يُعدّ الالتحام البارد أحد عيوب الصب التي قد تبدو طفيفة ظاهريًا، لكنها تتحول لاحقًا إلى مشكلة تجارية خطيرة. غالبًا ما يظهر على شكل خط يشبه اللحام، أو علامة مستديرة تشبه الشق، أو سطح تلامس ضعيف حيث تلتقي قطعتان معدنيتان دون اندماجهما الكامل. أثناء الاستخدام، قد يعمل هذا الخط كمُركِّز للإجهاد. وخلال عمليات التشغيل، قد يتسع ليصبح انقطاعًا مرئيًا. وأثناء الفحص، قد يؤدي إلى رفض المنتج حتى لو بدا باقيه سليمًا. تشير إرشادات تحليل الأعطال الصادرة عن الجمعية الأمريكية للمعادن (ASM) إلى أن الالتحام البارد قد يحدث في جميع أنواع المسبوكات، وقد يصبح مصدرًا خطيرًا لتركيز الإجهاد، ولذلك ينبغي على المشترين التعامل معه بجدية تتجاوز مجرد كونه مشكلة تجميلية.
بالنسبة للمشترين التقنيين، لا يقتصر السؤال المفيد على كيفية تحديد حالات الإغلاق المفاجئ بعد وقوعها، بل الأهم هو كيفية تحديد ما إذا كانت عملية التصنيع، والتصميم الهندسي، وخطة الجودة تجعل الإغلاق المفاجئ محتملاً في المقام الأول. وهنا تكمن أهمية اتخاذ قرارات التوريد الأفضل.
ما هو الإغلاق البارد في الواقع؟
يتشكل الانغلاق البارد عندما يلتقي تياران من المعدن المنصهر داخل القالب أو القالب، لكنهما لا يندمجان بشكل صحيح. والنتيجة ليست مجرد "ملء غير مكتمل"، بل هي عدم اندماج عند خط الالتقاء. تصف مواد التدريب على التصوير الإشعاعي غير المتلف الانغلاق البارد بأنه انقطاعات على السطح أو بالقرب منه، ناتجة عن التقاء تيارين من المعدن السائل وعدم اندماجهما، وغالبًا ما تظهر على شكل خطوط ذات حواف ناعمة ومستديرة. يُعد وصف الحواف المستديرة مهمًا لأنه يساعد في التمييز بين الانغلاق البارد والتشقق الحقيقي. عادةً ما ينشأ الشق من الإجهاد بعد التصلب، بينما يتشكل الانغلاق البارد أثناء عملية الملء نفسها.
عمليًا، يواجه المشترون عادةً مشكلة اللحام البارد بإحدى طريقتين. الأولى هي اللحام السطحي الواضح الذي يظهر أثناء الفحص البصري أو بعد عملية السفع الرملي. أما الثانية فهي عدم استمرارية قريبة من السطح لا تظهر إلا عند إجراء عمليات التشغيل الآلي أو اختبار اختراق الصبغة أو اختبار الجسيمات المغناطيسية. وكلا الأمرين مهم. فالأول يؤثر على قبول المنتج ومظهره، بينما يؤثر الثاني على سلامته الهيكلية ومخاطر تلفه لاحقًا.

عيب الإغلاق البارد
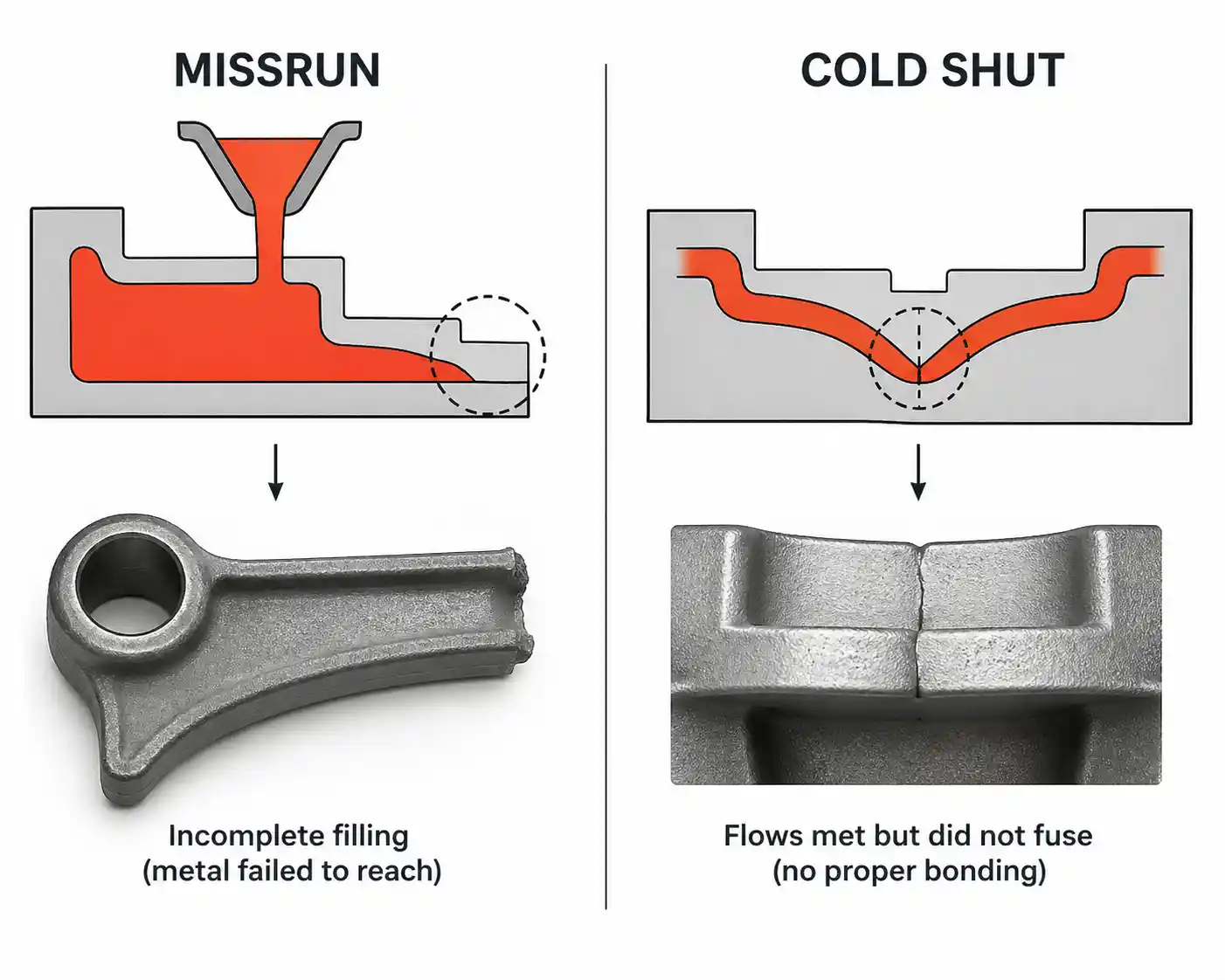
كيف يختلف الإغلاق البارد عن التشغيل الخاطئ
يرتبط كل من الإغلاق البارد والتدفق غير الكامل ارتباطًا وثيقًا، إذ يندرجان ضمن مشكلة أوسع نطاقًا تتمثل في عدم اكتمال التعبئة، لكنهما ليسا العيب نفسه. يحدث التدفق غير الكامل عندما يفشل المعدن في ملء التجويف بالكامل، تاركًا جزءًا غير مملوء أو حافة غير مكتملة. أما الإغلاق البارد فيحدث عندما يكون التجويف ممتلئًا إلى حد كبير، لكن جبهات المعدن المنفصلة لا تندمج عند التقائها. يوضح أحد المصادر المفيدة لتصميم العمليات هذا التمييز بوضوح تام: يحدث عدم اكتمال التعبئة في صورتين، الإغلاق البارد والتدفق غير الكامل؛ يحدث الإغلاق البارد عندما يلتقي تدفقان ولا يندمجان تمامًا، بينما يحدث التدفق غير الكامل عندما لا يملأ المعدن المنصهر تجويف القالب بشكل صحيح.
يُعدّ هذا الاختلاف مهمًا من الناحية التجارية لأنّ الحلول متشابهة ولكنها ليست متطابقة. قد ينجم كلا العيبين عن عدم كفاية السيولة، أو ضعف التحكم في الصب، أو انخفاض درجة حرارة الصب، أو صعوبة تصميم الجدران الرقيقة. لكنّ عدم اكتمال الصب يشير بشكل مباشر إلى فشل تام في ملء الفراغ، بينما يشير عدم اكتمال الصب إلى فشل في الاندماج عند خط الالتقاء. إذا لاحظ المشتري عيوبًا متكررة عند خط الالتقاء نفسه أو منطقة التقاء جبهات التدفق، فإنّ المسألة لم تعد تقتصر على "هل امتلأ الفراغ؟" بل تصبح "هل وصلت جبهات التدفق ساخنة ونظيفة وسريعة بما يكفي للاندماج؟"“
الأسباب الرئيسية لانسدادات القوالب الباردة في ممارسات المسابك
إن عمليات الإغلاق الباردة هي في الغالب مشكلة تتعلق بالسيولة والتعبئة، لكن هذه العبارة واسعة جدًا بحيث لا يمكن استخدامها إلا إذا تم تقسيمها إلى العوامل الحقيقية.
السائق 1: درجة حرارة المعدن
العامل الأول هو درجة حرارة المعدن. إذا وصل المعدن إلى نقطة الالتقاء باردًا جدًا، تتشكل طبقة رقيقة قبل وصول الجبهة المقابلة، ويتلامس التياران دون أن يندمجا تمامًا.
المحرك 2: درجة حرارة القالب أو القالب
العامل الثاني هو درجة حرارة القالب. فبرودة القالب أو سطحه قد تُؤدي إلى تبريد المعدن المنصهر بسرعة كبيرة، مما يُسبب نفس النتيجة. تُشير دراسة أجرتها جامعة ماكجيل حول تكوّن الانسدادات الباردة في عمليات الصب بالقوالب إلى أن انخفاض ضغط الحقن، وبرودة القوالب، وانخفاض درجة حرارة المعدن، ووجود الأكسيد في المعدن المنصهر، والتصميم غير المناسب للقالب، من بين الأسباب الرئيسية. تختلف هذه الأسباب في صياغتها باختلاف عملية الصب بالقوالب، ولكن المنطق ينطبق على طرق الصب الأخرى.
المحرك 3: تصميم البوابة ونمط التعبئة
العامل الثالث هو تصميم البوابات ونمط التعبئة. إذا تسبب نظام البوابات في مسارات تدفق طويلة، أو أقسام رقيقة معزولة، أو انقسامات مفاجئة، أو تيارات متقابلة تلتقي متأخرًا، يرتفع الخطر بشكل حاد. ويؤكد نفس مصدر تحسين التصميم الذي يميز الإغلاق البارد عن التشغيل غير السليم أن الغرض من نظام البوابات هو التعبئة السلسة والمنتظمة والكاملة مع التحكم في اتجاه التدفق وتقليل الاضطراب إلى أدنى حد. وعندما يفشل هذا الهدف، يصبح عدم اكتمال التعبئة، وظهور الشوائب، وانحباس الغاز أكثر احتمالًا. بعبارة أخرى، غالبًا ما يكون الإغلاق البارد هو العرض المرئي لنمط تعبئة رديء.
العامل الرابع: أكسدة السطح والتلوث
العامل الرابع هو أكسدة السطح والتلوث عند جبهة التدفق. حتى عندما تكون درجة الحرارة مرتفعة بما يكفي، يمكن لجبهة التدفق المؤكسدة أو المضطربة أن تُنشئ سطحًا ضعيفًا يتصرف كسطح لحام بارد. هذا الأمر بالغ الأهمية في صناعة الألمنيوم والصب بالقوالب، حيث تجعل الأكسدة السطحية السريعة وجبهات التدفق ذات المساحة السطحية الكبيرة عملية الانصهار النظيف أكثر صعوبة في حال وجود اضطراب أو تهوية غير كافية. هذا أحد أسباب أن التحكم في اللحام البارد ليس مجرد مسألة تتعلق بدرجة الحرارة، بل هو أيضًا مسألة تتعلق بجودة المعدن وجودة التدفق.
لماذا تكون بعض أشكال الأجزاء أكثر عرضة للإغلاق البارد؟
قد يظن المشترون أحيانًا أن عملية التصنيع وحدها هي التي تحدد ظهور ظاهرة الإغلاق البارد. في الواقع، غالبًا ما يكون تصميم القطعة هو السبب الرئيسي. فالجدران الرقيقة، وطول مسارات التدفق، ومسارات التدفق المتشعبة، ووجود بوابات متعددة تغذي نفس القسم، والتغيرات المفاجئة في سمك الجدار، والأطراف البعيدة، كلها عوامل تزيد من احتمالية حدوث الإغلاق البارد لأنها تشجع على التبريد المبكر أو التقاء جبهات التدفق في وقت متأخر. وكلما زاد تصميم القطعة من إجبار المادة المنصهرة على الانقسام ثم إعادة الالتحام، زادت أهمية نمط التعبئة. ولهذا السبب، غالبًا ما تظهر ظاهرة الإغلاق البارد في مناطق يسهل التنبؤ بها بصريًا، مثل الأضلاع الرقيقة، والحواف البعيدة عن البوابة، أو المناطق التي تلتف فيها جبهتان حول قلب القطعة وتلتقيان.
لهذا السبب أيضًا، غالبًا ما يكون موضوع مراجعة التصميم أثناء عملية الإغلاق البارد أفضل من موضوع الفحص البحت. فإذا كان الجزء يُنشئ بطبيعته جبهات تدفق متعاكسة في مقطع رقيق، فقد تتمكن المسبكة من حل المشكلة باستخدام التحكم في درجة الحرارة أو البوابات أو التهوية، ولكن الشكل الهندسي نفسه يدفع العملية نحو المخاطرة. وعادةً ما يحصل المشتري الذي يناقش هذه المناطق مبكرًا على توصية أفضل بشأن العملية من المشتري الذي ينتظر خريطة العيوب بعد عينات الإنتاج الأولية.
كيفية اكتشاف الثقوب الباردة: طرق ومعايير الفحص
الفحص البصري
غالبًا ما تُكتشف عيوب اللحام البارد أولًا بالفحص البصري، نظرًا لأن العديد منها عبارة عن وصلات سطحية أو قريبة من السطح. في مصبوبات الصلب، يوفر معيار ASTM A802 إطارًا لقبول السطح بصريًا باستخدام معايير مقارنة مرجعية مُصنفة، وينص صراحةً على أنه يشمل فحص السطح وعدم استمراريته من خلال الفحص البصري. في مصبوبات الصلب المتعلقة بالأنابيب، يؤدي معيار MSS SP-55 غرضًا مشابهًا كطريقة بصرية لتقييم عدم انتظام السطح في الصمامات والشفاه والوصلات والمكونات ذات الصلة. وهذا ما يجعل المعايير البصرية ذات أهمية بالغة للمشترين في سلاسل توريد الصمامات والوصلات وأجزاء الضغط، حيث قد تظهر عيوب اللحام البارد على الأسطح التي يمكن الوصول إليها قبل التشغيل الآلي.
اختبار الاختراق السائل (PT)

عندما يكون المؤشر خفيًا أو على سطح نهائي، يُعد اختبار الاختراق السائل أحد أكثر الخطوات العملية التالية. يحدد معيار ASTM E1417 الحد الأدنى من المتطلبات لفحص الاختراق للمكونات غير المسامية، ويشير تحديدًا إلى أن هذه الطريقة قابلة للتطبيق على حالات عدم الاستمرارية مثل الشقوق، والتداخلات، واللحامات الباردة، والمسامية المفتوحة أو المتصلة بالسطح.
اختبار الجسيمات المغناطيسية (MT)
بالنسبة للمسبوكات المغناطيسية الحديدية، يُستخدم اختبار الجسيمات المغناطيسية وفقًا لمعيار ASTM E709 على نطاق واسع للكشف عن العيوب السطحية والقريبة من السطح. ومن وجهة نظر المشتري، غالبًا ما يكون اختبار الاختراق واختبار الجسيمات المغناطيسية أكثر فائدة من التصوير الإشعاعي في حالات اللحام البارد، لأن هذه العيوب عادةً ما تكون مستوية ومتصلة بالسطح وليست عيوبًا حجمية كبيرة.
الفحص الإشعاعي (RT)
لا يزال للتصوير الإشعاعي دورٌ هام، خاصةً عندما تتطلب عملية الصب ذلك لضمان سلامة أجزائها الداخلية، أو عندما يمتدّ اللحام البارد بما يكفي ليصبح مرئيًا إشعاعيًا بالاتجاه الصحيح. يوفر معيار ASTM E446 صورًا إشعاعية مرجعية لسبائك الصلب، ويوضح ضرورة وجود اتفاق بين المشتري والمورد حول كيفية تطبيق هذه المراجع في تقييم الإنتاج. أما بالنسبة لسبائك الألومنيوم والمغنيسيوم، فتشير قائمة معايير الاختبارات غير المتلفة الصادرة عن ASTM إلى أن معيار ASTM E155 هو معيار الصور الإشعاعية المرجعي المستخدم عادةً. والخلاصة العملية هي أن التصوير الإشعاعي ليس الخيار الأول لكل عملية لحام بارد، ولكنه يُعدّ جزءًا من إطار الجودة الأوسع نطاقًا عندما يكون الجزء خاضعًا بالفعل للفحص الإشعاعي.
أنواع عمليات الإغلاق البارد التي تهم المشترين
من وجهة نظر المشتري، فإن الطريقة الأكثر فائدة للتفكير في "أنواع" الإغلاق البارد ليست من خلال التصنيف الأكاديمي ولكن من خلال كيفية تصرفها تجارياً.
النوع 1: سطح مفتوح، إغلاق بارد
النوع الأول هو اللحام البارد ذو السطح المفتوح. وهو عبارة عن خط التماس المرئي أو الخط الشبيه بالتداخل الذي عادة ما يفشل بسرعة في القبول البصري أو الاختراقي أو التجميلي.
النوع 2: خط الانصهار القريب من السطح
أما الثاني فهو خط الانصهار القريب من السطح والذي قد يفلت من الفحص البصري الخشن ولكنه يظهر تحت تأثير المعالجة أو اختبار الجسيمات المغناطيسية أو المواد المخترقة.
النوع 3: وصلة باردة رقيقة الجدران خاصة بالعملية
أما النوع الثالث فهو الانغلاق البارد ذو الجدار الرقيق، والذي يُلاحظ غالبًا في عمليات صب القوالب أو التعبئة السريعة، حيث تُحدث القوالب الباردة أو الضغط المنخفض أو الجبهات المحملة بالأكسيد فواصل تشبه اللحامات في المقاطع الرقيقة أو البعيدة. قد تستخدم مصانع الصب المختلفة مصطلحات مختلفة لوصف هذه الظاهرة، لكن المشكلة التجارية واحدة: مؤشرات سطحية، أو انكشاف تحت السطح، أو فشل انصهار جبهة التدفق في الجدار الرقيق.
كيفية منع الإغلاق البارد: استراتيجيات العمليات والتصميم
تحسين العمليات: درجة الحرارة، والبوابات، والتهوية
تبدأ الوقاية بجودة الحشو، لا بالفحص. يجب أن يصل المعدن إلى نقطة الالتقاء ساخنًا بالقدر الكافي، وبسرعة كافية، ونظيفًا بما يكفي للانصهار. وهذا يعني عادةً تحسين درجة حرارة الصب أو ظروف الحقن، والتحكم في درجة حرارة القالب، وتحسين تصميم البوابة بحيث لا تلتقي تيارات المعدن متأخرة جدًا، واستخدام فتحات تهوية أو مسارات تدفق تمنع تصادم جبهات الهواء المؤكسد أو المضطرب أو المحصور. تُعد دراسة صب القوالب المذكورة سابقًا مفيدة لأن قائمة أسبابها الرئيسية عملية للغاية: انخفاض الضغط، وبرودة القوالب، وانخفاض درجة حرارة المعدن، ووجود الأكسيد في المعدن، وتصميم القالب غير المناسب. ينبغي للمشتري أن يتوقع أن تتمحور إجراءات التصحيح التي تقدمها المسبك حول هذه العوامل بدلًا من عبارات غامضة حول "تحسين العملية".“
مراجعة التصميم: الهندسة ونمط التعبئة
يشمل منع عيوب الصب أيضًا معالجة هندسة القالب. فإذا أدى التصميم إلى إعادة توحيد جبهات التدفق الرقيقة في المراحل المتأخرة، فلن تُجدي أي عملية تخطيط للفحص نفعًا في ضمان متانة العملية. في هذه الحالة، قد يكون تغيير موقع البوابة، أو انتقالات سُمك الجدار، أو توازن المقطع، أو حتى مسار العملية، هو الحل الأمثل من الناحية الاقتصادية. يُعد مصدر تصميم البوابات الذي تم استعراضه سابقًا مفيدًا للغاية هنا، لأنه يربط الصب الخالي من العيوب مباشرةً بملء القالب بسلاسة وتحكم واكتمال. هذه هي الطريقة الصحيحة تمامًا للتفكير في منع الصب البارد: ليس كعيب معزول، بل كنتيجة لكيفية تدفق المعدن.
مراقبة الجودة والمعايير: ما يجب الاتفاق عليه مسبقاً
وضع معايير القبول التعاقدي
بالنسبة للمشترين، فإن أهم سؤال يتعلق بالمعايير ليس "ما هو المعيار الموجود؟" بل "ما هو المعيار الذي يتحكم في القبول بموجب العقد؟"“ ASTM A802 ويوضح بوضوح أن فحص سطح المسبوكات الفولاذية يستخدم أربعة مستويات من القبول ومقارنات متدرجة للكشف عن عدم استمرارية السطح. ASTM E446 ينصّ بوضوحٍ تامّ على أن أساس تطبيق صور الأشعة المرجعية يتطلب اتفاقًا مسبقًا بين المشتري والمورّد. يُستخدم معيار MSS SP-55 بشكلٍ شائع في مجال الصمامات والوصلات للكشف عن العيوب المرئية. يُنظّم معيارا ASTM E1417 وE709 كيفية إجراء فحوصات الاختراق والجسيمات المغناطيسية، لكنهما معياران إجرائيان، وليسا معيارين للقبول بحدّ ذاتهما. هذا يعني أنه لا يزال يتعيّن على المشتري والمورّد تحديد ما يُعتبر عيبًا في عملية الإغلاق البارد في ذلك الجزء تحديدًا.
هنا يكمن قصور العديد من برامج التوريد. لا يُناقش العيب إلا بعد وصول العينات، بينما كان من الأنسب تحديده في طلب عرض الأسعار أو خطة الجودة. إذا كان العيب تجميليًا، فقد يكون وجود عيب واضح في اللحام غير مقبول. أما إذا كان العيب هيكليًا أو متعلقًا بالضغط، فقد يكون حتى وجود عيب طفيف في اللحام بالقرب من السطح في منطقة حرجة غير مقبول بغض النظر عن مظهره. يُحدد المشترون الجيدون طريقة الفحص ومنطق القبول للمناطق المهمة.
ما الذي يجب على المشتري الاستفسار عنه قبل الموافقة على مسار الصب؟
أسئلة تقييم الموردين الأساسية
إذا كان خطر الإغلاق البارد مهمًا للتطبيق، فإن الأسئلة المفيدة ليست عامة. اسأل عن أماكن التقاء جبهة التدفق المحتملة. اسأل عما إذا كانت العناصر الحرجة تعبر تلك المناطق. اسأل عن طريقة الفحص المستخدمة في تلك المناطق. اسأل عن معيار القبول المطبق، وما إذا كانت المسبكة تتوقع أي مخاطر متعلقة بالإغلاق البارد في الأجزاء الرقيقة أو الحواف أو المناطق البعيدة عن البوابات. إذا لم يتمكن المورد من الإجابة على هذه الأسئلة بوضوح، فهذا يعني أن العملية لم تُراجع بعمق كافٍ لطلب بالغ الأهمية. يُعد الإغلاق البارد اختبارًا حاسمًا لمعرفة ما إذا كان المورد يدير عملية الصب كعملية تدفق هندسية أم مجرد عملية تسعير.
في شركة HDC، يُعد اختيار العملية بنفس أهمية الفحص. من خلال خدمة صب المعادن, تدعم شركة HDC برامج الصب مع عمليات التشطيب اللاحقة باستخدام الحاسوب (CNC) للأسطح والفتحات وغيرها من الميزات الحساسة التي لا ينبغي تركها في حالتها الخام بعد الصب عندما يكون خطر التشغيل مرتفعًا. بالنسبة للمشترين، غالبًا ما يكون هذا هو الخيار الأمثل: تصميم المسبوكات لتجنب التصلب البارد من البداية، ثم تشكيل الأسطح الحساسة بدقة بحيث لا يتحمل الجزء الكثير من العمل في حالته بعد الصب.
خاتمة
يُعدّ اللحام البارد عيبًا في عملية التعبئة والانصهار، وليس مجرد عيب سطحي. يتشكل هذا العيب عندما تلتقي أسطح المعدن دون التصاقها بشكل صحيح، وقد يكون خطيرًا لأن اللحام الناتج يتصرف كخلل داخلي. أفضل طريقة للتعامل معه لا تعتمد على الفحص وحده، بل على الجمع بين مراجعة الهندسة، والتحكم في درجة الحرارة، وتصميم البوابات، وخطة القبول المناسبة منذ البداية. عادةً ما يتجنب المشترون الذين يفهمون الفرق بين اللحام البارد والتشغيل غير الكامل، والذين يحددون معايير الفحص البصري والاختبارات غير الإتلافية بوضوح، نسبة كبيرة من الرفض وإعادة العمل في المراحل المتأخرة. من الناحية التجارية، لا يتعلق اللحام البارد بـ"اكتشاف العيوب" بقدر ما يتعلق بانضباط العملية، وهذا ما يجعله موضوعًا مفيدًا لإثارته مبكرًا في أي طلب عروض أسعار جاد للصب.






