If you’re comparing investment casting vs sand casting, you’re usually trying to answer one practical question: Which process will deliver the part you need with the lowest total cost and the fewest surprises? And “total cost” here includes everything—casting price, tooling, machining hours, scrap risk, finishing, and lead time.
Both methods can produce excellent components, but they’re good at different things. Investment casting (often called lost wax casting) is typically chosen when details, surface finish, and dimensional control matter. Sand casting is typically chosen when size, flexibility, and cost on larger/simple geometry matter. The right choice becomes obvious once you connect the process to what your part actually needs to do.
What investment casting is (lost wax casting in plain language)

Investment casting starts with a wax pattern that matches your final part. That wax is coated with ceramic to form a hard shell, the wax is removed, and molten metal is poured into the ceramic cavity. Because the shell captures fine detail, investment casting is a common choice for parts with complex geometry, thinner walls, and tighter “as-cast” expectations—often reducing cleanup and machining compared with rougher casting routes.
In sourcing terms, investment casting is usually the “precision casting” option: you pay more attention to pattern tooling and process steps, but you often get a cleaner, more consistent starting shape.
What sand casting is (why it’s still everywhere)

Sand casting uses a sand mold formed around a pattern. It’s one of the most widely used casting methods because it scales well across part sizes, works with many alloys, and can be economical—especially for larger components or when design changes are likely.
The tradeoff is that sand molds generally introduce more variability and a rougher surface texture compared with ceramic-shell processes. That doesn’t mean “lower quality.” It means you should plan machining allowance and cleanup appropriately, particularly on functional surfaces.
Investment casting vs sand casting: the differences that matter in real projects
Tolerances and dimensional consistency
If your drawing has tight relationships between features, or you need predictable “as-cast” geometry before machining, investment casting usually has the advantage. Sand casting can absolutely meet tight requirements too, but it typically depends more on the specific sand system, pattern quality, and foundry controls—so variation can be higher and machining stock often needs to be more conservative.
A practical way to think about it: if you want the casting to arrive already “close” so machining is mainly finishing, investment casting is often easier to control.
Surface finish and appearance
Investment cast parts usually come out with a smoother surface and sharper detail. Sand cast parts typically have a coarser texture and may require more grinding or machining to reach a clean cosmetic surface or sealing-quality finish.
This matters even if you don’t care about looks. A smoother as-cast surface can reduce finishing time and can be helpful when coatings, sealing faces, or sliding contact surfaces are involved.
Part size and weight
Sand casting generally wins when parts get big. Large housings, big brackets, heavy sections, and oversized components are commonly produced with sand molds because tooling and process economics are often more practical. Investment casting is often used for small-to-medium components (though “medium” varies widely by supplier), especially when detail and control are more important than sheer size.
Geometry complexity and thin features
Investment casting shines when you have geometry that would be expensive to machine from solid: small radii, intricate contours, fine features, and complex shapes that would otherwise require multiple CNC setups. Sand casting can still do complex shapes, but thin features and sharp detail are usually more challenging and can drive higher scrap or higher finishing effort if pushed too far.
Tooling cost and volume economics
Both processes have tooling, but the “shape of the cost curve” is different.
Investment casting often needs more precise pattern tooling, and per-part processing is more involved. That can make it a strong choice when you want repeatable precision and reduced machining—especially in low-to-medium volumes where that precision saves total cost.
Sand casting tooling can be simpler and more forgiving for iteration. For prototypes, early-stage designs, or larger parts where machining allowance is already planned, sand casting can be an efficient path.
Lead time and design changes
If you expect changes, sand casting often absorbs change more comfortably—especially for larger parts—because pattern adjustments can be simpler depending on the setup. Investment casting can still iterate, but tooling changes may feel more “committed,” and the process chain has more steps where stability matters.
Machining allowance and “what you’ll pay for later”
Here’s the decision point many buyers miss: the casting method you choose often decides how much you’ll spend on CNC time later.
Investment casting can reduce machining allowance and cleanup because the part starts closer to final shape with a smoother surface. Sand casting usually requires more stock and more cleanup to guarantee you can machine through surface variation and still hit the drawing.
If your part has critical bores, sealing faces, or positional tolerances that must be held tightly, it often makes sense to ask: Which casting route makes machining simpler and more repeatable? That question usually leads you to the right answer.
Quick comparison (high-level)
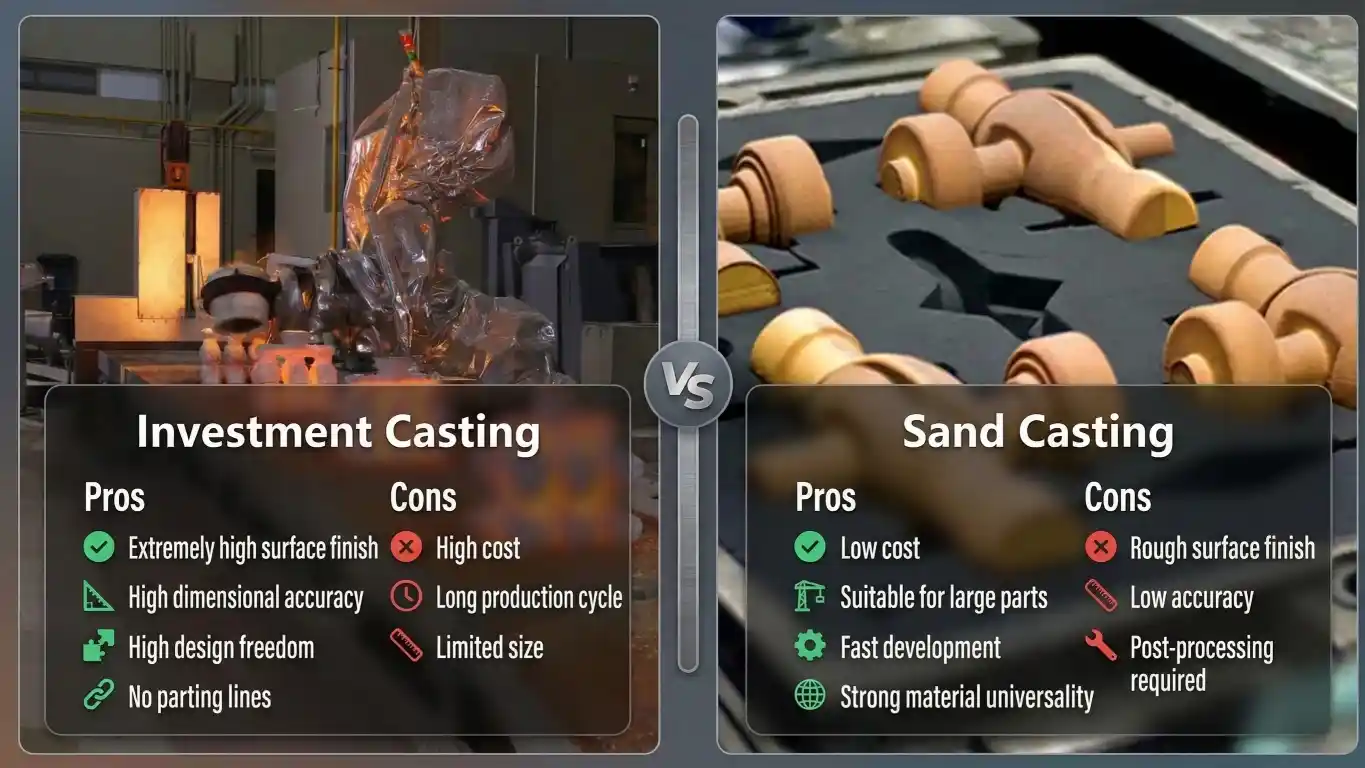
| Factor | Investment casting (lost wax) | Sand casting |
| Best for | Complex shapes, finer detail, cleaner surfaces | Larger parts, flexibility, cost-effective geometry |
| Typical surface finish | Smoother | Rougher |
| Typical variability | Lower (more consistent starting shape) | Higher (plan more machining stock) |
| Tooling feel | More “precision tooling” | Often simpler and easier to iterate |
| Machining allowance | Often lower | Often higher |
| Common buyer goal | Reduce finishing and CNC time | Make big/simple parts efficiently |
How to choose in 5 minutes (what actually works)
If your part is small-to-medium, has complex geometry, needs a smoother surface, or you want to minimize machining and finishing, investment casting is often the more practical option—even if the raw casting price is higher.
If your part is large, simpler, likely to change, or you already plan significant machining and don’t need a refined as-cast surface, sand casting is often the more practical option.
When you’re still unsure, base the decision on what you want to optimize: precision and reduced machining (lean investment) versus size flexibility and cost on bulk geometry (lean sand).
Where HDC Manufacturing fits (in a natural, useful way)
Most buyers don’t just need a casting—they need a finished part that assembles, seals, and lasts. At HDC Manufacturing, we approach this the way many customers actually buy: choose the casting route that produces the best blank, then use CNC machining to finish the functional interfaces (bores, faces, threads, datums). That “casting + machining” approach is often the simplest way to control total cost and avoid late surprises, because the casting method and machining plan are aligned from the start.
If your project also includes forging or other metal processes, the same logic applies: pick the route that produces a stable blank, then machine only what truly needs precision.
FAQ: Investment casting vs sand casting (real questions people search)
Which one is cheaper: investment casting or sand casting?
It depends on total cost, not just the casting quote. Sand casting is often cheaper for larger parts and simpler geometry. Investment casting can be cheaper overall when it reduces machining time, grinding, and scrap risk.
Which process is better for tight tolerances?
Investment casting is often easier when you need tighter as-cast control and repeatability. Sand casting can still meet tight requirements, but it often needs more conservative machining stock and stronger process control.
Which process gives a better surface finish?
Investment casting typically produces a smoother as-cast surface. Sand casting usually produces a rougher texture that may need more cleanup or machining depending on your finish requirements.
If I’m machining critical features anyway, does casting method still matter?
Yes—because the casting method determines how much stock you need, how consistent datums are, and how often you run into surface issues or internal defects during machining.
What’s a common mistake when choosing between these processes?
Choosing based only on unit casting price. The more reliable approach is comparing tooling + casting + machining + finishing + inspection + scrap risk as one package.
What should I send with my RFQ to get the right recommendation?
A drawing (or 3D model), alloy preference, annual quantity, which surfaces are functional after machining, and any requirements like sealing, pressure testing, or cosmetic finish. That information usually makes the “investment vs sand” decision straightforward.
Conclusion
The best choice between investment casting vs sand casting comes down to what you’re optimizing. If you want a cleaner, more consistent starting shape with better surface finish and less downstream machining, investment casting often wins. If you want flexibility, lower complexity cost, or you’re dealing with larger parts where machining allowance is already expected, sand casting often wins. In both cases, you’ll get the best result when the casting method is selected with the machining plan in mind—so the final part meets the drawing reliably without paying unnecessary CNC time to “fix” a poor starting blank.