Холодный спайк — это один из тех дефектов литья, которые на первый взгляд могут показаться незначительными, но впоследствии могут стать серьезной коммерческой проблемой. Часто он проявляется в виде шва, закругленной трещины или слабого соединения в месте соприкосновения двух металлических поверхностей, которые не полностью сплавились. В процессе эксплуатации этот шов может вести себя как концентратор напряжений. Во время механической обработки он может расшириться, образуя видимый разрыв. При контроле качества он может стать причиной отбраковки, даже если остальная часть детали выглядит исправной. В руководстве ASM по анализу отказов отмечается, что холодные спайки могут возникать во всех типах литья и могут стать серьезными источниками концентрации напряжений, поэтому покупатели должны рассматривать их не только как косметическую проблему.
Для технических специалистов, занимающихся закупками, важный вопрос заключается не только в том, как выявить холодный шов постфактум. Гораздо важнее определить, создают ли технологический процесс, геометрия и план контроля качества вероятность холодного шва в первую очередь. Именно здесь принимаются более взвешенные решения о выборе поставщиков.
Что такое на самом деле "холодная остановка"?
Холодная спайка образуется, когда два потока расплавленного металла встречаются внутри формы или расплава, но не соединяются должным образом. Результатом является не просто “плохое заполнение”. Это отсутствие сплавления в месте соединения. В учебных материалах по неразрушающему контролю (НК) холодные спайки описываются как разрывы на поверхности или вблизи нее, вызванные встречей двух потоков жидкости, которые не соединяются, часто видимые как линии с гладкими, закругленными краями. Это описание закругленных краев важно, поскольку оно помогает отличить холодные спайки от истинного растрескивания. Трещина обычно возникает из-за напряжения после затвердевания; холодная спайка образуется во время самого заполнения.
На практике покупатели обычно сталкиваются с дефектами стыков в холодном состоянии двумя способами. Первый — это очевидный поверхностный шов, который виден при визуальном осмотре или после пескоструйной обработки. Второй — это приповерхностный разрыв, который становится очевидным только при механической обработке, капиллярной дефектоскопии или магнитопорошковом контролю, когда он открывается или выделяется. Оба варианта важны. Первый влияет на приемку и внешний вид. Второй влияет на структурную целостность и риск брака в дальнейшем.

Дефект холодного закрытия
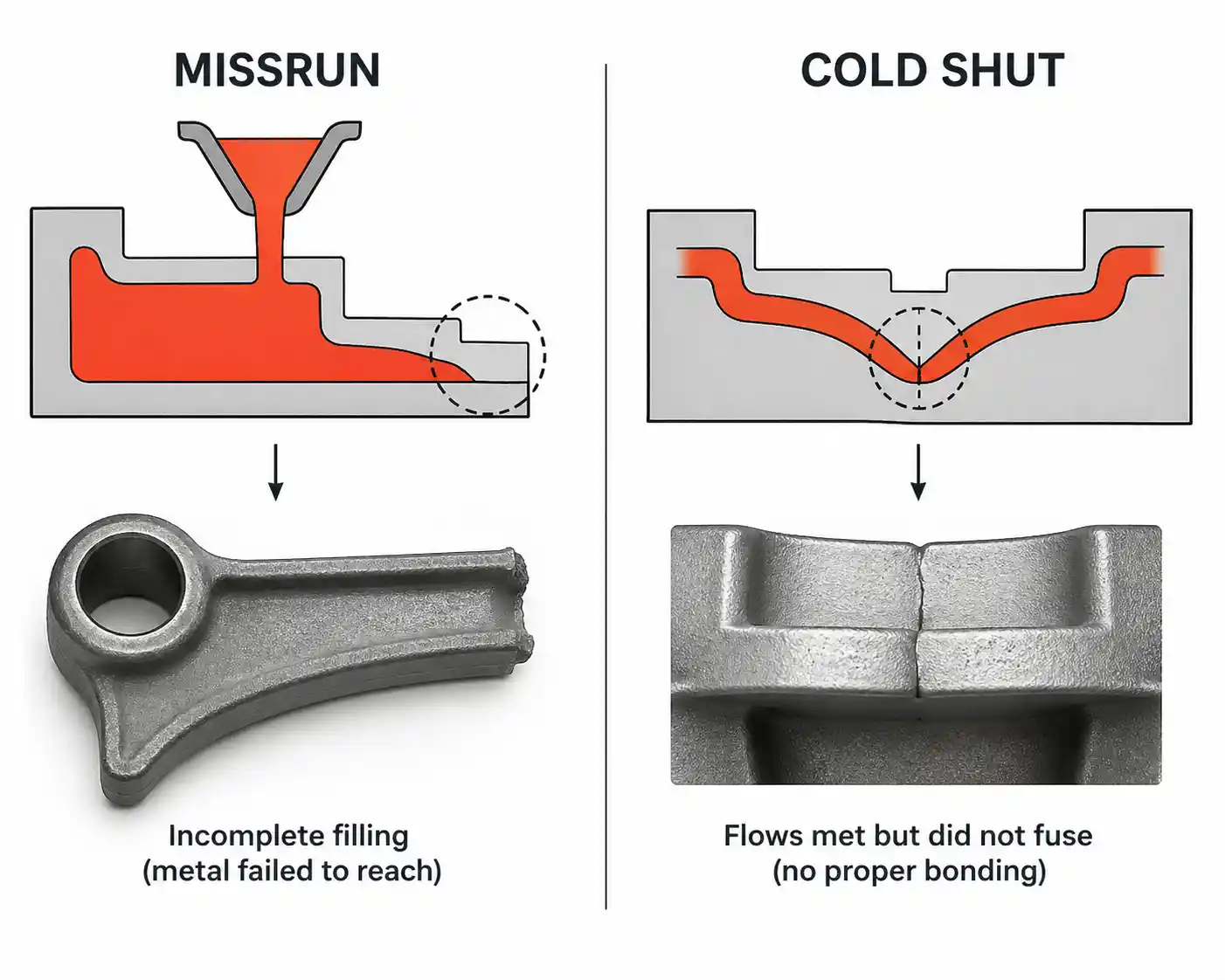
Чем отличается отключение питания при низкой температуре от неправильного запуска?
Холодный шов и неполное заполнение тесно связаны, поскольку оба относятся к более широкой проблеме неполного заполнения, но это не один и тот же дефект. Неполное заполнение происходит, когда металл не заполняет полость полностью, оставляя незаполненный участок или неполный край. Холодный шов происходит, когда полость в значительной степени заполнена, но отдельные фронты металла не сплавляются в месте их соприкосновения. Один полезный источник по проектированию технологических процессов очень четко указывает на это различие: неполное заполнение происходит в двух формах: холодный шов и неполное заполнение; холодный шов происходит, когда два потока встречаются и не сливаются полностью, а неполное заполнение происходит, когда расплавленный металл не заполняет полость формы должным образом.
Эта разница имеет коммерческое значение, поскольку способы устранения дефектов связаны, но не идентичны. Оба дефекта могут быть вызваны недостаточной текучестью, плохой литниковой системой, низкой температурой заливки или сложной геометрией тонких стенок. Но дефект, возникший из-за несоответствия размеров, более прямо указывает на полное нарушение заполнения, в то время как холодный шов указывает на нарушение сплавления в месте соединения. Если покупатель видит повторяющиеся дефекты в одной и той же линии вязания или зоне соединения фронтов потока, вопрос уже не сводится к тому, “заполнилась ли полость?”, а к тому, “достаточно ли горячими, чистыми и быстрыми были фронты потока для сплавления?”.”
Основные причины холодных остановок в литейном производстве
Проблемы с герметичностью при низких температурах почти всегда связаны с текучестью и заполнением, но это понятие слишком общее, чтобы быть полезным, если его не разбить на реальные причины.
Драйвер 1: Температура металла
Первый фактор — температура металла. Если металл в точке соприкосновения слишком холодный, образуется тонкая пленка еще до прибытия противоположного фронта, и два потока соприкасаются, не образуя полного соединения.
Драйвер 2: Температура пресс-формы или штампа
Второй фактор — температура формы или штампа. Холодная форма или холодная поверхность формы могут слишком быстро охладить поток и привести к тому же результату. В исследовании Университета Макгилла, посвященном образованию холодных зазоров при литье под давлением, в качестве основных причин указаны низкое давление впрыска, холодные формы, низкая температура металла, оксиды в расплавленном металле и неправильная конструкция формы. Эти причины сформулированы специфично для литья под давлением, но логика хорошо применима и к другим методам литья.
Драйвер 3: Конструкция стробирования и схема заполнения
Третий фактор — конструкция литниковой системы и схема заполнения. Если литниковая система приводит к образованию длинных путей потока, изолированных тонких участков, резких разветвлений или встречных потоков, которые сходятся с опозданием, риск резко возрастает. Тот же источник по оптимизации конструкции, который отличает холодное заполнение от неправильного заполнения, также подчеркивает, что целью литниковой системы является плавное, равномерное и полное заполнение с контролируемым направлением потока и минимизацией турбулентности. Когда эта цель не достигается, вероятность неполного заполнения, включений и захвата газа значительно возрастает. Другими словами, холодное заполнение часто является видимым симптомом плохой схемы заполнения.
Фактор 4: Окисление и загрязнение поверхности
Четвертым фактором является окисление поверхности и загрязнение на фронте потока. Даже при достаточно высокой температуре окисленный или нарушенный фронт потока может создать слабый интерфейс, который ведет себя как холодный зазор. Это особенно актуально при работе с алюминием и литье под давлением, где быстрое окисление поверхности и фронты потока с большой площадью поверхности затрудняют чистое плавление при наличии турбулентности или плохой вентиляции. Именно поэтому контроль холодного зазора — это не только вопрос температуры. Это также вопрос качества металла и качества потока.
Почему некоторые геометрические формы деталей более склонны к холодному смыканию?
Иногда покупатели полагают, что появление холодного пристеночного слоя определяется исключительно технологическим процессом. В действительности же, зачастую, более глубокой причиной является геометрия детали. Тонкие стенки, длинные участки потока, разветвленные пути потока, несколько литников, подающих расплав в один и тот же участок, резкие изменения толщины стенок и удаленные концы — все это повышает вероятность появления холодного пристеночного слоя, поскольку способствует преждевременному охлаждению или позднему сближению фронтов потока. Чем больше конструкция заставляет расплав разделяться и воссоединяться, тем важнее становится схема заполнения. Именно поэтому холодные пристеночные слои часто появляются в визуально предсказуемых зонах, таких как тонкие ребра, кромки, удаленные от литника, или области, где два фронта обвивают сердечник и встречаются.
Именно поэтому холодный срез часто является более подходящей темой для анализа конструкции, чем для чисто инспекционного контроля. Если в тонком сечении детали естественным образом образуются противоположные фронты потока, литейный цех все еще может решить эту проблему с помощью температуры, литниковых систем или вентиляции, но сама геометрия уже повышает риск срабатывания. Покупатель, который обсуждает эти зоны на ранней стадии, обычно получает более качественную рекомендацию по технологическому процессу, чем тот, кто ждет карты дефектов после изготовления первых образцов.
Как обнаружить засоры в холодных зонах: методы и стандарты контроля.
Визуальный осмотр
Холодные спайки часто обнаруживаются сначала при визуальном осмотре, поскольку многие из них представляют собой поверхностные или приповерхностные швы. В стальных отливках стандарт ASTM A802 устанавливает рамки для визуальной оценки поверхности с помощью градуированных эталонных компараторов и прямо указывает, что он охватывает поверхностный осмотр и поверхностные дефекты при визуальном исследовании. В стальных отливках, используемых в трубопроводах, стандарт MSS SP-55 служит аналогичной цели в качестве визуального метода оценки неровностей поверхности клапанов, фланцев, фитингов и связанных с ними компонентов. Это делает визуальные стандарты весьма актуальными для покупателей в цепочках поставок клапанов, фитингов и деталей, работающих под давлением, где холодные спайки могут проявляться на доступных поверхностях до механической обработки.
Капиллярный контроль (PT)

Когда дефекты едва заметны или обнаружены на готовой поверхности, одним из наиболее практичных последующих шагов является капиллярный контроль. Стандарт ASTM E1417 устанавливает минимальные требования к капиллярному контролю непористых компонентов и конкретно указывает, что этот метод применим к дефектам, таким как трещины, нахлесты, холодные спайки и пористость, которые открыты или соединены с поверхностью.
Магнитопорошковый контроль (МПТ)
Для ферромагнитных отливок широко используется также магнитопорошковый контроль по стандарту ASTM E709 для обнаружения поверхностных и приповерхностных дефектов. С точки зрения заказчика, капиллярный и магнитопорошковый контроль часто оказываются более полезными, чем рентгенография, для обнаружения холодных спайностей, поскольку холодные спайки обычно представляют собой плоские и поверхностные дефекты, а не крупные объемные дефекты.
Рентгенологическое исследование (РТ)
Рентгенография по-прежнему актуальна, особенно когда отливка уже требует её применения для обеспечения большей внутренней целостности или когда холодный шов достаточно широк, чтобы стать видимым на рентгенограмме при правильной ориентации. Стандарт ASTM E446 содержит эталонные рентгенограммы для стальных отливок и поясняет, что необходимо соглашение между покупателем и поставщиком о том, как эти эталоны применяются при оценке качества в процессе производства. Для алюминиевых и магниевых отливок в перечне стандартов неразрушающего контроля ASTM в качестве эталонного стандарта рентгенографии обычно используется ASTM E155. Практический аспект заключается в том, что рентгенография не является предпочтительным инструментом для проверки холодного шва в каждом случае, но она должна быть частью более широкой системы контроля качества, когда деталь уже находится под рентгенографическим контролем.
“Типы” холодной закупки, которые важны для покупателей
С точки зрения покупателя, наиболее полезный способ осмысления “типов” закрытых сделок — это не академическая классификация, а анализ их коммерческого поведения.
Тип 1: Открытая поверхность, холоднозапечатанный
Первый тип — это открытая, холоднозапаянная поверхность. Это видимый шов или нахлест, который обычно быстро теряет свою прочность при визуальном, проникающем или косметическом осмотре.
Тип 2: Линия слияния вблизи поверхности
Второй тип — это линия плавления вблизи поверхности, которая может остаться незамеченной при грубом визуальном осмотре, но проявляется при механической обработке, магнитопорошковом контроле или капиллярной дефектоскопии.
Тип 3: Тонкостенные холодностворчатые соединения, изготовленные по технологическим процессам.
Третий тип — это специфическое для процесса холодное слияние тонких стенок, часто наблюдаемое при литье под давлением или быстрой заливке, когда холодные формы, низкое давление или фронты, насыщенные оксидами, создают разрывы в виде швов в тонких или удаленных участках. Разные литейные заводы могут использовать разную терминологию для обозначения этих явлений, но коммерческая проблема остается той же: поверхностная индикация, выявление подповерхностных дефектов или разрушение из-за плавления фронта потока в тонких стенках.
Как предотвратить перебои в подаче электроэнергии: технологические и проектные стратегии.
Оптимизация процесса: температура, литниковые каналы и вентиляция.
Профилактика начинается с качества заполнения формы, а не с контроля. Металл должен поступать в точку соединения достаточно горячим, достаточно быстро и достаточно чистым для сплавления. Обычно это означает оптимизацию температуры заливки или условий впрыска, контроль температуры формы или штампа, улучшение конструкции литниковых каналов, чтобы потоки не сходились слишком поздно, и использование вентиляций или каналов, предотвращающих столкновение оксидированных, турбулентных или захваченных воздушных фронтов. Упомянутое ранее исследование процесса литья под давлением полезно, поскольку приведенный в нем список основных причин очень практичен: низкое давление, холодные штампы, низкая температура металла, оксиды в металле и неправильная конструкция штампа. Покупатель должен ожидать, что формулировки корректирующих действий литейного завода будут вращаться вокруг этих рычагов, а не расплывчатых заявлений об “улучшении процесса”.”
Обзор проекта: геометрия и схема заполнения.
Профилактика также подразумевает работу с геометрией. Если конструкция создает неизбежное воссоединение тонких фронтов потока на поздних стадиях, то никакое планирование контроля не сделает процесс надежным. В этом случае изменение расположения литников, переходов толщины стенок, баланса сечения или даже технологического маршрута может оказаться более экономичным решением. Предложенный ранее источник информации о конструкции литников особенно полезен в данном случае, поскольку он напрямую связывает литье без дефектов с плавным, контролируемым и полным заполнением формы. Это именно тот подход к предотвращению холодного слияния: не как к изолированному дефекту, а как к следствию того, как должен течь металл.
Контроль качества и стандарты: что следует согласовать заранее?
Установление критериев принятия договора
Для покупателей наиболее важный вопрос, касающийся стандартов, заключается не в том, “какой стандарт существует?”, а в том, “какой стандарт является договорным определяющим фактором приемки?”.” ASTM A802 В документе четко указано, что при поверхностном контроле стальных отливок используются четыре уровня приемлемости и градуированные компараторы для оценки поверхностных дефектов. ASTM E446 В нем также четко указано, что основанием для применения эталонных рентгенограмм является предварительное соглашение между покупателем и поставщиком. Стандарт MSS SP-55 широко используется в производстве клапанов и фитингов для визуальной оценки дефектов. Стандарты ASTM E1417 и E709 регулируют порядок проведения капиллярного и магнитопорошкового контроля, но сами по себе они являются технологическими стандартами, а не критериями приемки. Это означает, что покупатель и поставщик все равно должны решить, что именно считается неприемлемым холодным замыканием для данной конкретной детали.
Именно здесь многие программы закупок терпят неудачу. Дефект обсуждается только после получения образцов, хотя подходящее время для его описания было бы в запросе предложений или плане качества. Если деталь носит косметический характер, видимый холодный шов может быть уже неприемлемым. Если деталь имеет структурный характер или связана с давлением, даже тонкий холодный шов вблизи поверхности в критической зоне может быть неприемлемым независимо от внешнего вида. Хорошие покупатели указывают как метод контроля, так и логику приемки для зон, имеющих значение.
Что должен спросить покупатель, прежде чем утвердить схему литья?
Ключевые вопросы оценки поставщиков
Если риск холодного пересечения имеет значение для данного применения, полезные вопросы не являются общими. Спросите, где находятся вероятные зоны соприкосновения фронтов потока. Спросите, пересекают ли критически важные элементы эти зоны. Спросите, какой метод контроля будет использоваться в этих областях. Спросите, какой стандарт приемки применяется и ожидает ли литейное производство какого-либо риска, связанного с холодным пересечением, на тонких секциях, кромках или удаленных от литников участках. Если поставщик не может четко ответить на эти вопросы, значит, процесс не был достаточно глубоко изучен для выполнения критически важного заказа. Холодное пересечение — это хороший индикатор того, управляет ли поставщик литьем как инженерно-проектированным процессом потока или только с точки зрения цены.
В компании HDC выбор процесса имеет такое же важное значение, как и контроль качества. Благодаря своей услуги литья металла, Компания HDC поддерживает программы литья с последующей обработкой на станках с ЧПУ для критически важных поверхностей, отверстий и других элементов, которые не следует оставлять в необработанном состоянии после литья, если существует высокий функциональный риск. Для покупателей это часто является разумным решением: спроектировать отливку таким образом, чтобы избежать холодного смыкания, а затем обработать действительно критически важные интерфейсы, чтобы деталь не подвергалась слишком большим нагрузкам в отлитом состоянии.
Вывод
Холодный шов — это дефект заполнения и сплавления, а не просто поверхностный дефект. Он образуется, когда металлические поверхности соприкасаются без надлежащего сцепления, и может быть серьезным, поскольку образующийся шов ведет себя как встроенный разрыв. Лучший способ справиться с этим — не полагаться только на контроль качества, а сочетать проверку геометрии, контроль температуры, конструкцию литниковой системы и правильный план приемки с самого начала. Покупатели, которые понимают разницу между холодным швом и браком, и которые четко указывают визуальные и неразрушающие стандарты, обычно избегают значительной доли брака и доработок на поздних стадиях производства. В коммерческом плане холодный шов — это не столько “обнаружение дефектов”, сколько дисциплина процесса, и поэтому эту тему полезно поднять на раннем этапе любого серьезного запроса предложений по литью.






