Литье под действием силы тяжести — это метод литья металлов, при котором расплавленный металл заполняет многоразовую металлическую форму, используя только силу тяжести и без внешнего давления. Этот процесс позволяет получать прочные, точные и высококачественные металлические детали, и именно поэтому автомобильная, аэрокосмическая и машиностроительная отрасли используют его для поддержания стабильности производства.
В этом руководстве вы всему научитесь простым и практичным способом. Вы узнаете, как это делать шаг за шагом, почему в этой области ей доверяют и когда она предпочтительнее других методов литья.
Это руководство поможет вам сделать более взвешенный выбор, независимо от того, являетесь ли вы студентом, покупателем или инженером.
Что такое литье под действием силы тяжести?
Литье под действием силы тяжести — это технология производства, при которой расплавленный металл подается под действием силы тяжести в многоразовую металлическую форму (пресс-форму) и затвердевает. В отличие от литья под давлением, для вдавливания металла в форму не используется внешняя сила. Форма обычно изготавливается из стали или чугуна, что позволяет использовать ее тысячи раз. Это делает технологию эффективной и экономически выгодной при многократном производстве.
Пример:
Представьте, что вы наливаете сок в стакан. Нажимать не нужно; жидкость сама стечет и заполнит трещину. Точно так же расплавленный металл под действием силы тяжести вводится в полость формы и принимает нужную форму.
Почему промышленность использует литье под действием силы тяжести?
Производителям нравится этот процесс, поскольку он обеспечивает хороший баланс между качеством, стоимостью и эффективностью.
Основные преимущества:
- Превосходит литье в песчаные формы благодаря контролируемому охлаждению.
- Улучшенная чистота поверхности, что снижает объем дополнительной механической обработки.
- Высокая точность размеров, гарантирующая идеальное соответствие деталей.
- Многоразовые формы, которые снижают долгосрочные затраты.
- Однородность, пригодность для массового производства.
Реальный пример:
Литье под действием силы тяжести применяется в автомобильной промышленности для производства алюминиевых деталей двигателей, поскольку эти детали требуют прочности и точности.
Как работает процесс литья под действием силы тяжести? (Пошаговое руководство)
Я разделю процесс на простые этапы, чтобы вы четко поняли, как производители могут превратить расплавленный металл в готовые детали.
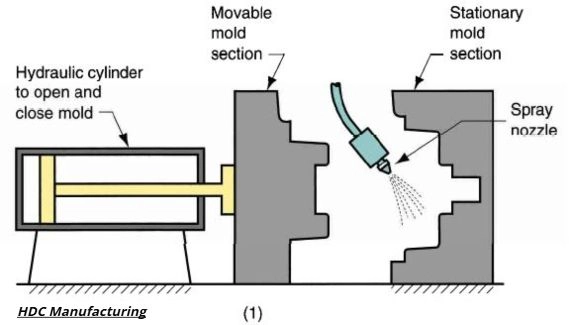
Шаг 1: Подготовка формы
Сначала металлическую форму (матрицу) тщательно промывают, чтобы удалить остатки материала от предыдущих циклов. После очистки на внутреннюю поверхность формы наносят термостойкое покрытие методом распыления.
Почему этот шаг важен:
- Предотвращает прилипание расплавленного металла к форме.
- Улучшает качество отделки конечного продукта.
- Гарантирует защиту от плесени и продлевает срок ее службы.
- Помощь в регулировании температуры литья.
Совет эксперта:
Правильная толщина покрытия повышает качество продукции и прочность пресс-форм.
Шаг 2: Предварительный нагрев матрицы
Производители пресс-форм предварительно нагревают форму перед заливкой расплавленного металла.
Почему предварительный нагрев важен:
- Предотвращает термический шок (он может привести к растрескиванию).
- Обеспечивает плавный и равномерный поток металла.
- Сведите к минимуму такие проблемы, как холодные заторы и пустоты.
Реальная информация:
Использование холодной формы может привести к слишком быстрому затвердению металла и, как следствие, к получению некачественной детали.
Шаг 3: Заливка расплавленного металла под действием силы тяжести.
Теперь следует важный этап. Расплавленный металл заливается в полость формы.
Наиболее распространенные используемые металлы
- Алюминиевые сплавы (наиболее часто используемый)
- Медные сплавы
- Магниевые сплавы
Почему алюминий популярен:
Он легкий, устойчивый к коррозии и мощный, идеально подходит для автомобильных и промышленных компонентов.
Шаг 4: Охлаждение и затвердевание
После заполнения формы расплавленный металл начинает остывать и затвердевать.
Важные факторы, влияющие на качество
- Скорость охлаждения
- Температура формы
- Тип материала
Почему контролируемое охлаждение имеет значение
- Улучшает механическую прочность
- Уменьшает дефекты, связанные с усадкой.
- Обеспечивает однородную структуру
Совет эксперта:
Медленное охлаждение предотвращает внутренние дефекты, которые не видны невооруженным глазом.
Шаг 5: Извлечение отливки и окончательная обработка.
После застывания форма открывается, и отливка извлекается. Затем проводятся процессы финишной обработки.
Типичные операции финишной обработки:
- Срезание излишков металла (удаление заусенцев)
- Полировка поверхности
- Обработка для обеспечения высокой точности
- Термическая обработка (при необходимости)
Реальный пример:
После литья может проводиться механическая обработка для получения точных размеров автомобильных деталей.
Основные компоненты, используемые в литье под действием силы тяжести.
Инструменты и элементы процесса следующие:
| Составная часть | Функция |
| Металлическая форма (штамп) | Формирует конечный продукт и обеспечивает его точность. |
| Печь | Плавит металл до нужной температуры |
| Материал покрытия | Предотвращается прилипание материала, а качество поверхности улучшается. |
| Система охлаждения | Температура и скорость охлаждения регулируются с помощью элементов управления. |
| Оборудование для погрузки и разгрузки | Обеспечивает безопасное перемещение форм и отлитых деталей. |
Дополнительная информация о компонентах
- Материал для пресс-формы: Как правило, для обеспечения долговечности используется сталь или чугун.
- Тип печи: Электрическая или газовая печь в зависимости от масштаба производства.
- Системы охлаждения: Воздушные или водяные каналы для лучшего охлаждения.
Почему это важно:
Качество этих деталей напрямую влияет на качество конечного продукта, темпы производства и себестоимость.
Типы гравитационных игральных костей Методы кастинга
Не все методы литья под действием силы тяжести одинаковы. Производители применяют разные способы в зависимости от конструкции деталей, требований к качеству и объемов производства. Пять основных типов литья под действием силы тяжести, с которыми вы должны быть знакомы, перечислены здесь:
Постоянное литье в форму (Стандартное литье под действием силы тяжести)
Это самый простой и распространенный вид литья под действием силы тяжести. В этом процессе расплавленный металл заливается в многоразовую металлическую форму под действием силы тяжести, и процесс повторяется несколько раз, пока металл не будет израсходован.
Ключевая особенность
- Подходит для работы с твердыми металлическими формами (сталь или чугун).
- Производит стандартизированные и воспроизводимые компоненты.
- Прочнее, чем литье в песчаные формы.
Лучше всего подходит для
- Средний и высокий объем производства
- Автомобильные запчасти, такие как корпуса двигателя.
Реальный пример:
Литье в постоянные формы широко используется для производства алюминиевых колес и компонентов двигателей, поскольку эти изделия требуют надежности и точности.
Литье под действием силы тяжести методом наклонной заливки
При этой технологии форма наклоняется постепенно по мере заливки расплавленного металла, а не заливается сверху. Это контролируемая заливка, которая способствует лучшему заполнению формы металлом.
Преимущества
- Поток жидкого металла
- Минимизирует задержку воздуха (меньше пузырьков).
- Уменьшает такие недостатки, как турбулентность.
- Улучшает общее качество литья.

Лучше всего подходит для
- Сложные формы
- Высококачественные компоненты
Совет эксперта
Метод заливки бетона наклонным способом эффективен, когда требуется минимизировать внутренние дефекты, а конструкция должна обладать высокой прочностью.
Вакуумно-гравитационное литье
Это более совершенная форма литья под действием силы тяжести, при которой перед заливкой используется вакуумная система для откачки воздуха из полости формы. Это способствует заполнению формы расплавленным металлом.
Ключевые преимущества
- Минимизирует пористость (воздушные отверстия в металле).
- Улучшает внутреннюю прочность
- Улучшает качество обработки поверхности.
Лучше всего подходит для
- Прецизионные компоненты
- Аэрокосмические и высокопроизводительные детали.
Почему это важно
Даже небольшие воздушные полости могут ослабить деталь. Вакуумное литье помогает устранить эту проблему.
Литье в полупостоянную форму
Эта технология представляет собой сочетание металлических форм и песка или одноразовых стержней. Внешняя форма может использоваться повторно, а внутренние стержни можно заменять после каждой отливки.
Ключевая особенность
- Позволяет создавать более сложные внутренние формы.
- Прочность металлической формы сохранена.
- Гибкие варианты дизайна
Реальный пример
Этот метод обычно используется в корпусах насосов или деталях двигателей, имеющих внутренние каналы.
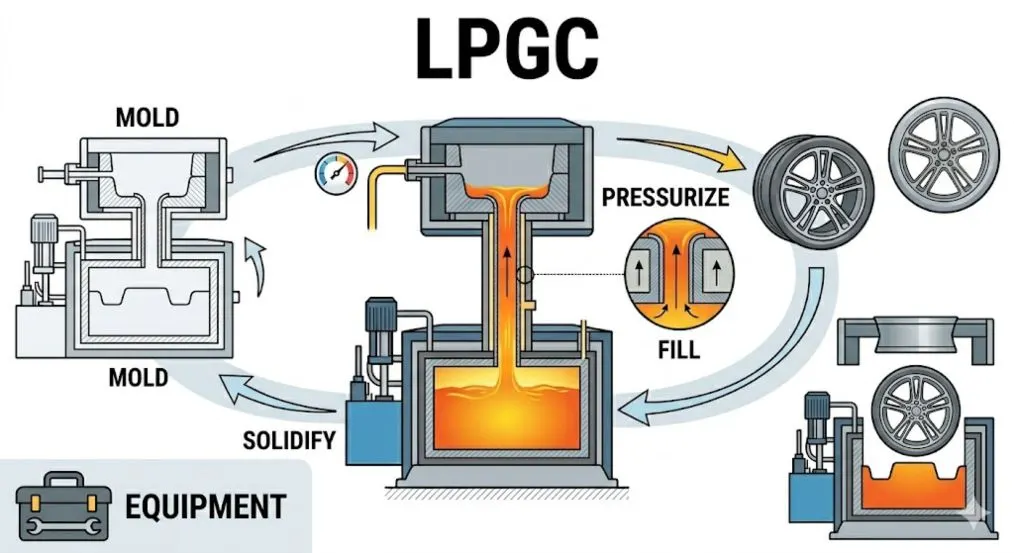
Литье под низким давлением под действием силы тяжести (гибридный метод)
Это несколько иной подход. Он использует низкое давление, чтобы усилить силу тяжести, мягко вдавливая расплавленный металл в форму на дне. Это не совсем чистый метод. литье под действием силы тяжести хотя в промышленности его часто сравнивают или комбинируют с гравитационными методами.
Ключевая особенность
- Регулируемое и стабильное наполнение
- Более эффективное распределение материалов
- Высокая эффективность производства
Лучше всего подходит для
- Высококачественные автомобильные запчасти
- Приложения с небольшим количеством дефектов
Материалы, используемые в гравитации Литье под давлением
Различные металлы более эффективны в разных областях применения.
| Материал | Прочность | Масса | Способность к забросу | Расходы | Наилучшее применение |
| Алломиниевые сплавы | Высокая | Свет | Легкий | Середина | Автомобильные и аэрокосмические детали |
| Медные сплавы | Очень высокий | Середина | Умеренный | Высокая | Электротехнические и промышленные детали |
| Магниевые сплавы | Середина | Очень лёгкий | Легкий | Середина | Аэрокосмическая отрасль и электроника |
| Цинковые сплавы | Середина | Середина | Очень просто | Низкий | Мелкие прецизионные детали |
| Чугун | Очень высокий | Тяжелый | Умеренный | Низкий | Тяжелая техника |
Преимущества и недостатки Гравитационное литье под давлением
Преимущества
- Высокая прочность: Прочность деталей превосходит прочность деталей, полученных методом литья в песчаные формы, благодаря контролируемому охлаждению.
- Улучшенная обработка поверхности: Благодаря чистым и гладким поверхностям вы экономите на трудозатратах.
- Эффективность гипсовой повязки в долгосрочной перспективе: Формы для отливки — самый дорогой вариант, но и срок их службы дольше.
- Постоянное качество: Все разделы практически одинаковы.
- Подходит для среднего и высокого уровня производства: Идеально подходит для отраслей, где требуется серийное производство.
Недостатки
Идеальных процессов не существует. Вот некоторые из ограничений.
- Дорогостоящая первоначальная оснастка
- Ограничено некоторыми металлами
- Не применимо к очень сложным конструкциям
- Менее быстрый, чем литье под давлением.
Литье под действием силы тяжести против других методов литья (полное сравнение)
Умение проводить сравнения поможет вам выбрать правильный подход.
| Особенность | Гравитационное литье под давлением | Литье в песчаные формы | Литье под давлением | Инвестиционное литье |
| Тип пресс-формы | Металл (многоразового использования) | Песок (одноразового использования) | Металл (многоразового использования) | Восковая + керамическая форма |
| Чистота поверхности | Гладкий | Грубый | Очень гладкий | Отличный |
| Прочность | Высокая | Ниже | Умеренный | Высокая |
| Точность | Высокая | Низкий | Очень высокий | Очень высокий |
| Скорость производства | Умеренный | Медленный | Очень быстро | Медленный |
| Первоначальные затраты | Середина | Низкий | Высокая | Высокая |
| Стоимость (в долгосрочной перспективе) | Низкий | Выше | Середина | Высокая |
| Обработка сложностей | Умеренный | Высокая | Высокая | Очень высокий |
| Лучше всего подходит для | Прочные прецизионные детали | Крупные/простые детали | Массовое производство | Сложные, детализированные детали |
Быстрое понимание
- Используйте литье под действием силы тяжести, когда требуется прочность, качественная отделка и сбалансированная стоимость.
- Выбирайте литье в песчаные формы для крупных или недорогих простых деталей.
- Выберите высокоскоростное серийное производство с использованием литья под давлением.
- При выборе формы для литья по выплавляемым моделям следует отдавать предпочтение именно такому способу исполнения, если конструкция очень сложная и детализированная.
Промышленное применение литья под действием силы тяжести
Этот процесс очень распространён в промышленности.
Автомобильная промышленность
- Блоки двигателя
- Головки цилиндров
- Корпуса редукторов
Пример: Алюминиевые детали двигателя в автомобилях.
Аэрокосмическая промышленность
- Конструктивные компоненты
- Легкие детали
Электротехническая промышленность
- Корпуса двигателей
- Соединители
Промышленное оборудование
- Насосы
- Клапаны
- Детали оборудования
Строительный сектор
- Аппаратные компоненты
- Конструкционная арматура
Факторы стоимости в гравитационных штампах Кастинг
Понимание затрат помогает лучше планировать.
| Фактор | Влияние |
| Инструменты | Высокая первоначальная стоимость |
| Материал | Зависит от металла |
| Объем | Увеличение объёма производства снижает затраты. |
| Отделка | Это влечет дополнительные расходы. |
Тенденции развития литья под действием силы тяжести в будущем (с 2026 года и далее)
Это быстро меняющаяся отрасль.
- Автоматизация: ПУдаление и вывоз мусора осуществляются роботами.
- Интеллектуальное производство: Температура и качество контролируются датчиками.
- Экологичное литье: Переработка металлов сводит к минимуму количество отходов.
- Усовершенствованные сплавы: Новые материалы повышают эксплуатационные характеристики и прочность.
Советы экспертов для достижения лучших результатов литья под действием силы тяжести
Ниже приведены некоторые практические советы, используемые профессионалами:
- Формы всегда следует тщательно предварительно прогревать.
- Используйте высококачественные покрытия.
- Контролируйте скорость наливания.
- Поддерживайте постоянную температуру.
- Регулярно осматривайте плесень.
Последние слова
Литье под действием силы тяжести — это надежный и распространенный метод производства, позволяющий получать прочные, долговечные и качественные металлические детали. Он наиболее эффективен, когда требуется стабильный объем производства, хорошее качество поверхности и экономичность в долгосрочной перспективе. Зная процесс, преимущества и ограничения, вы можете выбрать подходящее решение для своего проекта.
В компании DC Manufacturing мы специализируемся на предоставлении высококачественные решения для литья под действием силы тяжести Чтобы удовлетворить ваши требования. Наши высокие технологии, строгий контроль качества и богатый опыт работы в отрасли гарантируют, что каждая деталь вас устроит. Хотите узнать о наилучшем решении для литья для вашего бизнеса или планируете проект? Тогда свяжитесь с нами Мы свяжемся с вами сегодня и поможем подобрать оптимальное решение для литья, подходящее для вашего бизнеса.
Часто задаваемые вопросы о литье под действием силы тяжести (ответы экспертов)
Для чего используется литье под действием силы тяжести?
Этот метод применяется для изготовления прочных и точных металлических компонентов в автомобильной, аэрокосмической и промышленной отраслях.
Какой металл лучше всего подходит для литья под действием силы тяжести?
Наиболее распространенным является алюминий из-за его прочности, малого веса и устойчивости к коррозии.
Дорого ли использовать литье под действием силы тяжести?
Первоначальные затраты на оснастку высоки, но в долгосрочной перспективе производство оказывается экономически выгодным.
Чем отличается литье под действием силы тяжести от литья под давлением?
При литье под действием силы тяжести внешнее давление отсутствует, а при литье под давлением металл вдавливается в формы с высокой скоростью.
Может ли литье под действием силы тяжести создавать сложные формы?
Этот метод позволяет изготавливать формы средней сложности, но не такие сложные, как литье по выплавляемым моделям.
В каких отраслях промышленности наиболее широко используется литье под действием силы тяжести?
Он используется в автомобильной, аэрокосмической, электротехнической и машиностроительной отраслях.
Является ли литье под действием силы тяжести экологически чистым?
Да, поскольку пресс-формы можно использовать повторно, а металл — перерабатывать.






