При производстве металлических деталей необходимы технологии литья, обеспечивающие точность, надежность и контроль затрат. Все это достигается благодаря использованию одноразовых литых форм. Один из способов достижения этой цели — изготовление формы, заливка в нее расплавленного металла, охлаждение, а затем разрушение формы для извлечения готовой детали.
Вы, вероятно, задаетесь вопросом, почему в 2026 году промышленность продолжает использовать технологию литья под давлением. Ответ прост. Это технология, позволяющая создавать многослойные формы, внутренние отверстия и индивидуальные конструкции без необходимости вкладывать средства в дорогостоящее литье из металла.
В этом руководстве вы узнаете, как это сделать шаг за шагом, простыми и понятными словами.
Введение в процесс одноразового литья?
Одноразовое литье — это технология изготовления, при которой форма используется только один раз. После затвердевания металла рабочие раскалывают форму, чтобы извлечь отливку. Использовать эту форму больше никогда не удастся.
“Расходный” Это термин, обозначающий нечто, что используется и затем утилизируется. В данном случае, материал плесени является отходами после завершения цикла.
Этот процесс более предпочтителен для промышленности, поскольку он обеспечивает:
- Гибкость дизайна
- Снижение стоимости проезда по платным дорогам
- Небольшие и средние партии
- Возможность отливки огромных и сложных деталей.
Данный вид литья используется в автомобильной, аэрокосмической, сельскохозяйственной, строительной и машиностроительной отраслях.
Что такое одноразовая литейная форма в литье?
Ан одноразовая форма Это временная форма, изготавливаемая из песка, воска, пенопласта или керамики. Она создает форму, в которую формуется расплавленный металл.

Как работает плесень
- Шаблон: Вы разрабатываете шаблон, который имитирует конечный продукт.
- Раковина: Вы формируете узор.
- Чего следует избегать: Чтобы создать отверстие, вы удаляете или соединяете узор.
- Наполнитель: Расплавленный металл заливается в полость.
- Жертва: Если форма уже затвердела, её уже не сломаешь.
Виды процессов литья с использованием расходных материалов
Одноразовое литье выпускается в различных формах и используется в разных отраслях промышленности. Каждый тип имеет свои преимущества.
Литье в песчаные формы

Наиболее распространенным и старейшим методом литья является литье в песчаные формы. Это одноразовый вид литья, при котором форма изготавливается с использованием заранее подготовленного песка.
- Как это работает: Вы помещаете узор в прямоугольник, известный как “фляж” и засыпать его песком.
- Ключевая особенность: Он очень недорогой и способен обрабатывать детали весом в несколько тонн.
- Приложения: Блок двигателя, корпус насоса и сельскохозяйственное оборудование.
Инвестиционное литье
Это высокоточная форма литья. Литье по выплавляемым моделям — это одноразовая процедура литья, при которой используется модель из керамики, покрытая воском, для создания сложной формы.
- Процесс: Это делается путем нанесения восковой модели на керамическую суспензию. После затвердевания керамики воск расплавляют.
- Преимущества: Обладает очень хорошей чистотой поверхности и точностью размеров.
- Отрасли: Аэрокосмическая отрасль (лопатки турбин), медицина (имплантаты) и ювелирное дело.
Литье по выплавляемым моделям
Это самый волшебный из современных способов. Литье по выплавляемым моделям Это расходуемый процесс литья, при котором используется пенопластовая модель, которая испаряется по мере заливки расплавленного металла в форму.

- Как это работает: Этот метод предполагает использование шаблона из пенополистирола. При столкновении металла с пеной последняя испаряется и переходит в газообразное состояние.
- Преимущества: Это позволяет избежать использования стержней для сверления отверстий, что значительно сокращает количество сборочных операций.
- Распространенные области применения: Головки цилиндров и сложные конструктивные элементы автомобилей.
Формование ракушек
Это можно считать высокоточным литьем в песчаные формы. Литье в оболочковые формы — это одноразовый вид литья, при котором тонкая, прочная оболочка формы изготавливается с использованием песка, обработанного смолой.
- Процесс: В этом методе для обжига тонкой оболочки наносится песок, покрытый смолой, с использованием рисунка из расплавленного металла.
- Преимущества: Этот метод обеспечивает улучшенный контроль размеров и гладкую поверхность по сравнению с традиционным литьем в песчаные формы. Он популярен для изготовления прецизионных зубчатых передач среднего размера.
Пошагово Процесс одноразового литья
Шаг 1: Создание выкройки
Тенденции определяют форму вашей детали. В 2026 году мы, как правило, будем использовать технологию 3S-печати для их изготовления.
- Допуск на усадку: Мы увеличиваем размер узора из-за того, что металл сжимается при охлаждении.
- Углы тяги: Это делается по бокам, чтобы узор очень легко выскальзывал из песка.
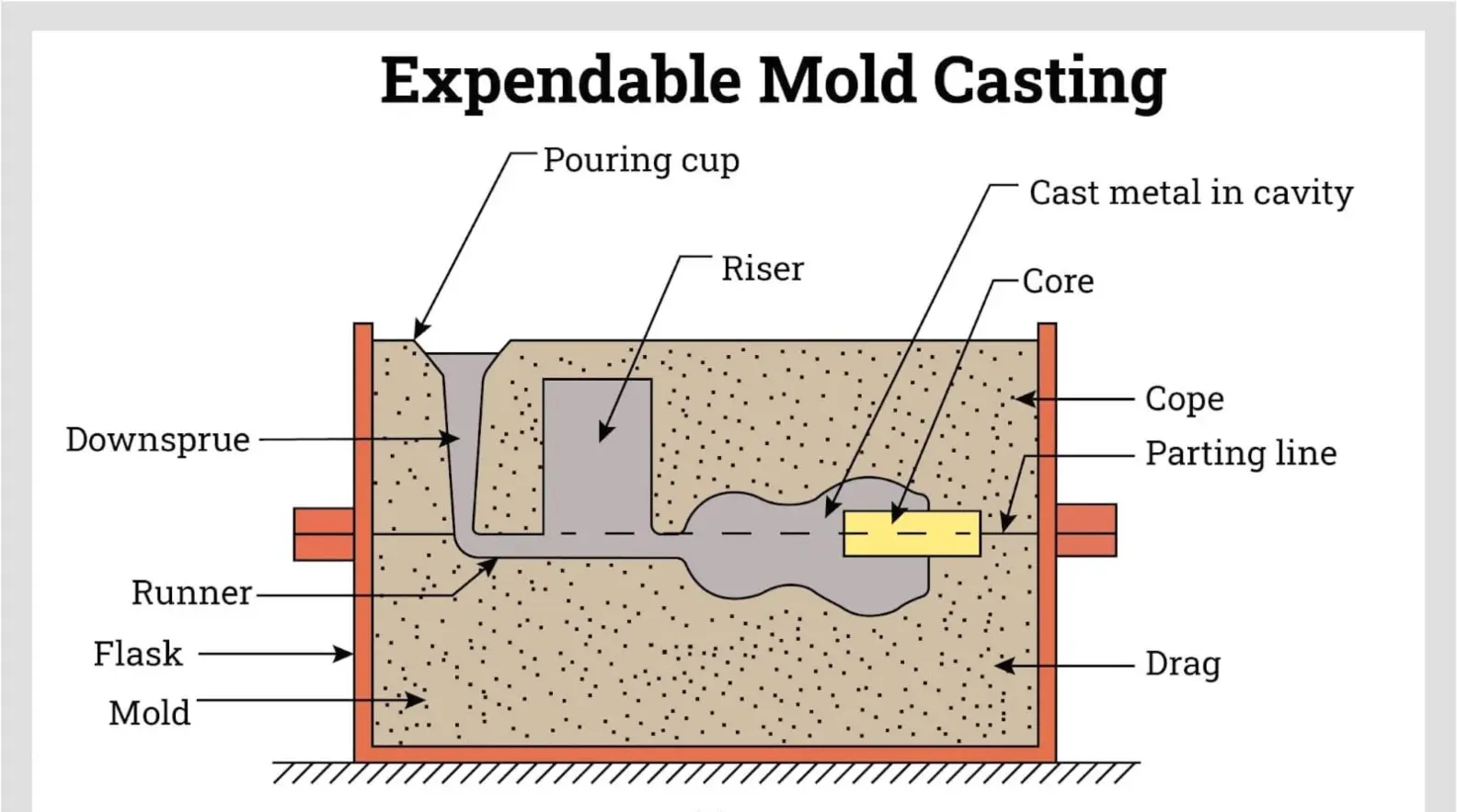
Шаг 2: Подготовка формы
Вы подготавливаете полость. В случае литья в песчаные формы это достигается путем уплотнения песка под высоким давлением. При литье по выплавляемым моделям модель несколько раз погружают в жидкую керамику до образования плотной оболочки. Хорошая подготовка формы предотвращает протечки металла в будущем.
Шаг 3: Плавление металла
Металл плавят в высокотехнологичных печах, таких как индукционные печи, которые используют магнитные поля для чистого нагрева металла. Температуру следует тщательно контролировать, поскольку слишком холодный металл не заполнит форму, а слишком горячий — обожжет ее поверхность.
Шаг 4: Заливка расплавленного металла
Металл заливается через литниковую систему. Это система каналов (литниковых каналов), которая охлаждает металл, предотвращая разбрызгивание. Постоянный поток уменьшает количество пузырьков воздуха (пористость).
Шаг 5: Охлаждение и затвердевание
Металл отводит тепло, образуя свою внутреннюю кристаллическую структуру. Чтобы гарантировать отсутствие пустот в детали, инженеры добавляют дополнительные пакеты металла, чтобы обеспечить её усадку.
Шаг 6: Разрушая стереотипы
После затвердевания металла песчаная форма выталкивается с помощью выбивных машин. При литье керамики может использоваться технология литья под высоким давлением для выдувания оболочки.
Шаг 7: Завершение и проверка качества.
Деталь готова, но требуется доработка. Лишний металл на литниковой системе срезается, поверхность шлифуется, а с помощью рентгеновских лучей исследуется внутренняя поверхность металла на предмет скрытых дефектов.
Материалы, используемые в одноразовом литье
Для достижения оптимальных результатов необходимо правильно подобрать материал и задачу. К 2026 году у нас будет больше вариантов, поскольку материаловедение совершит огромный скачок вперед.
Металлы
Чугун — невероятно прочный и износостойкий металл, используемый в тяжелой технике. алюминиевые сплавы являются лучшими облегченными компонентами в электромобилях для повышения мощности аккумуляторных батарей. Нержавеющая сталь Также их используют из-за устойчивости к коррозии, а суперсплавы применяются, поскольку они должны выдерживать воздействие ревущего реактивного двигателя.
Формы

Процесс литья вашей детали не менее важен, чем сам металл. Мы работаем с циркониевым или хромитовым песком. Эта керамика способна выдерживать высокие температуры. температура, превышающая 2000℃ не плавясь и не изменяя форму.
Папки
Это то, что можно считать клеем, скрепляющим песок. К 2026 году токсичные химикаты будут давно исключены. Кроме того, у нас есть смолы и биосвязующие вещества, которые являются экологически чистыми, образуют прочную форму, но при этом выделяют меньше паров при контакте с горячим металлом, и именно это сделало завод чистым и безопасным.
Применение одноразового литья в 2026 году
Подобные детали сегодня встречаются практически во всех крупных промышленных предприятиях:
- Автомобильная промышленность: Мы используем его в электродвигателях и сложных корпусах трансмиссий, которым необходимы внутренние системы охлаждения, отличные от систем охлаждения блоков цилиндров.
- Аэрокосмическая промышленность: Лопатки турбин и топливные форсунки, требующие экстремального давления и температуры, изготавливаются методом литья по выплавляемым моделям.
- Энергия: Литье в песчаные формы используется для изготовления крупных корпусов клапанов, например, в гидроэлектростанциях и корпусах редукторов ветротурбин, из-за их огромных размеров.
- Медицинский: Протезирование коленного и тазобедренного суставов выполняется по технологии “литья по выплавляемой модели”, благодаря чему поверхность протеза максимально гладкая и повторяет контуры человеческого тела.
Распространенные дефекты в отливках расходных материалов
Несмотря на современные технологии, необходимо учитывать следующие типичные дефекты металла:
- Пористость: Это мелкие или мельчайшие отверстия, похожие на те, что бывают в губке, которые образуются из-за присутствия воздуха или газа в металле. Чтобы этого избежать, мы делаем отверстия в форме, чтобы газ мог выходить наружу.
- Усадочная полость: При превращении металла в твердое состояние он сжимается. Недостаток дополнительного металла для заполнения зазора определяет разницу между вмятиной и отверстием. Подача металла в деталь осуществляется путем размещения дополнительных резервуаров (резервуаров металла) по мере ее охлаждения.
- Misrun: Это происходит в случае чрезмерной холодности металла или слишком тонкой формы. Металл затвердевает еще до того, как достигнет торца формы, в результате чего получается деталь, готовая лишь наполовину.
- Горячие слезы: Если форма переполнена и не позволяет ей немного изгибаться, то сжимающийся металл буквально разрывается, образуя трещины, называемые горячими разрывами.
Расходный литьё против Литье в постоянную форму
Выбор между этими двумя вариантами будет зависеть от количества необходимых деталей и их сложности.
| Особенность | Расходные отходы | Постоянное литье в форму |
| Первоначальные затраты | Низкий: Идеально подходит для создания прототипов и мелкосерийного производства. | Очень высокий: Вам потребуются дорогостоящие или железные штампы. |
| Сложность | Экстремальный: Способен создавать полые внутренние полости с помощью стержней. | Ограниченный доступ: Деталь должна иметь возможность легко выдвигаться из формы. |
| Чистота поверхности | Различный: Песок шероховатый, очень гладкий. | Последовательный: В большинстве случаев очень гладкие и блестящие. |
| Объем | Малый и средний: Идеально подходит для выполнения работ на заказ или сложных проектов. | Середина: Идеально подходит для производства миллионов простых деталей. |
Преимущества и недостатки одноразового литья
Все производственные решения имеют свои преимущества и недостатки. Они помогут вам определить, подойдет ли технология одноразового литья вашему бюджету или нет.
Преимущества:
- Более низкие первоначальные инвестиции: Вам не нужно вытачивать из огромного куска инструментальной стали несъемную матрицу, поэтому ваши первоначальные затраты ниже. Новые конструкции легко тестировать.
- Свобода дизайна: Поскольку форма отламывается, можно проектировать детали с внутренней сотовой структурой или полыми каналами для циркуляции охлаждающей жидкости, что было бы невозможно создать иным способом.
- Универсальность: С его помощью можно обрабатывать как мелкие предметы, например, монеты, так и крупные, например, грузовики. Он подходит практически для любых металлов, включая металлы с чрезвычайно высокими температурами плавления.
Недостатки:
- Плесневые отходы: Однако, поскольку мы будем перерабатывать песок, вам все равно придется потратить время и силы на изготовление новой формы для каждого изделия.
- Скорость: По сравнению с литьем под высоким давлением это медленный процесс. Необходимо дождаться заполнения формы, охлаждения металла и разрушения оболочки.
- Трудоемкий процесс: АНесмотря на помощь роботов, в процессе обработки (очистки детали) и удаления песка или керамических остатков по-прежнему требуется больше ручного труда.
Факторы стоимости в одноразовом литье
Предположим, вы рассматриваете купюру; деньги распределены следующим образом:
- Разработка узоров: Разработка первой “мастер-модели” или 3D-модели.
- Труд: Время, которое сотрудники тратят на засыпку песком, глазурование керамики и демонтаж отлитых изделий.
- Энергия: Для плавки тонн металла потреблялось огромное количество электроэнергии или газа.
- Отделка: Детали, отлитые в песчаные формы, обычно требуют механической обработки (удаления излишков металла) для достижения окончательного размера, что увеличивает стоимость.
Будущее кастинга в фильмах, не входящих в основной состав, в 2026 году
Мир кастинга превращается в цифровой мир старшего поколения. В 2026 году мы уже старые:
- Обнаружение дефектов с помощью ИИ: Камера сканирует форму с помощью искусственного интеллекта, чтобы обнаружить трещины до заливки металла, что позволяет избежать потерь материала.
- Формы, напечатанные на 3D-принтере: Теперь песчаную форму можно напечатать на 3D-принтере. Можно взять чертеж на компьютере и получить металлическую деталь в течение одного дня.
- Устойчивость: Мы направляемся на литейные заводы, работающие по принципу безотходного производства, где весь песок очищается и используется повторно, а тепло, выделяемое в печах, используется для выработки электроэнергии на заводе.
Вывод
Теперь у вас есть четкое и структурированное представление обо всем процессе литья расходных материалов. Разработка модели, подготовка формы, заливка, охлаждение и финишная обработка — все это имеет решающее значение для производства прочных и долговечных изделий. надежные металлические детали. Этот процесс останется необходимым и в 2026 году, поскольку он будет способствовать созданию сложных конструкций, универсальному производству и использованию дорогостоящих металлов.
В Производство HDC, Мы предлагаем высококачественные одноразовые литые решения, отвечающие современным потребностям промышленности. Наша группа компаний сочетает новейшие производственные технологии и высокие стандарты качества при изготовлении долговечных и точных литых компонентов для ваших проектов.
Если вам требуются профессиональные услуги по подбору актеров, и вы надежны, то... свяжитесь с нами. Мы готовы предложить экономически эффективные решения, отвечающие вашим производственным потребностям. Не могли бы вы позволить мне помочь вам в сравнении различных металлов для вашего следующего проекта по литью?
Часто задаваемые вопросы
1. Что представляет собой процесс расширяющегося литья?
Это производственный процесс, при котором жидкий металл заливается во временную форму, которая затем разрушается для получения готового изделия.
2. Почему плесень уничтожается?
Форму уничтожают, чтобы изготовить изделия сложной формы с “подрезами” — внутренними углублениями, которые невозможно извлечь из многоразовой металлической формы.
3. Какие основные типы одноразовых отливок существуют?
Существует четыре основных типа литья: литье в песчаные формы, литье по выплавляемым моделям (по восковым моделям), литье по пенопластовым моделям и литье в оболочковые формы.
4. Какие металлы можно использовать?
Любой металл, такой как алюминий, чугун, нержавеющая сталь, золото и почти титан.
5. Это дорого?
Изготовление небольших и средних партий или очень сложных деталей обходится очень дешево, но в пересчете на единицу продукции это может быть дороже, чем литье миллионов простых деталей.