicable a discontinuidades como grietas, solapamientos, juntas frías y porosidad que estén abiertas o conectadas a la superficie.
Ensayo de partículas magnéticas (MT)
Para piezas fundidas ferromagnéticas, el ensayo de partículas magnéticas según la norma ASTM E709 también se utiliza ampliamente para detectar discontinuidades superficiales y subsuperficiales. En términos de comprador, los ensayos de líquidos penetrantes y partículas magnéticas suelen ser más útiles que la radiografía para detectar defectos de cierre, ya que estos defectos suelen ser planos y superficiales, en lugar de grandes defectos volumétricos.
Pruebas radiográficas (RT)
La radiografía sigue siendo útil, especialmente cuando la pieza fundida ya la requiere para una evaluación más completa de su integridad interna o cuando el cierre en frío se extiende lo suficiente como para ser visible radiográficamente en la orientación correcta. La norma ASTM E446 proporciona radiografías de referencia para piezas fundidas de acero y explica que se requiere un acuerdo entre comprador y proveedor sobre cómo se aplican dichas referencias en la evaluación de la producción. Para piezas fundidas de aluminio y magnesio, la lista de normas de ensayos no destructivos de ASTM identifica la norma ASTM E155 como la norma de radiografía de referencia que se suele utilizar. En la práctica, la radiografía no es la herramienta de primera elección para cada cierre en frío, pero sí debe integrarse en el marco general de calidad cuando la pieza ya está bajo control radiográfico.
Los “tipos” de cierre en frío que importan a los compradores
Desde el punto de vista del comprador, la forma más útil de pensar en los "tipos" de cierres en frío no es mediante una taxonomía académica, sino por cómo se comportan comercialmente.
Tipo 1: Superficie abierta, cierre en frío
El primer tipo es el cierre en frío de superficie abierta. Se trata de una costura visible o una línea de solape que suele presentar fallos visuales, de penetración o estéticos con rapidez.
Tipo 2: Línea de fusión cercana a la superficie
La segunda es la línea de fusión cercana a la superficie, que puede pasar desapercibida en una inspección visual superficial, pero que aparece durante el mecanizado, las pruebas con partículas magnéticas o el uso de líquidos penetrantes.
Tipo 3: Cierre en frío de pared delgada específico para el proceso
El tercer problema es el cierre en frío de pared delgada, específico del proceso, que se observa con frecuencia en la fundición a presión o en trabajos de llenado rápido, donde los moldes fríos, la baja presión o los frentes cargados de óxido crean discontinuidades similares a costuras en secciones delgadas o distantes. Si bien las distintas fundiciones pueden usar diferentes términos técnicos para describir estos problemas, la cuestión comercial es la misma: indicación superficial, revelación subsuperficial o falla de fusión del frente de flujo de pared delgada.
Cómo prevenir cierres en frío: estrategias de proceso y diseño
Optimización de procesos: temperatura, control de flujo y ventilación.
La prevención comienza con la calidad del llenado, no con la inspección. El metal debe llegar al punto de encuentro con la temperatura, velocidad y limpieza suficientes para fusionarse. Esto generalmente implica optimizar la temperatura de vertido o las condiciones de inyección, controlar la temperatura del molde o matriz, mejorar el diseño de la entrada de inyección para evitar que los flujos se encuentren demasiado tarde y utilizar sistemas de ventilación o vías de flujo que impidan la colisión de frentes oxidados, turbulentos o con aire atrapado. El estudio sobre fundición a presión ya mencionado resulta útil porque su lista de causas principales es muy práctica: baja presión, matrices frías, baja temperatura del metal, óxido en el metal y diseño inadecuado de la matriz. El comprador debe esperar que el lenguaje de las acciones correctivas de la fundición se centre en estos factores, en lugar de declaraciones vagas sobre la "mejora del proceso".“
Revisión del diseño: Geometría y patrón de relleno
La prevención también implica abordar la geometría. Si un diseño genera una reunificación inevitable de frentes de flujo delgados en etapas avanzadas, ninguna planificación de inspección garantizará la robustez del proceso. En ese caso, modificar la ubicación de la compuerta, las transiciones de espesor de pared, el equilibrio de secciones o incluso la ruta del proceso puede ser la solución más económica. La fuente sobre diseño de compuertas mencionada anteriormente resulta particularmente útil aquí, ya que vincula la fundición sin defectos directamente con un llenado del molde suave, controlado y completo. Esta es la manera correcta de abordar la prevención de cierres en frío: no como un código de defecto aislado, sino como una consecuencia de cómo se exige que fluya el metal.
Control de calidad y estándares: ¿Qué se debe acordar de antemano?
Establecimiento de criterios de aceptación contractual
Para los compradores, la pregunta más importante sobre las normas no es "¿qué norma existe?", sino "¿qué norma rige contractualmente la aceptación?".“ ASTM A802 Indica claramente que la inspección superficial de las piezas fundidas de acero utiliza cuatro niveles de aceptación y comparadores graduados para detectar discontinuidades superficiales. ASTM E446 Se indica con igual claridad que la aplicación de radiografías de referencia requiere un acuerdo previo entre comprador y proveedor. La norma MSS SP-55 se utiliza comúnmente en el sector de válvulas y accesorios para detectar irregularidades visuales. Las normas ASTM E1417 y E709 rigen la realización de exámenes con líquidos penetrantes y partículas magnéticas, pero son normas de proceso, no criterios de aceptación en sí mismas. Esto significa que el comprador y el proveedor aún deben determinar qué constituye un cierre en frío inaceptable en esa pieza específica.
Aquí es donde fallan muchos programas de abastecimiento. El defecto se analiza solo después de que llegan las muestras, cuando el momento adecuado para definirlo era en la solicitud de cotización o el plan de calidad. Si la pieza es estética, una junta fría visible puede ser inaceptable. Si la pieza es estructural o está relacionada con la presión, incluso una junta fría superficial en una zona crítica puede ser inaceptable, independientemente de su apariencia. Los buenos compradores especifican tanto el método de inspección como la lógica de aceptación para las zonas importantes.
Qué debe preguntar un comprador antes de aprobar una ruta de fundición.
Preguntas clave para la evaluación de proveedores
Si el riesgo de cierre en frío es relevante para la aplicación, las preguntas útiles no son genéricas. Pregunte dónde se encuentran las zonas probables de encuentro del frente de flujo. Pregunte si las características críticas atraviesan esas zonas. Pregunte qué método de inspección se utilizará en esas áreas. Pregunte qué norma de aceptación se aplica y si la fundición prevé algún riesgo relacionado con el cierre en frío en secciones delgadas, bordes o áreas alejadas de las compuertas. Si el proveedor no puede responder a estas preguntas con claridad, entonces el proceso no se ha revisado con la suficiente profundidad para un pedido crítico. El cierre en frío es una buena prueba de fuego para determinar si el proveedor gestiona la fundición como un proceso de flujo diseñado o simplemente como una cuestión de precio.
En HDC, aquí es donde la selección del proceso importa tanto como la inspección. A través de su servicio de fundicion de metales, HDC admite programas de fundición con acabado CNC posterior para caras, orificios y otras características críticas que no deben dejarse en estado bruto de fundición cuando el riesgo funcional es alto. Para los compradores, esta suele ser la opción más sensata: diseñar la pieza fundida para evitar el cierre en frío desde el principio y, a continuación, mecanizar las interfaces realmente críticas para que la pieza no tenga que realizar demasiadas operaciones en estado de fundición.
Conclusión
El defecto de llenado y fusión es un problema que afecta tanto al llenado como a la fusión, no solo a la superficie. Se produce cuando los frentes metálicos se unen sin adherirse correctamente y puede ser grave porque la costura resultante se comporta como una discontinuidad inherente. La mejor manera de gestionarlo no es solo mediante la inspección, sino combinando la revisión geométrica, el control de la temperatura, el diseño del sistema de inyección y un plan de aceptación adecuado desde el principio. Los compradores que comprenden la diferencia entre el defecto de llenado y el fallo de inyección, y que especifican claramente los estándares visuales y de ensayos no destructivos, suelen evitar una gran cantidad de rechazos y retrabajos en etapas avanzadas. En términos comerciales, el defecto de llenado no se trata tanto de "detección de defectos" como de disciplina en el proceso, lo que lo convierte en un tema importante a tratar al inicio de cualquier solicitud de cotización para fundición.






