A gating system is not just the path that molten metal follows into a mold. It is one of the main process decisions that controls whether the casting fills cleanly, whether oxide films and inclusions are carried into the part, whether gas is entrained, and whether the foundry gives away too much metal in scrap and gating weight. Technical casting references describe the gating system as the conduit network through which molten metal enters the mold cavity, but for a buyer the more useful definition is simpler: the gating system decides how the metal behaves before it ever becomes the part. Poor gating can create incomplete filling, inclusions, gas entrapment, and low yield. Good gating improves flow control, casting cleanliness, and process stability.
That is why buyers should care. A casting supplier may quote the same alloy, the same dimensions, and the same machining plan as another supplier, but if the gating logic is weak, the real outcome can still be late scrap, unstable quality, and more variation from batch to batch. In commercial terms, gating is one of the places where foundry engineering directly turns into delivery risk or delivery confidence.
What the gating system actually includes
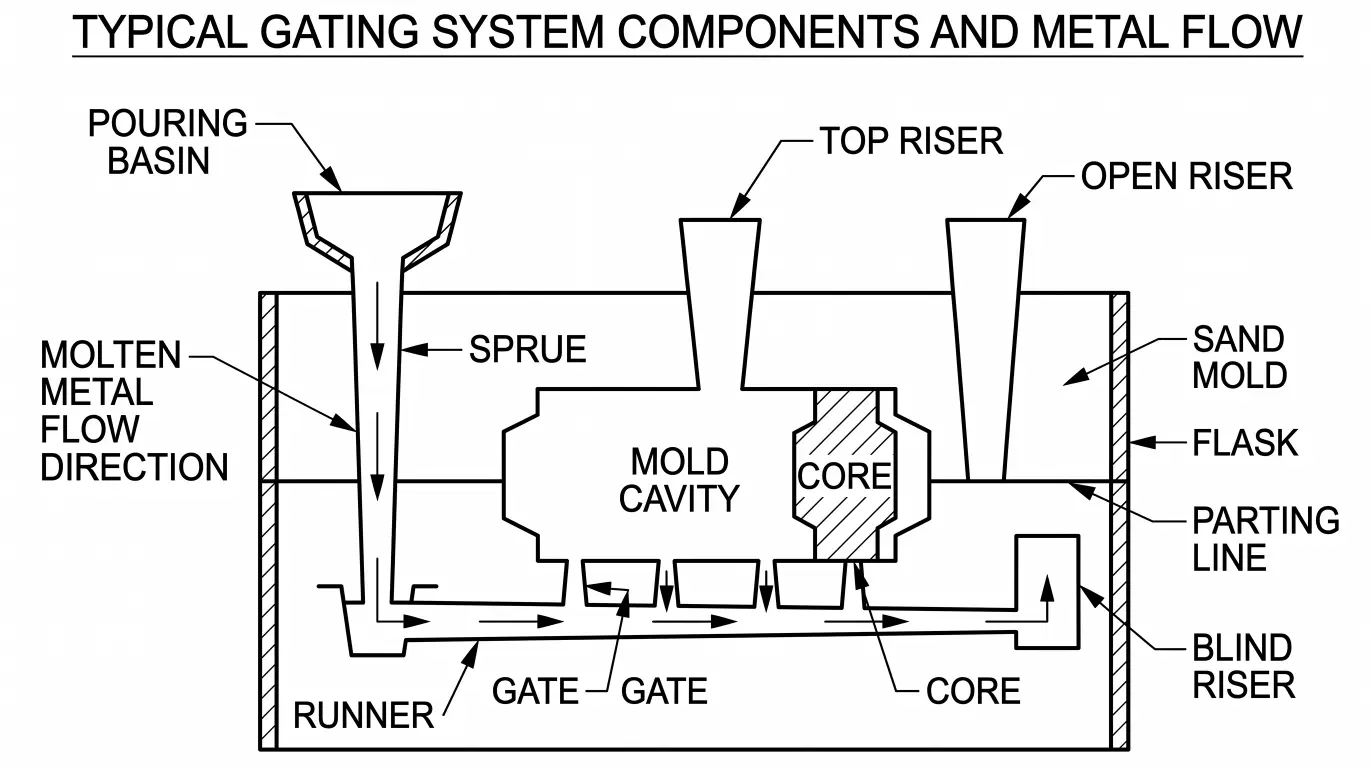
In its simplest form, the gating system includes the pouring basin, sprue, runner, and gate. A standard manufacturing-process reference describes these clearly: the pouring basin receives the metal, the sprue carries it downward, the runner takes it across the mold, and the gate introduces it into the cavity. The same reference also reminds us that vents and risers are closely tied to the overall mold-filling and feeding system, even if they are not always discussed under the same heading. For practical sourcing, the key point is that the gating system is not just one opening. It is a controlled flow network.
In production work, that network often includes more than the textbook minimum. Filters, runner extensions, skim features, choke locations, and overflows may all be used depending on alloy and process. Buyers do not need to design these themselves, but they do need to understand that the “shape of the runner” and the “location of the gate” are not cosmetic foundry choices. They are part of the quality plan.
What a good gating system is trying to achieve
A good gating system has to do several things at once, and these goals often pull against each other. It must fill the mold fast enough that the metal does not freeze before the cavity is complete. At the same time, it must avoid excessive turbulence, because turbulence increases air entrainment, oxide formation, mold erosion, and inclusion risk. Teaching material used in manufacturing courses states these goals directly: minimize turbulence, fill before solidification, avoid shrinkage in the part, and include some mechanism for trapping non-metallic inclusions. Design studies on steel castings add the same requirements in more process-specific terms: prevent aspiration, encourage one-directional and smooth flow, maximize yield, and avoid reoxidation.
This is where buyers should slow down before pushing too hard on price. A very small gating system may improve metal yield on paper, but if it slows fill too much or increases turbulence, it can actually make the part more expensive through defect-related loss. A gating design that looks “heavy” may be wasteful, but a gating design that is too lean can be much worse if it causes cold shuts, inclusions, or reoxidation defects that force rework or rejection. The right design is rarely the one with the least metal in the runner. It is the one that gives the best part quality at the best total cost.
Why turbulence and aspiration matter so much
The reason turbulence matters is that liquid metal in an open gating system can pull air into the stream, disturb oxide films, and physically erode parts of the mold. The IIT manufacturing-process material is especially clear on this point. It explains that if the sprue is not tapered correctly, air can be aspirated into the metal stream as velocity increases toward the bottom, and it also links turbulent flow to dross inclusion, mold-wall erosion, and air aspiration. The same material notes that pressure in the liquid stream should not become negative, which is exactly why sprue design and choke control are not optional details.
The University of Iowa work on reliable castings makes the same issue even more pointed for steel and other oxidation-sensitive alloys. It states that oxidation of the melt during mold filling is a root cause of a significant portion of inclusions and that bad gating makes “dirty castings” easy to produce. That is a very practical sourcing insight. Gating is not only about getting the cavity full. It is also about protecting the melt while it fills.
Pressurized and unpressurized gating: what the buyer should really understand
Foundry engineers often discuss gating as pressurized or unpressurized, but buyers usually do not need the terminology unless they understand what it changes. In broad terms, an unpressurized system tends to increase total flow area toward the mold cavity, which helps lower metal velocity and reduce turbulence. Educational gating material explains this directly and shows that unpressurized systems usually aim for less turbulence and lower aspiration risk. A more pressurized approach keeps the system running fuller and can support stronger flow control, but it has to be designed carefully so it does not create excessive turbulence or carry damaged metal into the part.
For buyers, the main lesson is not to demand one type or the other in isolation. The better question is whether the foundry’s gating approach matches the alloy, section thickness, and defect risk of the part. In investment casting, for example, University of Iowa work on naturally pressurized gating emphasizes that the rigging system should be completely filled before the metal enters the ingates and that the design should help contain the leading, damaged metal rather than send it directly into the casting. That is a very different objective from a simple “small gates save metal” mindset.
Why the gating system changes with the casting process
The same gating logic does not apply equally across all casting methods. In sand casting, gating has to work with a relatively compliant mold, gravity filling, and a strong concern for turbulence, erosion, and yield. In investment casting, the rigging system is often more integrated with the tree and shell structure, and the buyer is usually balancing cleanliness, shell-filling behavior, and yield against precision and part density. The naturally pressurized investment-casting study mentioned earlier is useful because it shows that even within investment casting, changing the rigging logic can alter air entrainment and filling behavior enough to justify redesign.
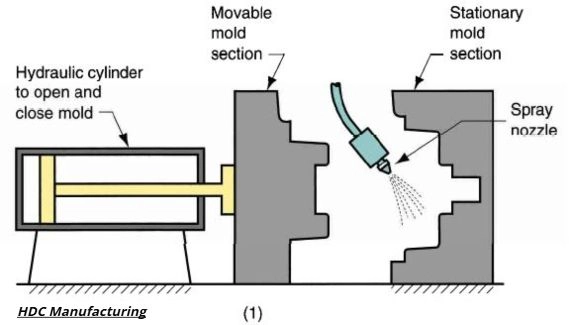
In die casting and permanent-mold work, the mold is much more rigid and the fill is usually more controlled by machine parameters, but gating still remains central because gate thickness, gate location, and flow pattern directly affect defect risk and post-machining consistency. ASTM B108 is not a gating standard, but it does state a practical principle that buyers should remember: the producer is responsible for furnishing permanent-mold aluminum castings that can be laid out and machined to the finished dimensions within permissible variations, unless the purchaser supplies the mold equipment. In other words, the foundry owns the process route needed to make the part machinable and dimensionally acceptable, and gating is part of that responsibility.
Yield, cost, and why gating is a commercial decision
Yield is where gating becomes very visible to buyers. Design studies on steel castings define yield as the casting volume or weight divided by the total metal poured, including gating and risers. Those same studies point out that appropriate gating and riser design improve not only defect control but also delivery performance, productivity, and customer satisfaction because they reduce unnecessary metal loss while keeping the part sound. This is one reason process simulation is so widely used now: the best gating system is usually the one that balances yield and defect prevention, not the one that optimizes only one of them.
This is also why buyers should be careful when comparing quotes from different foundries. A foundry that quotes lower casting weight but has poorer yield discipline, weaker filling control, or more rework risk is not necessarily giving a cheaper part in the end. Gating affects the part cost indirectly through quality stability, scrap, and machining consistency, not only through runner weight.
What buyers should ask before approving a casting route
A good buyer does not need to design the gating system, but they should ask enough to understand whether the foundry has engineered it properly. The useful questions are practical. Where are the gates relative to the critical surfaces? Does the part have long thin sections or split flow paths? Is the supplier using simulation to confirm fill pattern and hot spots? If the part is oxidation-sensitive or inclusion-sensitive, what is being done to reduce turbulence and protect the leading metal front? If yield is an important commercial issue, how is the foundry balancing gating weight against defect risk? These questions matter because poor gating is one of the direct causes of incomplete filling, inclusions, and gaseous entrapment, as the steel-casting design literature states explicitly.
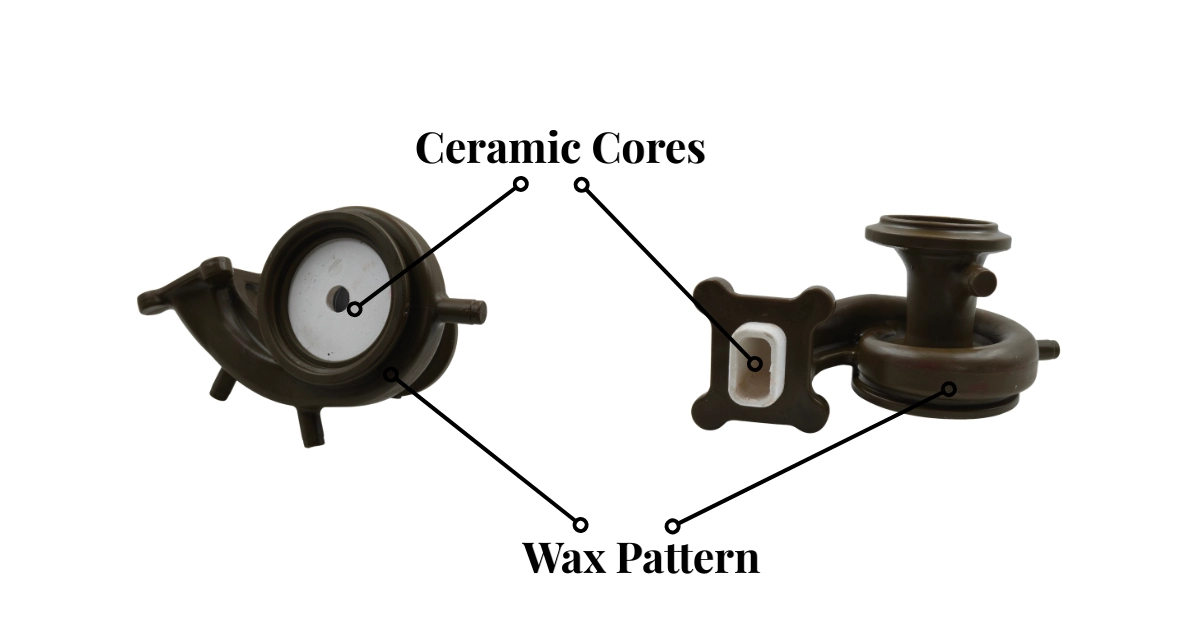
It is also worth asking where the part will still be machined after casting. Even a very good gating system does not replace machining on the most critical bores, faces, or mounting surfaces. In many projects, the smartest route is to use casting to create the geometry efficiently and then use CNC machining to lock down the functional interfaces. That is exactly how HDC frames its услуги литья металла and, where tighter geometry is needed, its литье по выплавляемым моделям. HDC’s casting pages emphasize process selection plus post-machining, which is the right way to think about gating-sensitive parts: control the fill, then machine the features that matter most.
Where HDC fits for buyers evaluating casting solutions
If the part is complex enough that gating design will materially affect quality, HDC fits best as a casting solution provider rather than simply a source of cast blanks. Through its услуги по литью металла на заказ, HDC positions itself around multiple casting routes so the gating and process choice can match the part rather than the foundry’s most convenient method. When the part is more precision-sensitive, HDC’s investment casting service is the more relevant route. When the part is high-volume and better suited to pressure-assisted non-ferrous casting, HDC’s литье под давлением is the logical process conversation. For buyers, that matters because gating is never just a drawing detail. It is part of the process choice.
Часто задаваемые вопросы
Is the gating system the same as the risering system?
Not exactly. The gating system controls how metal enters and fills the mold. Risers mainly feed the casting during solidification. In practice, the two systems are designed together because filling quality and feeding quality are linked.
Why does gate location matter so much?
Because gate location changes the fill pattern, the direction of metal flow, where two fronts meet, and which surfaces see the first or last metal. Those effects directly influence turbulence, inclusions, cold shuts, and even local shrinkage risk.
Can a buyer specify the gating ratio on the drawing?
Usually that is not the best approach. Buyers should specify the performance requirements of the casting—critical surfaces, allowable defects, machining plan, and quality expectations—while the foundry takes responsibility for the gating design that delivers those results.
Why do some foundries talk about simulation so much?
Because gating is a flow problem, and simulation helps show turbulence, fill sequence, hot spots, and air entrapment before production trials. For complex castings, that often reduces both development time and defect risk.
Вывод
A gating system in casting is not only a metal-delivery path. It is one of the strongest drivers of casting quality, yield, and downstream stability. Good gating helps the metal fill smoothly, limits turbulence and aspiration, protects the melt from oxidation and inclusion pickup, and supports a yield that still makes commercial sense. Bad gating does the opposite, even if the alloy and tooling are correct. For buyers, the most useful approach is not to over-specify the gates themselves, but to make sure the supplier is clearly engineering the fill path around the part’s real risks. When that is done well, the result is not just a casting that fills. It is a casting that arrives cleaner, more stable, and more economical to finish.