Если вы сравниваете LPDC против HPDC против GDC, По сути, вы решаете, как металл должен заполнять форму, насколько прочной должна быть отливка и сколько вы готовы инвестировать в оснастку, чтобы получить правильную стоимость детали при больших объемах производства. Все три процесса используют металлические штампы, но они ведут себя совершенно по-разному с точки зрения скорости заполнения, давления, риска пористости, возможности достижения нужной толщины стенок и требований к последующей механической обработке. Для покупателей правильный выбор обычно сводится к одному вопросу: нужен ли вам самый быстрый способ, самая чистая внутренняя структура или самый экономичный процесс литья в постоянные формы для среднесерийной металлической детали?
Что на самом деле означает каждый процесс
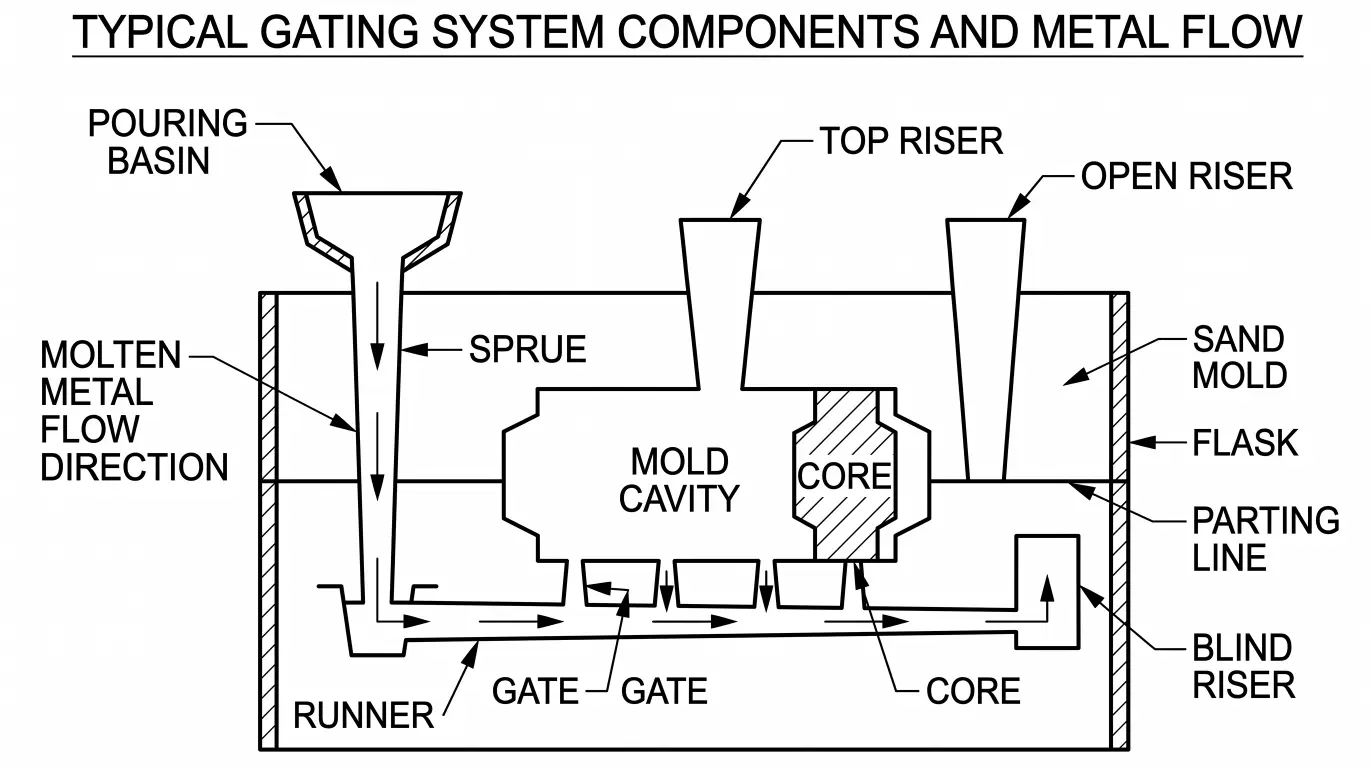
ГДК, Литье под действием силы тяжести, или литье в постоянные формы, является самым простым из трех способов. Расплавленный металл заливается в многоразовую металлическую форму и заполняет полость в основном под действием силы тяжести. Во многих отраслях промышленности это также называется литьем в постоянные формы. Обычно этот метод используется там, где покупателям требуется лучшая повторяемость и качество поверхности, чем при литье в песчаные формы, но не нужна скорость или сложность литья под высоким давлением. Стандарты Ассоциации производителей алюминия для литья алюминия в песчаные и постоянные формы, а также собственная услуга HDC по литью алюминия, относят литье в постоянные формы именно к этой практичной промежуточной категории.
LPDC, Литье под низким давлением, или литье под давлением, по-прежнему использует металлическую форму, но металл выталкивается вверх из-под поверхности расплава в форму под контролируемым низким давлением газа. В руководстве по методам литья Европейской ассоциации производителей алюминия это описывается как плавное заполнение снизу вверх чистым расплавом, и отмечается, что этот процесс особенно хорошо известен для алюминиевых колес, головок цилиндров и аналогичных конструкционных отливок. Поскольку форма заполняется снизу и остается соединенной с расплавом во время затвердевания, этот процесс обеспечивает лучшую подачу металла, чем простое гравитационное заполнение.
HPDC, Литье под высоким давлением (HPDC) — это самый быстрый и наиболее производительный способ литья. Расплавленный металл впрыскивается в полость формы с высокой скоростью и под высоким давлением. Стандарты NADCA описывают HPDC как процесс, позволяющий получать детали, близкие к окончательной форме, с точными допусками, хорошим внешним видом поверхности и высокой производительностью при больших объемах производства. Именно поэтому HPDC доминирует в производстве крупносерийных деталей из алюминия и цинка в автомобильной промышленности, электронике, корпусной промышленности и многих промышленных товарах, ориентированных на потребителя.
Настоящее сравнение начинается со способа заполнения формы.
Наиболее важное техническое различие между LPDC, HPDC и GDC заключается в способе заполнения формы, поскольку характер заполнения определяет пористость, турбулентность, производительность и тип геометрии, с которой каждый процесс лучше всего справляется.
В ГДК, Заполнение происходит под действием силы тяжести. Это упрощает механический процесс, но также означает, что литейный цех имеет меньший активный контроль над движением металлического фронта по сравнению с системами, использующими давление. Литье под действием силы тяжести может производить высококачественные алюминиевые отливки, особенно при хорошо спроектированных форме и литниковой системе, но оно более чувствительно к изменениям сечения и подаче, чем литье под давлением. Тот же источник European Aluminium, который описывает литье под давлением под действием силы тяжести, также использует в качестве сравнительного примера литейные колеса, изготовленные методом литья под действием силы тяжести, и показывает, что для таких колес требуются более крупные питатели, чем для колес, изготовленных методом литья под давлением под действием силы тяжести, поскольку подача менее активно поддерживается.
В LPDC, Металл плавно поднимается в полость снизу. Это одно изменение улучшает сразу несколько аспектов. Заполнение происходит спокойнее, уменьшается воздействие оксидов, и отливка остается соединенной с расплавом во время затвердевания, так что давление может продолжать подавать расплав в зоны последнего застывания. European Aluminium отмечает, что технология LPDC обеспечивает плавное заполнение снизу вверх с чистым расплавом, а повышение давления помогает гарантировать подачу расплава. В технической статье о технологии LPDC также описывается процесс заполнения под низким давлением, который сочетает в себе плавное заполнение формы, компактную структуру, высокую производительность процесса и пригодность для тонкостенных или конструктивно сложных отливок.
В HPDC, В этом процессе заполнение матрицы происходит очень быстро и под гораздо более высоким давлением. Это и обеспечивает коммерческую эффективность процесса: скорость, повторяемость и возможность изготовления тонкостенных изделий. Но это также создает и его главное ограничение. Если матрица, литниковая система, вентиляция или стратегия вакуумирования выбраны неправильно, вероятность попадания воздуха и проблем с целостностью, связанных с газами, значительно возрастает по сравнению с более медленными и спокойными способами заполнения. NADCA решает эту проблему напрямую, отделяя традиционное литье под высоким давлением от литья под высоким давлением для обеспечения высокой целостности и структурной прочности, где вакуум и более жесткий контроль процесса необходимы, когда деталь должна быть свариваемой, термообрабатываемой или обладать большей структурной надежностью.
Что это означает для пористости и внутреннего качества?
Для покупателей внутреннее качество часто является решающим фактором. Если деталь должна выдерживать давление, подвергаться термообработке после литья или иметь чистые механические свойства в структурных зонах, то низкотемпературная и высокотемпературная литьевая обработка не являются автоматически взаимозаменяемыми.
LPDC Часто это дает преимущество, когда важна внутренняя прочность металла, поскольку металл поступает более тихо, а подача под давлением во время затвердевания помогает уменьшить проблемы, связанные с усадкой. Это одна из причин, почему технология LPDC так тесно связана с алюминиевыми колесами и некоторыми конструкционными автомобильными отливками. Европейская ассоциация производителей алюминия прямо связывает технологию LPDC с производством колес и демонстрирует ее преимущество в подаче металла по сравнению с колесами, изготовленными методом литья под действием силы тяжести.
ГДК Этот метод также позволяет производить конструктивно прочные детали, но процесс в большей степени зависит от традиционной конструкции подачи материала и терморегулирования. Он часто хорошо подходит, когда деталь не имеет очень тонких стенок, объем производства умеренный, а заказчик хочет использовать многоразовую металлическую форму без сложностей и затрат, связанных с оснасткой для литья под высоким давлением. Рекомендации по литью в постоянные формы от отраслевых источников неизменно позиционируют этот метод как обладающий лучшей зернистой структурой и однородностью, чем процессы с использованием одноразовых форм, но без такой же производительности, как при литье под высоким давлением.
HPDC Обычно он выигрывает по производительности, но покупателям следует проявлять осторожность, если они предполагают, что он автоматически обеспечивает наилучшее внутреннее качество. Это возможно при правильной установке с высокой степенью целостности или вакуумной поддержкой, но обычный HPDC более чувствителен к попаданию газа из-за быстрого заполнения и профиля давления. Именно поэтому HPDC с высокой степенью целостности существует как определенная категория процессов, а не просто маркетинговая марка.
Геометрия детали, толщина стенки и типичные области применения.
Именно здесь принятие решения обычно становится проще.
Если деталь имеет тонкие стенки, большой объем производства, строгие требования к внешнему виду и множество деталей, близких к окончательной обработке., HPDC Как правило, это ведущий кандидат. В рекомендациях NADCA по проектированию и техническим условиям подчеркивается, что литье под давлением часто позволяет сократить или исключить механическую обработку благодаря возможности отливки размеров, отверстий и элементов с высокой точностью в больших объемах.
Если деталь конструкционный алюминий, потребности более высокая честность, или получает выгоду от более спокойное наполнение снизу вверх, LPDC становится гораздо привлекательнее. Именно поэтому технология LPDC так распространена при изготовлении колес, некоторых головок цилиндров и других деталей, где отливка должна не только хорошо выглядеть. В руководстве по технологическим процессам European Aluminium технология LPDC особенно выделяется для колес, блоков V-образных двигателей и головок цилиндров с воздушным охлаждением, что отражает те области, где этот процесс, как правило, имеет экономический и технический смысл.
Если деталь средний объем, более прочная в поперечном сечении и не оправдывает инвестиции в кристалл HPDC или ожидания по скорости цикла., ГДК Часто это становится практичным решением. Это особенно актуально, когда покупатель хочет использовать технологию литья в постоянные формы с хорошей воспроизводимостью и достойным качеством поверхности, но без всей сложности систем литья под высоким давлением. Услуга литья алюминия от HDC также отражает эту логику, позиционируя литье в постоянные формы как способ, сочетающий стабильное качество с экономической эффективностью.
| Фактор | LPDC | HPDC | ГДК |
| Заполнение формы | Низкое давление, снизу вверх | Высокоскоростной впрыск под высоким давлением | Подается самотеком в металлическую форму |
| Типичная эффективность процесса | Более насыщенное, спокойное и сытное питание. | Максимальная производительность и возможность работы с тонкими стенками. | Более простой способ получения изделий в постоянной форме с хорошей воспроизводимостью. |
| Внутренняя целостность | Часто используется в качестве конструкционных алюминиевых деталей. | В значительной степени зависит от вентиляции, вакуума и управления технологическим процессом. | Хорошо, но в большей степени зависит от конструкции системы подачи, чем от системы LPDC. |
| Инструменты / капитал | Показатель выше, чем у GDC, но ниже, чем у многих полнофункциональных ячеек HPDC в зависимости от программы. | Максимальная ответственность в отношении инструментов и оборудования. | Ниже, чем HPDC; умеренные затраты на формование методом литья под давлением. |
| Оптимальный объем | От среднего до высокого | От высокого до очень высокого | Низкий до среднего, иногда средне-высокий |
| Типичные области применения | Колеса, головки цилиндров, конструкционные алюминиевые отливки. | Корпуса автомобильных деталей, тонкостенные детали, сложные изделия, изготовленные с минимальной последующей обработкой. | Кронштейны, корпуса, алюминиевые детали среднего объема производства. |
Данная таблица носит скорее практический, чем академический характер. Она призвана помочь покупателю выбрать семейство технологических процессов до точной настройки параметров сплава и геометрии.
Реальность стоимости, оснастки и обработки материалов.
Самый дешевый на бумаге процесс не всегда приводит к получению самого дешевого готового изделия.
HPDC Наиболее убедительные аргументы в пользу этого метода проявляются, когда объем производства достаточно велик, чтобы окупить инвестиции в штампы и оборудование. После достижения такого масштаба превзойти этот процесс становится сложно из-за сокращения времени цикла, повторяемости размеров и возможности уменьшения механической обработки многих элементов. Спецификации NADCA прямо указывают на это: литье под давлением часто используется для повышения точности размеров, стабильности и снижения затрат на механическую обработку деталей.
LPDC В коммерческом плане обычно занимает промежуточное положение между GDC и HPDC. Его производительность ограничена более длительными циклами, поскольку отливка остается соединенной с расплавом во время затвердевания, но взамен обеспечивается лучшая подача материала и зачастую лучшая целостность. Европейский алюминий Следует отметить, что циклы LPDC дольше именно по этой причине. Покупателям следует воспринимать это не как недостаток, а как часть логики процесса: LPDC жертвует скоростью ради качества самого литья.
ГДК Этот метод часто становится привлекательным, когда покупателю нужен процесс с использованием многоразовых штампов, но не требуется полная автоматизация и экономичность оснастки, характерные для литья под высоким давлением. Он может быть очень хорошим коммерческим решением для деталей среднего объема, требующих приемлемого качества, но не оправдывающих использование оснастки высокого давления. Кроме того, его обычно проще обсуждать как шаг вперед по сравнению с литьем в песчаные формы и шаг назад по сравнению с литьем под высоким давлением как с точки зрения стоимости, так и сложности.
Во всех трех процессах наиболее дорогостоящей ошибкой часто является чрезмерное ожидание от отлитой детали больших возможностей. Если деталь имеет опорные площадки подшипников, уплотнительные поверхности, базовые элементы или плотно расположенные схемы крепления болтов, покупателям следует исходить из того, что выборочная обработка на станках с ЧПУ может быть наиболее разумным вариантом, даже если процесс в целом обеспечивает высокую точность размеров.
Как покупатель должен принять решение
Практичный покупатель должен начать с трех вопросов.
Первый, Для какой детали необходимы скорость и высокая производительность при обработке тонких стенок, или же более высокая прочность? Если приоритетными являются скорость и объем, близкий к чистому, то HPDC обычно лидирует. Если же важнее целостность и более спокойное заполнение, то LPDC или GDC становятся более подходящими вариантами.
Второй, Каков реальный годовой объем? HPDC становится прочнее с увеличением объема. GDC часто более удобен в коммерческом плане при меньших или средних объемах. LPDC имеет смысл, когда структурные преимущества и контроль подачи оправдывают более длительные циклы.
Третий, Каким характеристикам можно доверять после обработки? Если деталь будет подвергаться интенсивной механической обработке в зонах, обеспечивающих прочность или герметичность, внутреннее качество важнее скорости обработки заготовки. Именно здесь метод низкотемпературной обработки (LPDC) часто оказывается эффективным, а метод высокотемпературной обработки (GDC) может быть полезен, если конструкция оптимальна. Метод высокотемпературной обработки (HPDC) также может хорошо работать, но только если программа действительно разработана с учетом обеспечения целостности, а не просто для получения результата.
Где место HDC
Если деталь относится к семейству изделий из алюминия, изготовленных методом литья, но оптимальный процесс еще не определен, компания HDC наиболее органично вписывается в качестве партнера по выбору процесса, а не просто источника коммерческих предложений. Благодаря своим преимуществам более широкие возможности литья металлов Благодаря наличию специализированных возможностей для литья под давлением, HDC оказывает поддержку покупателям, которым необходимо сбалансировать целостность, геометрию, объем и требования к последующей механической обработке. В основе услуг по литью лежит та же логика принятия решений, которую должны использовать покупатели: сначала выбрать правильный процесс, а затем надлежащим образом завершить обработку критически важных элементов.
Часто задаваемые вопросы
Является ли LPDC просто более медленной версией HPDC?
Нет. Низкотемпературная литьевая технология (LPDC) — это не просто высокотемпературная литьевая технология (HPDC) с меньшим давлением. Это другая логика заполнения, обычно снизу вверх и более спокойная, при этом давление также способствует подаче во время затвердевания. Именно поэтому LPDC часто выбирают для колес и конструкционных отливок, а не для тех же деталей, которые обычно изготавливаются с помощью традиционной высокотемпературной литьевой технологии (HPDC).
GDC — это то же самое, что и литье в постоянные формы?
В большинстве промышленных дискуссий — да. Под литьем под действием силы тяжести обычно подразумевается литье в постоянные формы, при котором металл поступает в форму в основном под действием силы тяжести, а не путем впрыска под высоким давлением.
Могут ли детали, изготовленные методом HPDC, выполнять несущую функцию?
Да, но это обычно означает использование высокоточных или структурных методов литья под давлением, часто с применением вакуума и более строгим контролем процесса, а не просто стандартного традиционного метода литья под высоким давлением.
Какой процесс обычно требует наименьшего объема механической обработки?
Технология HPDC часто показывает наилучшие результаты при обработке деталей, близких к окончательной, в больших объемах производства, но ответ зависит от конкретной детали. Структурные или герметизирующие зоны в любом из трех процессов могут потребовать механической обработки, если заказчик хочет получить стабильно надежную готовую деталь.
Вывод
LPDC, HPDC и GDC — это процессы литья под давлением, но они решают разные задачи покупателей. HPDC обычно является наиболее эффективным решением, когда наиболее важны производительность, тонкие стенки и почти полная повторяемость. LPDC становится привлекательным, когда деталь требует более плавного заполнения, лучшей подачи и большей внутренней целостности, особенно в конструкционных алюминиевых изделиях. GDC часто является практичным компромиссным вариантом, когда целесообразно использовать многоразовую металлическую форму, но деталь не оправдывает инвестиции или сложность, характерные для HPDC. Правильное решение принимается на основе соответствия характеристик заполнения и функциональности детали, а не просто путем сравнения названий процессов.