Eine Kaltnaht ist ein Gussfehler, der oberflächlich betrachtet harmlos erscheinen mag, sich aber später zu einem ernsthaften Problem entwickeln kann. Sie zeigt sich oft als nahtartige Linie, abgerundete, rissartige Markierung oder schwache Grenzfläche, an der zwei Metallfronten aufeinandertreffen, aber nicht vollständig verschmolzen sind. Im Betrieb kann diese Linie wie eine Kerbwirkung wirken. Bei der Bearbeitung kann sie sich zu einer sichtbaren Unterbrechung öffnen. Bei der Prüfung kann sie zur Ausschussware führen, selbst wenn das Bauteil ansonsten einwandfrei erscheint. Die Fehleranalyserichtlinien von ASM weisen darauf hin, dass Kaltnahtstellen bei allen Arten von Gussteilen auftreten und zu ernsthaften Spannungskonzentrationen führen können. Daher sollten Käufer sie nicht nur als kosmetisches Problem betrachten.
Für technische Einkäufer ist nicht nur die Frage relevant, wie man einen Kaltverschluss im Nachhinein erkennt. Viel wichtiger ist die Frage, wie man feststellen kann, ob ein Prozess, eine Geometrie oder ein Qualitätsplan einen Kaltverschluss von vornherein wahrscheinlich macht. Genau hier liegen die Schlüssel zu besseren Beschaffungsentscheidungen.
Was ein Kaltabschaltvorgang tatsächlich ist
Eine Kaltnaht entsteht, wenn zwei Ströme geschmolzenen Metalls in der Form oder Matrize aufeinandertreffen, sich aber nicht richtig verbinden. Das Ergebnis ist nicht einfach nur eine “unzureichende Füllung”, sondern eine fehlende Verschmelzung an der Nahtstelle. Schulungsunterlagen zur zerstörungsfreien Prüftechnik (ZfP) beschreiben Kaltnahtstellen als Diskontinuitäten an oder nahe der Oberfläche, die durch das Aufeinandertreffen und Nichtverschmelzen zweier Flüssigkeitsströme verursacht werden und oft als Linien mit glatten, abgerundeten Kanten sichtbar sind. Diese Beschreibung der abgerundeten Kanten ist wichtig, da sie hilft, Kaltnahtstellen von echten Rissen zu unterscheiden. Ein Riss entsteht üblicherweise durch Spannungen nach der Erstarrung; eine Kaltnahtstelle entsteht während des Füllvorgangs selbst.
In der Praxis begegnen Käufer Kaltverbindungen üblicherweise auf zwei Arten. Die erste ist die offensichtliche Oberflächennaht, die bei der Sichtprüfung oder nach dem Sandstrahlen sichtbar wird. Die zweite ist die oberflächennahe Fehlstelle, die erst durch Bearbeitung, Eindringprüfung oder Magnetpulverprüfung sichtbar wird. Beide sind relevant. Die erste beeinträchtigt die Abnahme und das Erscheinungsbild. Die zweite beeinträchtigt die strukturelle Integrität und das Ausschussrisiko in der Folgephase.

Kaltabschaltfehler
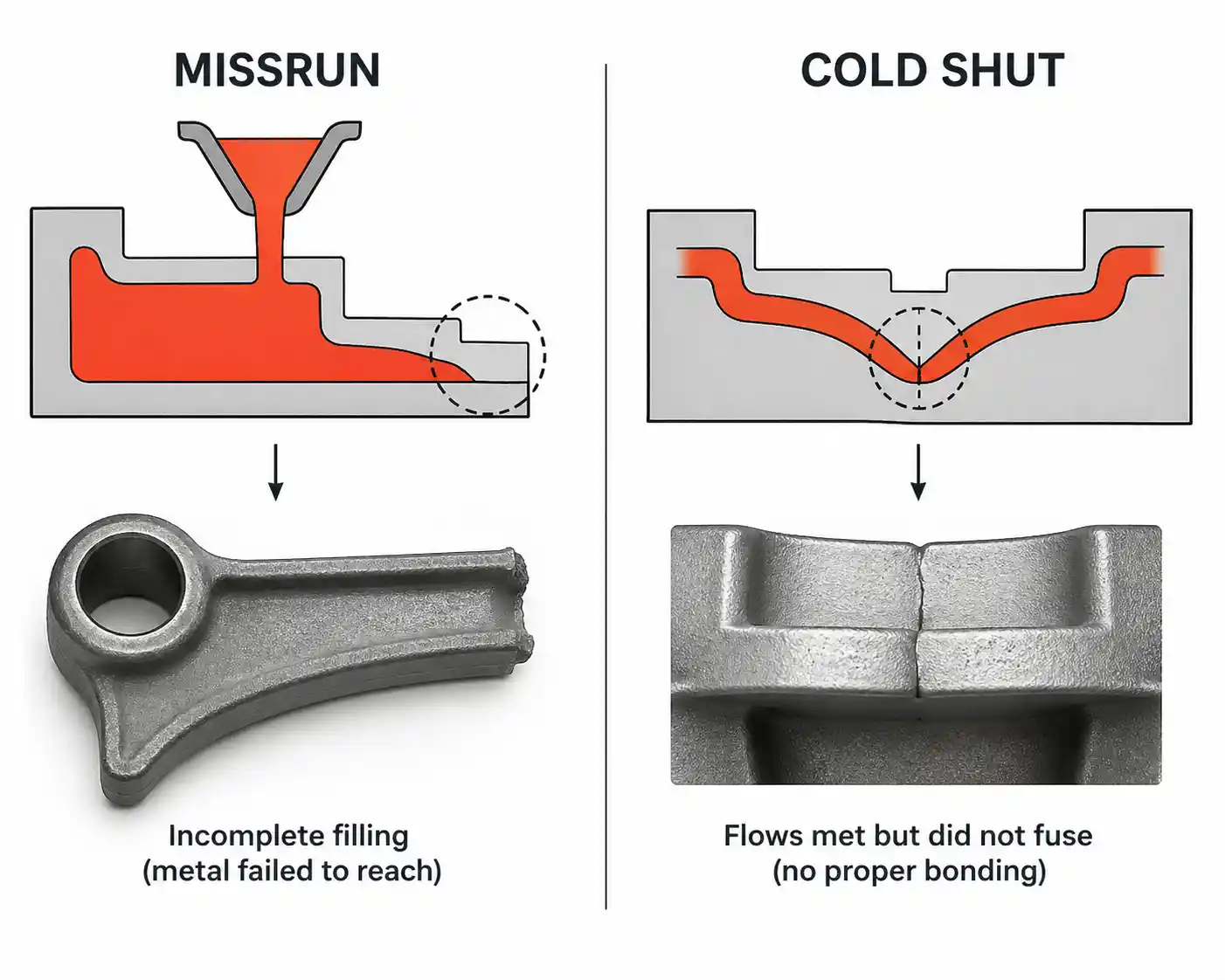
Wie sich ein Kaltstart von einem Fehlstart unterscheidet
Kaltverschluss und Fehlguss hängen eng zusammen, da beide zum übergeordneten Problem der unvollständigen Füllung gehören, stellen aber nicht denselben Fehler dar. Ein Fehlguss entsteht, wenn das Metall den Formhohlraum nicht vollständig ausfüllt und so eine ungefüllte Stelle oder einen unvollständigen Rand hinterlässt. Ein Kaltverschluss tritt auf, wenn der Formhohlraum größtenteils gefüllt ist, die einzelnen Metallfronten jedoch an ihren Berührungspunkten nicht miteinander verschmelzen. Eine hilfreiche Quelle zur Prozessentwicklung verdeutlicht diesen Unterschied: Unvollständige Füllung tritt in zwei Formen auf, Kaltverschluss und Fehlguss. Der Kaltverschluss entsteht, wenn zwei Metallströme aufeinandertreffen und sich nicht vollständig vereinen, während der Fehlguss auftritt, wenn das geschmolzene Metall den Formhohlraum nicht vollständig ausfüllt.
Dieser Unterschied ist wirtschaftlich relevant, da die Abhilfemaßnahmen zwar verwandt, aber nicht identisch sind. Beide Fehler können durch unzureichende Fließfähigkeit, mangelhafte Angussführung, zu niedrige Gießtemperatur oder schwierige Dünnwandgeometrie verursacht werden. Ein Fehlguss deutet jedoch direkter auf ein vollständiges Füllversagen hin, während ein Kaltverschluss auf ein Verschmelzungsversagen an einer Verbindungsstelle hinweist. Stellt ein Käufer wiederholt Fehler an derselben Verbindungsstelle oder Fließfront-Trennzone fest, lautet die Frage nicht mehr nur: “Wurde der Hohlraum gefüllt?”, sondern: “Waren die Fließfronten heiß, sauber und schnell genug, um zu verschmelzen?”
Hauptursachen für Kaltfließstörungen in der Gießereipraxis
Kaltes Abschalten ist fast immer ein Problem der Fluidität und der Füllung, aber dieser Begriff ist zu allgemein, um nützlich zu sein, solange er nicht in die wirklichen Ursachen aufgeschlüsselt wird.
Treiber 1: Metalltemperatur
Der erste Einflussfaktor ist die Metalltemperatur. Ist das Metall am Treffpunkt zu kalt, bildet sich eine dünne Haut, bevor die gegenüberliegende Front eintrifft, und die beiden Ströme berühren sich, ohne sich vollständig zu verbinden.
Treiber 2: Form- oder Werkzeugtemperatur
Der zweite Einflussfaktor ist die Form- oder Werkzeugtemperatur. Eine kalte Werkzeug- oder Werkzeugoberfläche kann den Materialstrahl zu schnell abkühlen und zum gleichen Ergebnis führen. Eine Studie der McGill University zur Kaltverklebung beim Druckguss nennt niedrigen Einspritzdruck, kalte Werkzeuge, niedrige Metalltemperatur, Oxide im flüssigen Metall und eine ungeeignete Werkzeugkonstruktion als Hauptursachen. Diese Ursachen sind zwar spezifisch für den Druckguss, die zugrunde liegende Logik lässt sich aber gut auf andere Gießverfahren übertragen.
Treiber 3: Angussgestaltung und Füllmuster
Der dritte Einflussfaktor ist die Gestaltung des Angusskanals und das Füllmuster. Verursacht das Angusskanalsystem lange Fließwege, isolierte dünne Abschnitte, abrupte Verzweigungen oder gegenläufige Ströme, die sich erst spät treffen, steigt das Risiko erheblich. Dieselbe Quelle zur Designoptimierung, die Kaltverschluss von Fehlfüllungen unterscheidet, betont auch, dass das Angusskanalsystem eine gleichmäßige und vollständige Füllung mit kontrollierter Fließrichtung und minimierter Turbulenz gewährleisten soll. Wird dieses Ziel nicht erreicht, steigt die Wahrscheinlichkeit für unvollständige Füllung, Einschlüsse und Gaseinschlüsse deutlich an. Anders ausgedrückt: Kaltverschluss ist oft das sichtbare Symptom eines mangelhaften Füllmusters.
Treiber 4: Oberflächenoxidation und -kontamination
Der vierte Faktor ist Oberflächenoxidation und Verunreinigung an der Fließfront. Selbst bei nominell ausreichend hoher Temperatur kann eine oxidierte oder gestörte Fließfront eine schwache Grenzfläche erzeugen, die sich wie eine Kaltverklebung verhält. Dies ist besonders relevant bei Aluminium- und Druckgussteilen, wo schnelle Oberflächenoxidation und Fließfronten mit großer Oberfläche eine saubere Verschmelzung erschweren, wenn Turbulenzen oder unzureichende Entlüftung vorhanden sind. Daher ist die Kontrolle von Kaltverklebungen nicht nur eine Frage der Temperatur, sondern auch der Metall- und Fließqualität.
Warum manche Bauteilgeometrien anfälliger für Kaltschweißungen sind
Käufer gehen mitunter davon aus, dass allein der Prozess über das Auftreten von Kaltfließstellen entscheidet. Tatsächlich ist die Bauteilgeometrie oft die eigentliche Ursache. Dünne Wände, lange Fließwege, geteilte Fließpfade, mehrere Angüsse, die denselben Abschnitt speisen, abrupte Wandstärkenänderungen und weit entfernte Enden erhöhen die Wahrscheinlichkeit von Kaltfließstellen, da sie ein vorzeitiges Abkühlen oder ein spätes Zusammentreffen der Fließfronten begünstigen. Je stärker die Konstruktion die Schmelze zum Teilen und Wiedervereinigen zwingt, desto wichtiger wird das Füllmuster. Daher treten Kaltfließstellen häufig in optisch vorhersehbaren Bereichen auf, wie z. B. an dünnen Rippen, an Kanten weit entfernt vom Anguss oder in Bereichen, in denen zwei Fließfronten einen Kern umschließen und aufeinandertreffen.
Aus diesem Grund eignet sich die Kaltverformung oft besser für eine Designprüfung als für eine reine Inspektion. Bilden sich in einem dünnen Bereich naturgemäß gegenläufige Fließfronten, kann die Gießerei dies zwar durch Temperaturregelung, Anguss oder Entlüftung beheben, doch die Geometrie selbst birgt bereits ein erhöhtes Prozessrisiko. Ein Einkäufer, der diese Bereiche frühzeitig anspricht, erhält in der Regel eine bessere Prozessempfehlung als jemand, der erst nach der ersten Fertigung die Fehleranalyse abwartet.
Wie man Kaltabschaltungen erkennt: Prüfmethoden und Normen
Sichtprüfung
Kaltverbindungen werden häufig zuerst durch Sichtprüfung entdeckt, da es sich oft um Oberflächen- oder oberflächennahe Nähte handelt. Bei Stahlgussteilen bietet ASTM A802 den Rahmen für die visuelle Oberflächenprüfung mittels abgestufter Referenzproben und legt ausdrücklich fest, dass die Oberflächenprüfung und die Erkennung von Oberflächenfehlern durch Sichtprüfung abgedeckt werden. Bei Rohrleitungs- und Stahlgussteilen dient MSS SP-55 einem ähnlichen Zweck als visuelles Verfahren zur Beurteilung von Oberflächenunebenheiten an Ventilen, Flanschen, Fittings und zugehörigen Bauteilen. Daher sind visuelle Normen für Einkäufer in den Lieferketten von Ventilen, Fittings und Druckteilen von großer Bedeutung, da Kaltverbindungen an zugänglichen Oberflächen vor der Bearbeitung auftreten können.
Eindringprüfung (PT)

Bei subtilen oder auf einer fertigen Oberfläche festgestellten Indikationen ist die Eindringprüfung mit Flüssigkeit einer der praktischsten nächsten Schritte. ASTM E1417 legt Mindestanforderungen für die Eindringprüfung von nichtporösen Bauteilen fest und weist ausdrücklich darauf hin, dass das Verfahren für Fehlstellen wie Risse, Überlappungen, Kaltnähte und Porosität anwendbar ist, die offen oder mit der Oberfläche verbunden sind.
Magnetpulverprüfung (MT)
Bei ferromagnetischen Gussteilen wird die Magnetpulverprüfung nach ASTM E709 häufig zur Erkennung von Oberflächen- und oberflächennahen Fehlstellen eingesetzt. Für den Käufer sind Eindringprüfung und Magnetpulverprüfung oft aussagekräftiger als die Radiographie, da Kaltverbindungen in der Regel planar und oberflächennah sind und keine großen Volumenfehler darstellen.
Radiografische Prüfung (RT)
Die Radiographie hat nach wie vor ihre Berechtigung, insbesondere wenn das Gussteil ohnehin zur Prüfung der inneren Festigkeit auf Röntgenbilder untersucht werden muss oder wenn die Kaltnaht so weit reicht, dass sie in der richtigen Ausrichtung radiographisch sichtbar wird. ASTM E446 stellt Referenzradiographien für Stahlgussteile bereit und weist darauf hin, dass eine Vereinbarung zwischen Käufer und Lieferant hinsichtlich der Anwendung dieser Referenzen in der Produktionsbewertung erforderlich ist. Für Aluminium- und Magnesiumgussteile nennt die ASTM-Normenliste für zerstörungsfreie Prüfverfahren ASTM E155 als üblicherweise verwendete Referenzradiographie-Norm. Zusammenfassend lässt sich sagen, dass die Radiographie nicht für jede Kaltnaht das Mittel der Wahl ist, aber ihren Platz im umfassenderen Qualitätsmanagement hat, wenn das Bauteil bereits radiographisch geprüft wird.
Die für Käufer relevanten “Arten” von Kaltverschluss
Aus Käufersicht ist die sinnvollste Art, über Kaltverschluss-“Typen” nachzudenken, nicht die akademische Taxonomie, sondern das kommerzielle Verhalten.
Typ 1: Offene Oberfläche, kalt geschlossen
Die erste Art ist die Kaltverbindung mit offener Oberfläche. Dabei handelt es sich um eine sichtbare Naht oder überlappungsartige Linie, die in der Regel schnell die visuelle, die Eindring- oder die kosmetische Abnahme nicht besteht.
Typ 2: Oberflächennahe Verschmelzungslinie
Die zweite ist die oberflächennahe Schmelzlinie, die bei einer groben Sichtprüfung möglicherweise entgeht, aber bei der maschinellen Bearbeitung, der Magnetpulverprüfung oder der Eindringprüfung sichtbar wird.
Typ 3: Prozessspezifische Kaltverbindung dünnwandig
Die dritte Art ist das prozessspezifische Kaltversagen dünner Wände, das häufig beim Druckgießen oder Schnellgießen auftritt. Hierbei führen kalte Werkzeuge, niedriger Druck oder oxidhaltige Fließfronten zu nahtartigen Unterbrechungen in dünnen oder entfernten Bereichen. Verschiedene Gießereien verwenden dafür möglicherweise unterschiedliche Fachbegriffe, das wirtschaftliche Problem bleibt jedoch dasselbe: Oberflächenindikation, Offenlegung von Strukturen unter der Oberfläche oder Verschmelzungsfehler an der dünnen Wand.
Wie man Kaltabschaltungen verhindert: Prozess- und Konstruktionsstrategien
Prozessoptimierung: Temperatur, Zuführung und Entlüftung
Prävention beginnt mit der Füllqualität, nicht mit der Inspektion. Das Metall muss heiß genug, schnell genug und sauber genug am Treffpunkt ankommen, um zu verschmelzen. Das bedeutet in der Regel, die Gießtemperatur oder die Schussbedingungen zu optimieren, die Form- oder Werkzeugtemperatur zu kontrollieren, die Angussgestaltung zu verbessern, damit die Metallströme nicht zu spät aufeinandertreffen, und Entlüftungs- oder Strömungswege zu nutzen, die das Aufeinandertreffen von oxidierten, turbulenten oder luftgefüllten Fronten verhindern. Die bereits erwähnte Druckgussstudie ist hilfreich, da ihre Hauptursachenliste sehr praxisnah ist: niedriger Druck, kalte Werkzeuge, niedrige Metalltemperatur, Oxide im Metall und ungeeignete Werkzeugkonstruktion. Ein Käufer sollte erwarten, dass sich die Korrekturmaßnahmen der Gießerei auf diese Stellschrauben konzentrieren und nicht auf vage Aussagen zur “Prozessverbesserung”.”
Designprüfung: Geometrie und Füllmuster
Prävention bedeutet auch, die Geometrie zu berücksichtigen. Wenn eine Konstruktion ein unvermeidbares Zusammenfließen dünner Fließfronten im späten Stadium verursacht, kann auch eine sorgfältige Inspektionsplanung den Prozess nicht robuster gestalten. In diesem Fall kann die Änderung der Angusslage, der Wandstärkenübergänge, des Querschnitts oder sogar des Prozessablaufs die wirtschaftlichere Lösung sein. Die zuvor erwähnte Quelle zur Angussgestaltung ist hier besonders hilfreich, da sie fehlerfreies Gießen direkt mit einer gleichmäßigen, kontrollierten und vollständigen Formfüllung verknüpft. Genau so sollte man die Vermeidung von Kaltfließstellen betrachten: nicht als isolierten Fehlercode, sondern als Folge der Fließrichtung des Metalls.
Qualitätskontrolle und Standards: Was sollte im Vorfeld vereinbart werden?
Festlegung vertraglicher Annahmekriterien
Für Käufer ist die wichtigste Frage bezüglich der Normen nicht “Welche Norm existiert?”, sondern “Welche Norm ist vertraglich maßgebend für die Abnahme?” ASTM A802 Es wird klar gesagt, dass bei der Oberflächenprüfung von Stahlgussteilen vier Akzeptanzstufen und abgestufte Vergleichskriterien für Oberflächenfehler verwendet werden. ASTM E446 Es wird ebenso deutlich darauf hingewiesen, dass die Anwendung von Referenzradiografien eine vorherige Vereinbarung zwischen Käufer und Lieferant erfordert. MSS SP-55 wird in der Ventil- und Armaturenbranche häufig zur Erkennung visueller Unregelmäßigkeiten verwendet. ASTM E1417 und E709 regeln die Durchführung von Eindring- und Magnetpulverprüfungen, stellen jedoch Prozessnormen und keine eigenständigen Abnahmekriterien dar. Das bedeutet, dass Käufer und Lieferant weiterhin festlegen müssen, was bei dem jeweiligen Bauteil als fehlerhafte Kaltverriegelung gilt.
Hier schwächeln viele Beschaffungsprogramme. Der Mangel wird erst nach Eintreffen der Muster thematisiert, obwohl die Definition im Rahmen der Angebotsanfrage oder des Qualitätsplans erfolgen sollte. Bei rein kosmetischen Bauteilen kann eine sichtbare Kaltnaht bereits inakzeptabel sein. Bei strukturellen oder druckbeanspruchten Bauteilen kann selbst eine feine, oberflächennahe Kaltnaht in einer kritischen Zone unabhängig vom Aussehen unakzeptabel sein. Gute Einkäufer legen sowohl die Prüfmethode als auch die Akzeptanzkriterien für die relevanten Bereiche fest.
Was ein Käufer fragen sollte, bevor er einem Gussverfahren zustimmt
Kritische Fragen zur Lieferantenbewertung
Wenn das Risiko von Kaltfließstellen für die Anwendung relevant ist, sollten die Fragen nicht allgemein gehalten werden. Fragen Sie nach den wahrscheinlichen Bereichen, in denen sich die Fließfronten treffen. Fragen Sie, ob die kritischen Merkmale diese Bereiche kreuzen. Fragen Sie, welche Prüfmethode in diesen Bereichen angewendet wird. Fragen Sie, welcher Abnahmestandard gilt und ob die Gießerei ein Kaltfließrisiko an dünnen Wandstärken, Kanten oder Angussstellen erwartet. Kann der Lieferant diese Fragen nicht eindeutig beantworten, wurde der Prozess für einen kritischen Auftrag nicht ausreichend geprüft. Kaltfließstellen sind ein guter Indikator dafür, ob der Lieferant den Gießprozess als durchdachten Prozess oder lediglich als Kostenfaktor betrachtet.
Bei HDC ist die Prozessauswahl genauso wichtig wie die Inspektion. Durch seine Metallgussservice, HDC unterstützt Gussprogramme mit nachgelagerter CNC-Bearbeitung kritischer Flächen, Bohrungen und anderer Merkmale, die bei hohem Funktionsrisiko nicht im Rohzustand belassen werden sollten. Für Käufer ist dies oft der sinnvolle Weg: Das Gussteil wird von vornherein so konstruiert, dass Kaltschweißen vermieden wird. Anschließend werden die wirklich kritischen Schnittstellen bearbeitet, sodass das Bauteil im Rohzustand nicht übermäßig beansprucht wird.
Fazit
Kaltnaht ist ein Füll- und Verschmelzungsfehler, nicht nur ein Oberflächenfehler. Sie entsteht, wenn Metallfronten ohne ausreichende Verbindung aufeinandertreffen, und kann schwerwiegende Folgen haben, da die resultierende Naht wie eine eingebaute Diskontinuität wirkt. Am besten lässt sie sich nicht allein durch Inspektion vermeiden, sondern durch die Kombination von Geometrieprüfung, Temperaturkontrolle, Angussgestaltung und einem geeigneten Abnahmeplan von Anfang an. Käufer, die den Unterschied zwischen Kaltnaht und Fehlguss verstehen und visuelle sowie zerstörungsfreie Prüfstandards klar definieren, vermeiden in der Regel einen Großteil der Ausschuss- und Nacharbeitsbelastung in späten Phasen. Wirtschaftlich gesehen geht es bei Kaltnaht weniger um “Fehlererkennung” als vielmehr um Prozessdisziplin – und deshalb ist es sinnvoll, dieses Thema frühzeitig in jeder ernsthaften Gussanfrage anzusprechen.






