Un défaut de moulage par fusion à froid peut sembler mineur au premier abord, mais engendrer ultérieurement de graves problèmes commerciaux. Il se présente souvent sous la forme d'une ligne de soudure, d'une marque arrondie ressemblant à une fissure, ou d'une interface fragile où deux faces métalliques se rejoignent sans fusion complète. En service, cette ligne peut se comporter comme un concentrateur de contraintes. Lors de l'usinage, elle peut s'ouvrir et former une discontinuité visible. Lors du contrôle, elle peut entraîner le rejet de la pièce, même si le reste de celle-ci paraît conforme. Le guide d'analyse des défaillances d'ASM souligne que les défauts de moulage par fusion à froid peuvent survenir dans tous les types de pièces moulées et devenir de sérieuses sources de concentration de contraintes ; c'est pourquoi les acheteurs doivent les considérer comme bien plus qu'un simple problème esthétique.
Pour les acheteurs techniques, la question pertinente n'est pas seulement de savoir comment identifier un arrêt de production après coup. La question la plus importante est de savoir comment déterminer si un processus, une géométrie et un plan qualité favorisent un arrêt de production. C'est là que se prennent les meilleures décisions d'approvisionnement.
Qu'est-ce qu'une fermeture à froid exactement ?
Un défaut de fusion se forme lorsque deux flux de métal en fusion se rencontrent à l'intérieur du moule ou de la matrice sans fusionner correctement. Il ne s'agit pas simplement d'un “ remplissage insuffisant ”, mais d'un manque de fusion au niveau de la ligne de jonction. Les supports de formation en radiographie CND décrivent les défauts de fusion comme des discontinuités en surface ou à proximité, causées par la rencontre et la non-fusion de deux flux de métal liquide, souvent visibles sous forme de lignes aux bords lisses et arrondis. Cette description des bords arrondis est importante car elle permet de distinguer les défauts de fusion des véritables fissures. Une fissure résulte généralement de contraintes après solidification ; un défaut de fusion se forme pendant le remplissage lui-même.
Concrètement, les acheteurs constatent généralement les défauts de soudure à froid de deux manières. Premièrement, la soudure superficielle est clairement visible lors d'un contrôle visuel ou après sablage. Deuxièmement, la discontinuité proche de la surface ne devient apparente que lors de l'usinage, du contrôle par ressuage ou par magnétoscopie. Ces deux défauts sont importants. Le premier affecte la réception et l'aspect esthétique. Le second affecte l'intégrité structurelle et augmente le risque de rebuts en aval.

Défaut de fermeture à froid
En quoi un arrêt à froid diffère-t-il d'un dysfonctionnement ?
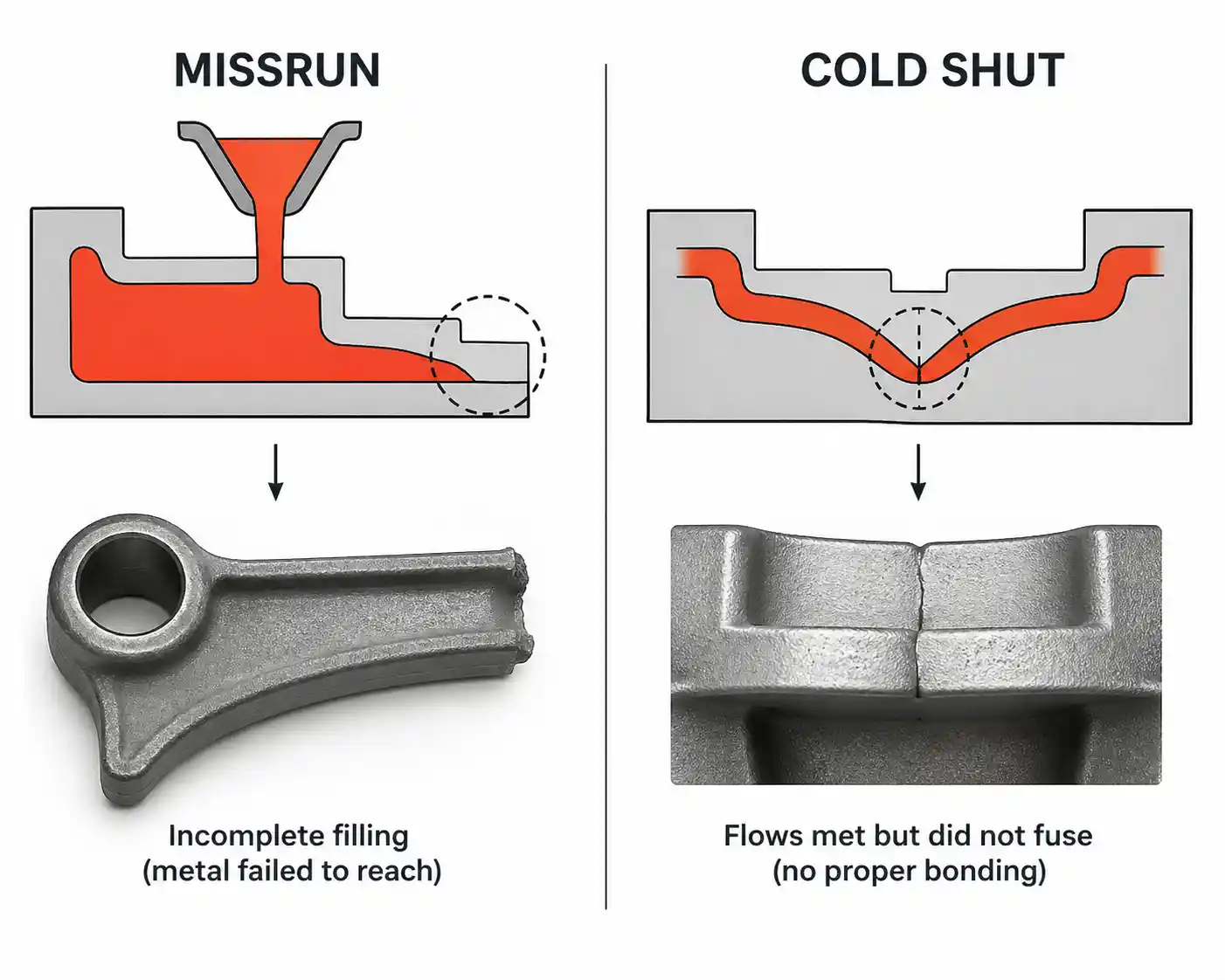
Le défaut de remplissage incomplet et le défaut de coulée sont étroitement liés car ils relèvent tous deux du problème plus général du remplissage incomplet, mais il ne s'agit pas du même défaut. Un défaut de coulée survient lorsque le métal ne remplit pas complètement la cavité, laissant une zone non remplie ou un bord incomplet. Un défaut de remplissage incomplet survient lorsque la cavité est en grande partie remplie, mais que les fronts de métal ne fusionnent pas à leur point de jonction. Un ouvrage de référence en conception de procédés expose clairement cette distinction : le remplissage incomplet se manifeste sous deux formes, le défaut de remplissage incomplet et le défaut de coulée ; le défaut de remplissage incomplet survient lorsque deux flux se rencontrent et ne fusionnent pas complètement, tandis que le défaut de coulée survient lorsque le métal en fusion ne remplit pas correctement la cavité du moule.
Cette différence a une importance commerciale car les solutions sont liées mais non identiques. Ces deux défauts peuvent provenir d'une fluidité insuffisante, d'un mauvais contrôle de l'alimentation, d'une température de coulée trop basse ou d'une géométrie complexe à parois minces. Cependant, un défaut d'écoulement indique plus directement un défaut de remplissage, tandis qu'un point de fusion à froid indique un défaut de fusion au niveau d'une ligne de jonction. Si un acheteur constate des défauts répétés sur la même ligne de jonction ou dans la même zone de convergence des fronts d'écoulement, la question n'est plus simplement de savoir si la cavité s'est remplie, mais plutôt si les fronts d'écoulement sont arrivés suffisamment chauds, propres et rapidement pour fusionner.“
Principales causes des arrêts à froid dans les pratiques de fonderie
Les fermetures à froid sont presque toujours dues à un problème de fluidité et de remplissage, mais cette expression est trop vague pour être utile si elle n'est pas décomposée en ses véritables causes.
Pilote 1 : Température du métal
Le premier facteur déterminant est la température du métal. Si le métal atteint le point de rencontre trop froid, une fine pellicule se forme avant l'arrivée du front opposé, et les deux flux se touchent sans se lier complètement.
Facteur 2 : Température du moule ou de la matrice
Le second facteur est la température du moule. Un moule ou une matrice froids peuvent refroidir le métal en fusion trop rapidement et produire le même résultat. Une étude de McGill sur la formation de défauts de moulage sous pression cite une faible pression d'injection, des matrices froides, une température du métal trop basse, la présence d'oxydes dans le métal en fusion et une conception de matrice inadéquate parmi les principales causes. Bien que ces causes soient spécifiques au moulage sous pression, le raisonnement s'applique également à d'autres procédés de fonderie.
Pilote 3 : Conception du système de grille et motif de remplissage
Le troisième facteur déterminant est la conception du système d'alimentation et le profil de remplissage. Si ce système engendre de longs trajets d'écoulement, des zones minces isolées, des bifurcations abruptes ou des flux opposés qui se rejoignent tardivement, le risque augmente considérablement. La même source d'optimisation de la conception qui distingue le blocage à froid du défaut de remplissage souligne également que le système d'alimentation doit assurer un remplissage régulier, uniforme et complet, avec une direction d'écoulement contrôlée et une turbulence minimale. Lorsque cet objectif n'est pas atteint, les risques de remplissage incomplet, d'inclusions et de piégeage de gaz augmentent fortement. En d'autres termes, le blocage à froid est souvent le symptôme visible d'un profil de remplissage inadéquat.
Facteur 4 : Oxydation et contamination de surface
Le quatrième facteur est l'oxydation et la contamination de la surface au niveau du front d'écoulement. Même à température suffisamment élevée, un front d'écoulement oxydé ou perturbé peut créer une interface fragile, provoquant un phénomène similaire à un blocage par fusion à froid. Ce phénomène est particulièrement marqué dans le travail de l'aluminium et des pièces moulées sous pression, où l'oxydation rapide de la surface et la grande surface des fronts d'écoulement rendent la fusion propre plus difficile en présence de turbulences ou d'une mauvaise ventilation. C'est pourquoi la maîtrise du blocage par fusion à froid ne dépend pas uniquement de la température, mais aussi de la qualité du métal et de celle de l'écoulement.
Pourquoi certaines géométries de pièces sont plus sujettes aux blocages à froid
Les acheteurs supposent parfois que le procédé de fabrication est le seul facteur déterminant l'apparition d'un défaut de fusion. En réalité, la géométrie de la pièce est souvent la cause principale. Les parois fines, les longs segments d'écoulement, les chemins d'écoulement divisés, les multiples points d'injection alimentant la même section, les variations brusques d'épaisseur de paroi et les extrémités éloignées augmentent tous le risque de défaut de fusion, car ils favorisent un refroidissement prématuré ou une rencontre tardive des fronts d'écoulement. Plus la conception contraint le matériau fondu à se diviser et à se réunir, plus le schéma de remplissage devient crucial. C'est pourquoi les défauts de fusion apparaissent souvent dans des zones visuellement prévisibles, telles que les nervures fines, les bords éloignés du point d'injection ou les zones où deux fronts d'écoulement s'enroulent autour d'un noyau et se rejoignent.
C’est aussi pourquoi la fermeture à froid est souvent un sujet plus pertinent lors de la revue de conception que lors d’une simple inspection. Si la pièce crée naturellement des fronts d’écoulement opposés dans une section mince, la fonderie peut encore y remédier par la température, le système d’alimentation ou la ventilation, mais la géométrie elle-même rend déjà le processus risqué. Un acheteur qui aborde ces zones en amont obtient généralement une meilleure recommandation de processus que celui qui attend une cartographie des défauts après la réception des premiers échantillons.
Comment détecter les fermetures à froid : méthodes et normes d’inspection
Inspection visuelle
Les défauts de moulage sont souvent détectés en premier lieu par inspection visuelle, car nombre d'entre eux se présentent sous forme de joints de surface ou de faible profondeur. Pour les pièces moulées en acier, la norme ASTM A802 définit le cadre d'acceptation visuelle des surfaces à l'aide de comparateurs de référence gradués et précise qu'elle couvre l'inspection visuelle des surfaces et la détection des discontinuités de surface. Pour les pièces moulées en acier destinées à la tuyauterie, la norme MSS SP-55 remplit une fonction similaire en tant que méthode visuelle d'évaluation des irrégularités de surface des vannes, brides, raccords et composants associés. De ce fait, les normes visuelles sont essentielles pour les acheteurs des chaînes d'approvisionnement de vannes, de raccords et de pièces sous pression, où les défauts de moulage peuvent apparaître sur les surfaces accessibles avant usinage.
Contrôle par ressuage (PT)

Lorsque l'indication est discrète ou présente sur une surface finie, le contrôle par ressuage est l'une des solutions les plus pratiques. La norme ASTM E1417 définit les exigences minimales pour l'examen par ressuage des composants non poreux et précise que la méthode s'applique aux discontinuités telles que les fissures, les recouvrements, les soudures à froid et la porosité, qu'elles soient ouvertes ou affleurantes.
Contrôle par particules magnétiques (MT)
Pour les pièces moulées ferromagnétiques, le contrôle par magnétoscopie selon la norme ASTM E709 est largement utilisé pour détecter les discontinuités de surface et de subsurface. Du point de vue de l'acheteur, les contrôles par ressuage et par magnétoscopie sont souvent plus utiles que la radiographie pour la détection des défauts de moulage par refroidissement, car ces défauts sont généralement plans et superficiels, contrairement aux défauts volumiques importants.
Tests radiographiques (RT)
La radiographie conserve toute sa pertinence, notamment lorsque la pièce moulée l'exige déjà pour une évaluation plus approfondie de son intégrité interne ou lorsque le défaut d'assemblage est suffisamment important pour être visible radiographiquement dans la bonne orientation. La norme ASTM E446 fournit des radiographies de référence pour les pièces moulées en acier et précise qu'un accord entre l'acheteur et le fournisseur est nécessaire quant à leur application dans le cadre de l'évaluation de la production. Pour les pièces moulées en aluminium et en magnésium, la norme ASTM relative aux essais non destructifs désigne la norme ASTM E155 comme norme de radiographie de référence généralement utilisée. En pratique, la radiographie n'est pas la méthode de choix pour tous les défauts d'assemblage, mais elle s'intègre pleinement à la démarche qualité globale lorsque la pièce est déjà soumise à un contrôle radiographique.
Les “ types ” de fermetures à froid qui importent aux acheteurs
Du point de vue de l'acheteur, la manière la plus utile d'appréhender les “ types ” de fermeture à froid n'est pas par une taxonomie académique, mais par leur comportement commercial.
Type 1 : Surface ouverte, fermeture à froid
Le premier type est le joint à froid à surface ouverte. Il s'agit de la ligne de joint visible ou de la ligne de chevauchement qui, généralement, ne répond pas rapidement aux critères d'acceptation visuelle, de ressuage ou esthétique.
Type 2 : Ligne de fusion proche de la surface
La seconde est la ligne de fusion proche de la surface qui peut échapper à une inspection visuelle sommaire mais qui apparaît lors de l'usinage, du contrôle par particules magnétiques ou du ressuage.
Type 3 : Fermeture à froid à paroi mince spécifique au procédé
Le troisième problème est le défaut de fusion à paroi mince, spécifique au procédé et souvent observé en fonderie sous pression ou en remplissage rapide. Dans ce cas, des moules froids, une basse pression ou des fronts d'écoulement chargés d'oxyde créent des discontinuités semblables à des joints dans les sections minces ou éloignées. Les fonderies peuvent utiliser une terminologie différente pour désigner ce problème, mais l'enjeu commercial reste le même : défaut de surface, révélation de subsurface ou rupture par fusion au niveau du front d'écoulement de la paroi mince.
Comment prévenir les fermetures à froid : stratégies de processus et de conception
Optimisation des procédés : température, régulation et ventilation
La prévention commence par la qualité du remplissage, et non par l'inspection. Le métal doit arriver au point de jonction suffisamment chaud, suffisamment rapidement et suffisamment propre pour fusionner. Cela implique généralement d'optimiser la température de coulée ou les conditions d'injection, de contrôler la température du moule ou de la matrice, d'améliorer la conception des points d'injection afin que les flux ne se rejoignent pas trop tard, et d'utiliser des systèmes de ventilation ou des voies d'écoulement qui empêchent la collision des fronts d'oxydation, de turbulence ou d'air emprisonné. L'étude sur la fonderie sous pression déjà mentionnée est utile car sa liste de causes principales est très concrète : basse pression, matrices froides, basse température du métal, oxyde dans le métal et conception de matrice inadéquate. Un acheteur est en droit d'attendre que les mesures correctives proposées par la fonderie s'articulent autour de ces leviers plutôt que de vagues déclarations sur “ l'amélioration des processus ”.”
Revue de conception : géométrie et motif de remplissage
La prévention passe aussi par la maîtrise de la géométrie. Si une conception entraîne inévitablement une fusion tardive de fronts d'écoulement fins, aucune planification d'inspection ne permettra de garantir la robustesse du procédé. Dans ce cas, modifier l'emplacement du point d'injection, les transitions d'épaisseur de paroi, l'équilibre des sections, voire le parcours du procédé, peut s'avérer plus économique. La ressource sur la conception des points d'injection, mentionnée précédemment, est particulièrement utile ici car elle établit un lien direct entre la qualité du moulage et un remplissage complet, régulier et maîtrisé du moule. C'est précisément ainsi qu'il faut envisager la prévention des fermetures à froid : non pas comme un défaut isolé, mais comme une conséquence de la manière dont le métal est soumis à son écoulement.
Contrôle qualité et normes : ce qui doit être convenu au préalable
Établissement des critères d'acceptation contractuelle
Pour les acheteurs, la question la plus importante en matière de normes n'est pas “ quelle norme existe ? ” mais “ quelle norme régit contractuellement l'acceptation ? ” ASTM A802 Il est clairement indiqué que l'inspection de surface des pièces moulées en acier utilise quatre niveaux d'acceptation et des comparateurs gradués pour les discontinuités de surface. ASTM E446 Il est tout aussi clairement indiqué que l'utilisation de radiographies de référence requiert un accord préalable entre l'acheteur et le fournisseur. La norme MSS SP-55 est couramment utilisée dans le secteur de la robinetterie et des raccords pour détecter les irrégularités visuelles. Les normes ASTM E1417 et E709 définissent la procédure des contrôles par ressuage et magnétoscopie, mais il s'agit de normes de processus et non de critères d'acceptation à proprement parler. Par conséquent, l'acheteur et le fournisseur doivent s'entendre sur les défauts de fermeture à froid inacceptables pour la pièce concernée.
C’est là que de nombreux programmes d’approvisionnement échouent. Le défaut n’est abordé qu’après réception des échantillons, alors que le moment opportun pour le définir aurait dû être indiqué dans la demande de devis ou le plan qualité. Si la pièce présente un défaut d’ordre esthétique, une soudure à froid visible peut déjà être inacceptable. Si la pièce est structurelle ou soumise à la pression, même une fine soudure à froid en surface, dans une zone critique, peut être inacceptable, indépendamment de son apparence. Les bons acheteurs spécifient à la fois la méthode d’inspection et les critères d’acceptation pour les zones concernées.
Questions qu'un acheteur devrait poser avant d'approuver un itinéraire de fonderie
Questions critiques d'évaluation des fournisseurs
Si le risque de blocage à froid est important pour l'application, les questions pertinentes ne sont pas génériques. Il convient de se renseigner sur les zones de rencontre probables du front d'écoulement, de vérifier si les éléments critiques traversent ces zones, de demander quelle méthode d'inspection sera utilisée, de s'enquérir de la norme d'acceptation applicable et de savoir si la fonderie anticipe un risque de blocage à froid sur les sections minces, les arêtes ou les zones éloignées des points d'injection. Si le fournisseur ne peut répondre clairement à ces questions, le processus n'a pas été suffisamment examiné pour une commande critique. Le blocage à froid est un bon indicateur pour déterminer si le fournisseur gère la fonderie comme un processus d'écoulement optimisé ou uniquement sous l'angle de la réduction des coûts.
Chez HDC, le choix des processus est aussi important que le contrôle. Grâce à son service de coulée de métal, HDC prend en charge les programmes de fonderie avec finition CNC en aval pour les faces critiques, les alésages et autres éléments qui ne doivent pas être laissés à l'état brut de fonderie lorsque le risque fonctionnel est élevé. Pour les acheteurs, c'est souvent la solution la plus judicieuse : concevoir la pièce moulée pour éviter le blocage à froid dès le départ, puis usiner les interfaces véritablement critiques afin que la pièce ne soit pas trop sollicitée à l'état brut de fonderie.
Conclusion
Le défaut de fusion est un défaut de remplissage et de fusion, et non une simple imperfection de surface. Il se forme lorsque les faces métalliques se rejoignent sans adhérer correctement et peut s'avérer grave, car le joint résultant se comporte comme une discontinuité interne. La meilleure façon de le gérer n'est pas de se fier uniquement à l'inspection, mais de combiner dès le départ l'analyse géométrique, le contrôle de la température, la conception du système d'alimentation et un plan de réception approprié. Les acheteurs qui comprennent la différence entre un défaut de fusion et un défaut d'écoulement, et qui spécifient clairement les normes visuelles et CND, évitent généralement une grande partie des rejets et des retouches en fin de production. D'un point de vue commercial, le défaut de fusion relève moins de la “ détection de défauts ” que de la maîtrise du processus ; c'est pourquoi il est important d'en parler dès le début de toute demande de devis sérieuse pour la fonderie.