المفهوم الخاطئ الأساسي: الافتراضات الخاطئة مقابل المصانع السيئة
معظم مشاكل التفاوت في المسبوكات لا تنجم عن مصانع صب سيئة، بل عن... افتراضات خاطئة. غالباً ما يطلب المشترون هامشاً من التسامح دون فصل ثلاثة أشياء مختلفة:
- ما يمكن أن تحتويه العملية كما هي مصبوبة.
- ما يصبح واقعياً فقط بعد ضبط الأبعاد ونضج العملية.
- ما ينبغي ببساطة تشكيله آلياً بدلاً من إجباره على الدخول في عملية الصب.
هذا التمييز مهم لأن التفاوت في الصب ليس رقماً واحداً. إنه مزيج من عائلة العملية، والسبائك، والحجم، ونوع الميزة، واستراتيجية خط الفصل، وتعقيد اللب، ومدى نضج خطة الأدوات والفحص.
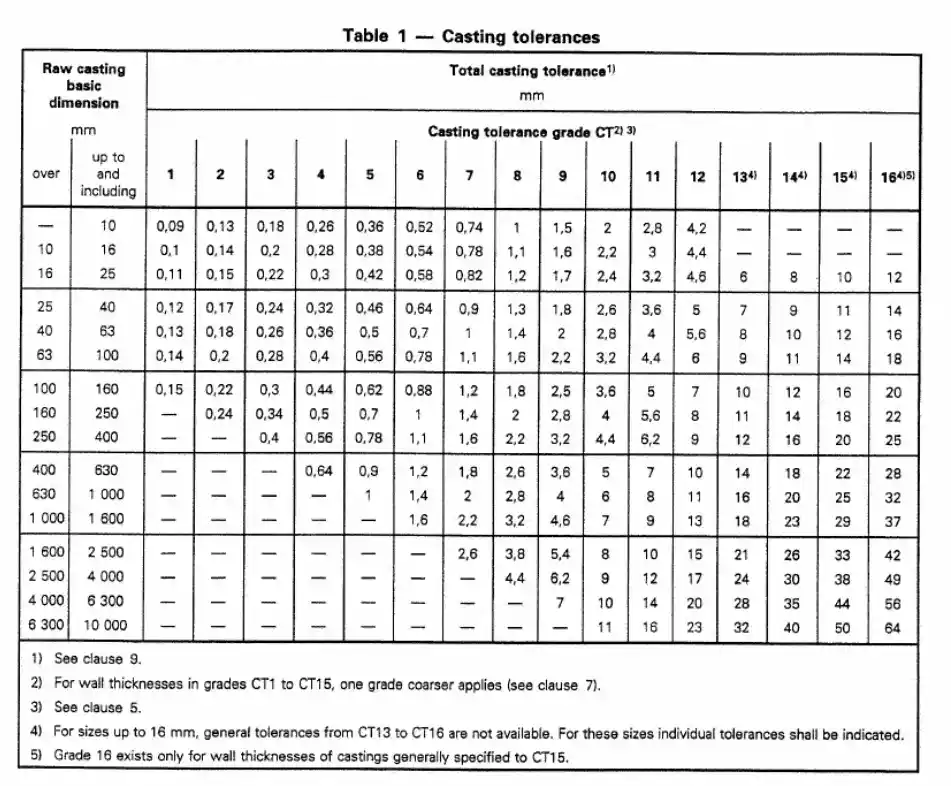
أطر التسامح: ISO 8062 ومعايير الصناعة
تعكس المعايير الأساسية هذا التعقيد. ISO 8062, على سبيل المثال، يقوم بتنظيم تفاوتات الصب في درجات CT بدلاً من التظاهر بأن قيمة افتراضية واحدة تعمل مع كل عملية، في حين أن المعايير الخاصة بالعملية مثل NADCA تتجاوز مواصفات صب القوالب ذلك وتفصل الأبعاد الخطية على نفس الجانب عن تأثيرات خط الفصل ومكونات القالب المتحركة.
بالنسبة للمشتري، فإن النتيجة العملية واضحة: إذا كان يجب أن يصل الجزء إلى حجم قريب جدًا من الحجم النهائي بحيث تكون عملية التشغيل مجرد خطوة تنظيف، فيجب اختيار عملية الصب بناءً على دقة التفاوتات المسموح بها، وليس فقط السعر أو معرفة السبيكة. إذا كانت الأبعاد الحرجة تقع على أسطح مانعة للتسرب، أو ثقوب، أو نقاط مرجعية، أو أنماط تثبيت محاذية، فإن القرار التجاري الأفضل غالبًا هو ترك عملية الصب تُنتج الشكل الهندسي شبه النهائي، وترك عملية التشطيب باستخدام الحاسوب (CNC) تُنتج الدقة النهائية. هذا صحيح بشكل خاص عندما يتقاطع العنصر مع خط الفصل، أو يعتمد على قلب، أو يقع في قسم غير مستقر حراريًا أثناء التصلب.
قياس الدقة: بيانات ISO 8062 وSFSA
التفاوت في المسبوكات هو نظام، وليس رقماً واحداً. يُعدّ معيار ISO 8062 مفيدًا لأنه يُلزم النقاش بالتركيز على درجات التفاوت بدلاً من الادعاءات المبهمة. وهو يُحدد ستة عشر درجة من درجات التفاوت في عمليات الصب., من CT1 إلى CT16, ويُشير هذا إلى نقطة مهمة غالبًا ما يغفل عنها المشترون: قد تحتاج عمليات الصب بالقوالب الدائمة، والصب بالضغط، والصب الاستثماري إلى معايير خاصة بكل عملية تتجاوز إطار التصنيف العام. بعبارة أخرى، توفر المنظمة الدولية للمقاييس (ISO) لغة مشتركة، لكنها لا تُغفل حقيقة أن عمليات الصب المختلفة تخضع لمنحنيات تفاوت مختلفة تمامًا.
ال جمعية مصنعي الصلب الأمريكية (SFSA) يجعل هذا الأمر نفسه أكثر وضوحاً. إذ تقارن إرشادات التفاوتات البُعدية الخاصة به طرق صب الفولاذ بشكل مباشر، وتُظهر أن اختيار العملية يُغير نطاق التفاوتات في المنتج النهائي بشكل كبير.
قيم التفاوت المقارن (على عنصر بطول 100 مم):
- الرمال الخضراء: التفاوت الكلي 3.4 مم.
- القولبة بالترابط الكيميائي: 2.5 مم.
- صب القشرة: 1.7 مم.
- الاستثمار في الصب: 0.8 مم.
تُظهر المقارنة نفسها كيف يمكن لتأثيرات خط الفصل أن تُضيف انحرافًا إضافيًا كبيرًا: 3.0 مم في الرمل الأخضر، و4.0 مم في القوالب المُلصقة كيميائيًا، و2.0 مم في قوالب الصدفة، ولا توجد إضافة مماثلة لسطح الفصل في صب الاستثمار في ذلك الجدول. وتحرص SFSA على التنويه بأن هذه قيم مقارنة، وليست قيم التفاوتات الافتراضية للرسم، ولكنها مع ذلك مفيدة للغاية للمشترين لأنها تُظهر مدى سرعة تضييق نطاق التفاوتات مع ازدياد صلابة القالب وتحسن قابلية تكرار العملية.
استثناء صب القوالب: معايير الرابطة الوطنية لمقاولي صب القوالب
تتخذ عملية صب القوالب منحى مختلفاً مرة أخرى. معايير منتجات NADCA لا يقدمون التفاوت كجدول عام واحد للجزء بأكمله؛ فهم يفصلون التفاوت الخطي عن تأثيرات المساحة المسقطة وتأثيرات القالب المتحرك.

- القاعدة القياسية: حوالي ±0.010 بوصة للبوصة الأولى و ±0.001 بوصة لكل بوصة إضافية.
- مثال على الدقة: ±0.002 بوصة للبوصة الأولى و ±0.001 بوصة لكل بوصة إضافية.
على بُعد 100 مم، يكون ذلك تقريبًا ±0.33 مم في الممارسة المعتادة و ±0.13 مم في الممارسة الدقيقة قبل إضافة تأثيرات المساحة المسقطة أو خط الفصل أو انزلاق القلب. هذا الاختلاف هو بالضبط سبب ظهور المسبوكات بدقة فائقة على الميزات الصغيرة والمدعومة جيدًا، بينما قد تنحرف في الأبعاد التي تتقاطع مع مكونات القالب المتحركة أو المساحات المسقطة الأوسع.
خريطة القدرات والعمليات
الجدول أدناه هو الطريقة الأمثل لفهم هذه الأرقام. وهو ليس ضمانًا لكل مسبك أو سبيكة أو شكل هندسي. إنه بمثابة دليل يساعد المشترين على تجنب فرض تفاوتات في عملية صب القوالب على طلب عروض أسعار للرمل الأخضر، أو تفاوتات في عملية صب القوالب على بُعد يُفضل تشكيله آليًا.
| عملية | أساس المقارنة | التفاوت الإرشادي (ميزة 100 مم) | ما يعنيه ذلك بالنسبة للمشتري |
| صب الفولاذ بالرمل الأخضر | جدول مقارنة SFSA | إجمالي 3.4 مم | مناسب للمسبوكات الأكبر حجماً والأقل حساسية؛ مناسب للأجزاء الحساسة للتشغيل الآلي. |
| مرتبط كيميائياً / لا يحتاج إلى خبز | جدول مقارنة SFSA | إجمالي 2.5 مم | أفضل من الرمل الأخضر؛ ولكنه لا يزال يتطلب معالجة على أساسات وظيفية. |
| صب الفولاذ بالقولبة القشرية | جدول مقارنة SFSA | إجمالي 1.7 مم | النقطة الوسطى العملية عندما تحتاج الأدوات القائمة على الرمل إلى نطاق زمني أضيق. |
| صب الاستثمار (الفولاذ) | جدول مقارنة SFSA | إجمالي 0.8 مم | أقوى مسار "للدقة المصبوبة" للفولاذ. |
| صب القوالب تحت الضغط العالي | مثال على الجانب نفسه من NADCA | ±0.33 مم (قياسي) / ±0.13 مم (دقيق) | قوي على نفس الجانب؛ يجب إضافة تأثيرات خط الفصل/النرد المتحرك. |
لماذا تختلف هذه العمليات كثيراً
أ. صلابة القالب
السبب الأول هو صلابة القالب. تُعدّ قوالب الرمل الأخضر والقوالب المُلصقة كيميائيًا عمليات صناعية جيدة، لكنها تبقى أنظمة قابلة للتشكيل مقارنةً بعملية الصب باستخدام غلاف خزفي أو قالب معدني مُقسّى. وفقًا لإرشادات ASM الخاصة بالقولبة: تُنتج عملية القولبة بضغط أعلى قالبًا أكثر تماسكًا، مما يُحسّن جودة السطح ودقة الأبعاد. بعبارة أخرى، كلما زادت قدرة القالب على الحركة أو التمدد أو التآكل، زادت التفاوتات المسموح بها.
ب. خط الانفصال والسلوك الأساسي
كثيرًا ما يفترض المشترون سهولة ضبط جميع الأبعاد بنفس القدر. إلا أن عمليات الصب لا تعمل بهذه الطريقة. إذ تُعامل NADCA صراحةً تفاوت خط الفصل كدالة لكل من سُمك القطعة ومساحتها المسقطة، وليس فقط طول الميزة. وبمجرد أن تعبر ميزة ما نصفي القالب أو تعتمد على قلب طويل، يتغير نموذج التفاوت. ولهذا السبب، عادةً ما تكون الأبعاد على نفس جانب القالب أو الغلاف أقل تكلفة في الضبط.
ج. الانكماش الحراري والتقييد
تُظهر أعمال شركة SFSA في مجال صب الصلب أن اختلاف أساليب التشكيل وظروف تقييد الميزات يؤدي إلى اختلافات في بدلات النموذج الفعّالة. فتمدد القالب، وتقييد الميزات، وإزالة الأكاسيد، والمعالجة الحرارية، واستقرار مادة النموذج، كلها عوامل تُسهم في تغيير الأبعاد. ولذلك، قد تُلبي مسبكتان متطلبات الرسم، ومع ذلك تحتاجان إلى استراتيجيات مختلفة لتعويض النموذج.
د. نضج العملية
تُفرّق SFSA بين إمكانيات الإنتاج بكميات صغيرة وأخرى بكميات كبيرة. غالبًا ما تبدو عملية الصب الاستثماري، على وجه الخصوص، استثنائية في الإنتاج نظرًا لزيادة دقة ضبط الأدوات وضبط الأبعاد قبل بدء الإنتاج بكميات كبيرة. كما تعتمد الدقة أيضًا على مدى دقة ضبط المورد للأدوات، ونسبة الانكماش المسموح بها، وبوابات الصب لهذا الجزء تحديدًا.
قواعد عملية لشراء قطع الصب
القاعدة 1: فصل الأبعاد حسب الوظيفة
توقف عن التعامل مع جميع الأبعاد بنفس الطريقة. يفصل الرسم الجيد للصب بين الأبعاد التي يمكن أن تبقى ضمن نطاق عملية التصنيع والأبعاد التي يجب تحسينها بالتشغيل الآلي. إذا كان أحد الأبعاد يحدد موقع محمل، أو يغلق سطحًا، أو يحاذي نمط مسامير، فإنه عادةً ما يكون ضمن مجموعة الأبعاد التي يتم تشغيلها آليًا.
القاعدة الثانية: استشر مصنعك مبكراً
اسأل المسبك عن مستوى التفاوت الذي يحققه عادةً. وكما تقترح جمعية مصنعي المعادن (SFSA): ينبغي على العميل الاستفسار عن دقة الأبعاد التي يحققها المسبك باستخدام موارده المحددة. هذا نقاش أفضل بكثير عند اختيار المورد من إرسال هامش تفاوت عام قدره ±0.2 مم وانتظار ظهور مشكلة في الجودة.
القاعدة الثالثة: كن واقعيًا بشأن الهندسة
إذا تقاطع عنصرٌ حرج مع شقّ القالب، فمن المتوقع حدوث تباين أكبر. وإذا كان عنصرٌ رقيق مجاورًا لمركز سميك، فمن المتوقع حدوث انكماش أقل تعاونًا. وإذا كان الجزء يعتمد على نوى طويلة غير مدعومة، فمن المتوقع أن يصبح استقرار النواة جزءًا من مناقشة التفاوتات المسموح بها.
القاعدة الرابعة: اربط "الدقة" بالاستراتيجية
ينبغي دائمًا ربط مصطلح "الصب الدقيق" بعملية محددة. وتوضح صفحات قدرات الصب الخاصة بشركة HDC هذا التمييز بشكل صريح. وتُصنّف خدمة الصب الاستثماري هذه العملية على أنها عملية دقيقة (تصل دقتها إلى ±0.1 مم للأجزاء المناسبة)، ولكنها تؤكد أيضًا على أن التشطيب باستخدام آلات CNC وهو متوفر للميزات ذات التفاوتات الدقيقة للغاية.
أين يناسب نظام HDC عندما تكون مسألة التسامح هي معيار الشراء؟

بالنسبة للمشترين الذين يتخذون قرارًا بشأن عملية التصنيع، فإن تقنية الصب عالي الكثافة (HDC) هي الأنسب عندما يحتاج الجزء إلى حل يعتمد على الصب ولكن لا يمكن الاعتماد على الصب وحده لكل بُعد وظيفي. إنها مصممة خصيصًا خدمة صب المعادن يغطي مسارات متعددة - الرمل، والاستثمار، وصب القوالب - ويربط بشكل صريح بين الصب والتصنيع باستخدام الحاسب الآلي للحصول على تشطيب دقيق.
دقة HDC خدمة الصب الاستثماري تُعدّ هذه الخدمة ذات أهمية بالغة عندما يكون شكل القطعة معقدًا وحساسًا للتفاوتات. ومع ذلك، يُقرّ نموذج الخدمة الأوسع للشركة بما يعرفه معظم المشترين ذوي الخبرة: إذا كانت المتطلبات صارمة للغاية، فإنّ التشطيب باستخدام الحاسوب (CNC) يظلّ خيارًا مطروحًا.
خاتمة
لا يُعدّ التفاوت المسموح به في عملية الصب مجرد تسمية بسيطة، بل هو مجموعة من القدرات. التسلسل الهرمي واضح: رمال خضراء هو الأكثر مرونة،, الترابط الكيميائي والقولبة القشرية اجلس في المنتصف،, الصب الاستثماري يشد النافذة، و صب القوالب يوفر دقة عالية في أبعاد الجانب الواحد.
يحصل المشترون على أفضل النتائج عندما يحددون التفاوتات بناءً على الوظيفة، وليس بناءً على العادة. عندما يتجاوز المتطلب ما يمكن أن توفره عملية الصب وحدها من الناحية الاقتصادية، فإن الحل الأمثل هو الجمع بين عملية الصب المناسبة و تشطيب انتقائي باستخدام الحاسوب على الأبعاد التي تهم فعلاً.