Der zentrale Irrtum: Falsche Annahmen vs. mangelhafte Gießereien
Die meisten Toleranzprobleme bei Gussteilen sind nicht auf schlechte Gießereien zurückzuführen. Sie entstehen durch falsche Annahmen. Käufer fragen oft nach einer Toleranz, ohne dabei drei verschiedene Dinge zu unterscheiden:
- Was der Prozess als Cast enthalten kann.
- Was erst nach der Feinabstimmung der Dimensionen und der Reife des Prozesses realistisch wird.
- Was man einfach maschinell bearbeiten sollte, anstatt es mit Gewalt in das Gussteil einzupressen.
Diese Unterscheidung ist wichtig, da die Gusstoleranz nicht durch eine einzelne Zahl angegeben wird. Sie ist vielmehr eine Kombination aus Prozessfamilie, Legierung, Größe, Merkmalsart, Trennlinienstrategie, Kernkomplexität und dem Reifegrad des Werkzeug- und Prüfplans.
Toleranzrahmen: ISO 8062 und Industriestandards
Die Kernstandards spiegeln diese Komplexität wider. ISO 8062, Beispielsweise werden Gusstoleranzen in CT-Klassen eingeteilt, anstatt so zu tun, als ob ein Standardwert für jeden Prozess geeignet wäre, während prozessspezifische Normen wie z. B. NADCA Die Spezifikationen für Druckgussverfahren gehen noch weiter und trennen die linearen Abmessungen auf derselben Seite von den Auswirkungen der Trennlinie und der beweglichen Formkomponenten.
Für den Käufer ist die praktische Konsequenz eindeutig: Wenn das Bauteil so nah an der Endgröße ankommen muss, dass die Nachbearbeitung nur noch ein Feinschliff ist, muss das Gussverfahren anhand der Toleranzgenauigkeit und nicht nur nach Preis oder Legierungsbekanntheit ausgewählt werden. Liegen die kritischen Maße auf Dichtflächen, Bohrungen, Bezugsflächen oder ausgerichteten Montageflächen, ist es oft wirtschaftlich sinnvoller, die endkonturnahe Geometrie durch Gießen und die finale Präzision durch CNC-Nachbearbeitung zu erzielen. Dies gilt insbesondere dann, wenn das Merkmal eine Trennebene kreuzt, von einem Kern abhängt oder sich in einem Bereich befindet, der während der Erstarrung thermisch instabil ist.
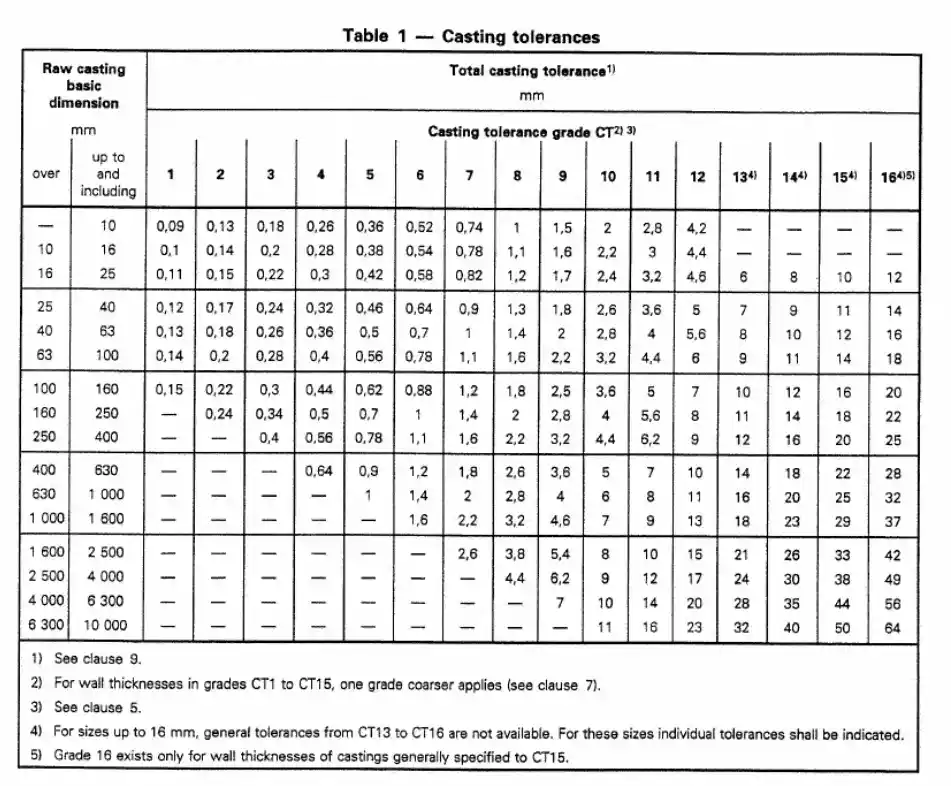
Genauigkeit quantifizieren: ISO 8062- und SFSA-Daten
Die Toleranz bei Gussteilen ist ein System, keine einzelne Kennzahl. ISO 8062 ist nützlich, weil sie die Diskussion auf Toleranzklassen anstatt auf vage Aussagen lenkt. Sie definiert sechzehn Gusstoleranzklassen, CT1 bis CT16, und hebt einen wichtigen Punkt hervor, der Käufern oft entgeht: Kokillenguss, Druckguss und Feinguss erfordern unter Umständen verfahrensspezifische Normen, die über den allgemeinen Güterahmen hinausgehen. Anders ausgedrückt: ISO liefert zwar die gemeinsame Sprache, ändert aber nichts an der Tatsache, dass unterschiedliche Gießverfahren mit sehr unterschiedlichen Toleranzkurven arbeiten.
Das Steel Founders' Society of America (SFSA) macht dasselbe Problem konkreter. Die Richtlinien zur Maßtoleranz vergleichen Stahlgussverfahren direkt und zeigen, dass die Wahl des Verfahrens das Toleranzfenster im Gusszustand erheblich verändert.
Vergleichbare Toleranzwerte (für ein 100-mm-Element):
- Grüner Sand: 3,4 mm Gesamttoleranz.
- Chemisch gebundene Formteile: 2,5 mm.
- Schalenformung: 1,7 mm.
- Feinguss: 0,8 mm.
Derselbe Vergleich zeigt auch, wie Trennlinieneffekte zu erheblichen zusätzlichen Abweichungen führen können: 3,0 mm beim Grünsandguss, 4,0 mm beim chemisch gebundenen Formverfahren, 2,0 mm beim Schalenformverfahren und keine vergleichbaren Abweichungen beim Feinguss (siehe Tabelle). SFSA weist ausdrücklich darauf hin, dass es sich hierbei um Vergleichswerte und nicht um Standardtoleranzen für Zeichnungen handelt. Dennoch sind sie für Einkäufer äußerst hilfreich, da sie verdeutlichen, wie schnell sich das Toleranzfenster verringert, je steifer die Form und je reproduzierbarer der Prozess wird.
Die Ausnahme für Druckguss: NADCA-Standards
Der Druckguss liegt wiederum in einer anderen Liga. Produktstandards der NADCA Die Toleranz wird nicht als ein einziges allgemeines Diagramm für das gesamte Bauteil dargestellt; stattdessen wird die lineare Toleranz von der projizierten Fläche und den Auswirkungen der beweglichen Matrize getrennt.

- Standardregel: Ungefähr ±0,010 Zoll für den ersten Zoll und ±0,001 Zoll für jeden weiteren Zoll.
- Präzisionsbeispiel: ±0,002 Zoll für den ersten Zoll und ±0,001 Zoll für jeden weiteren Zoll.
Bei einer Dimension von 100 mm ergibt das ungefähr ±0,33 mm in der Standardpraxis und ±0,13 mm Präzisionsarbeiten sind entscheidend, bevor Effekte wie projizierte Flächen, Trennlinien oder Kerngleitflächen berücksichtigt werden. Genau dieser Unterschied erklärt, warum Druckgussteile bei kleinen, gut gestützten Merkmalen extrem präzise aussehen können, aber dennoch bei Maßen, die bewegliche Werkzeugkomponenten oder größere projizierte Flächen kreuzen, Abweichungen aufweisen.
Prozessfähigkeitskarte
Die folgende Tabelle ist die beste Möglichkeit, diese Zahlen zu interpretieren. Sie stellt keine Garantie für jede Gießerei, Legierung oder Geometrie dar. Vielmehr dient sie als Orientierungshilfe, um zu vermeiden, dass bei einer Anfrage für Grünsandguss eine Toleranz für das Formgießen oder bei einer Abmessung, die eigentlich bearbeitet werden sollte, eine Toleranz für den Druckguss angenommen wird.
| Verfahren | Vergleichsgrundlage | Richttoleranz (100 mm Merkmal) | Was das für einen Käufer bedeutet |
| Grünsand-Stahlguss | SFSA-Vergleichstabelle | 3,4 mm insgesamt | Gut geeignet für größere, weniger kritische Gussteile; kritische Flächen müssen bearbeitet werden. |
| Chemisch gebunden / ohne Backen | SFSA-Vergleichstabelle | 2,5 mm insgesamt | Besser als Grünsand; erfordert jedoch weiterhin eine Bearbeitung an den funktionalen Bezugspunkten. |
| Stahlguss für Schalenformung | SFSA-Vergleichstabelle | 1,7 mm insgesamt | Der praktische Mittelpunkt, an dem sandbasierte Werkzeuge ein engeres Zeitfenster benötigen. |
| Feinguss (Stahl) | SFSA-Vergleichstabelle | 0,8 mm insgesamt | Die präziseste Methode zur Herstellung von Stahl im Gusszustand. |
| Druckguss | NADCA-Beispiel auf derselben Seite | ±0,33 mm (Standard) / ±0,13 mm (Präzision) | Stark auf derselben Seite; Trennlinien-/Bewegungsstempeleffekte müssen berücksichtigt werden. |
Warum sich diese Prozesse so stark unterscheiden
A. Formsteifigkeit
Der erste Grund ist die Formsteifigkeit. Grünsand- und chemisch gebundene Formen sind zwar gute industrielle Verfahren, aber im Vergleich zu Keramik-Einbettverfahren oder gehärteten Metallformen immer noch verformbare Systeme. Gemäß den Richtlinien der ASM für Formgebung führt Hochdruckformung zu einer kompakteren Form, was die Oberflächengüte und die Maßtoleranz verbessert. Vereinfacht gesagt: Je mehr sich die Form bewegen, ausdehnen oder erodieren kann, desto größer sind die Toleranzeinbußen.
B. Trennlinien- und Kernverhalten
Käufer gehen oft davon aus, dass alle Maße gleich einfach einzuhalten sind. Gießverfahren funktionieren jedoch nicht so. NADCA behandelt die Trennlinientoleranz explizit als Funktion der Bauteildicke und der projizierten Fläche, nicht nur der Merkmalslänge. Sobald ein Merkmal zwei Formhälften durchdringt oder auf einem langen Kern basiert, ändert sich das Toleranzmodell. Daher ist die Einhaltung von Maßen auf derselben Seite einer Form oder eines Gusskörpers in der Regel kostengünstiger.
C. Thermische Kontraktion und Einschränkung
Die Untersuchungen von SFSA zum Stahlguss zeigen, dass unterschiedliche Formverfahren und Formbegrenzungsbedingungen zu unterschiedlichen effektiven Modellzugaben führen. Formausdehnung, Formbegrenzung, Oxidentfernung, Wärmebehandlung und die Stabilität des Modellmaterials tragen alle zu Maßänderungen bei. Daher können zwei Gießereien zwar die Zeichnungsvorgaben erfüllen, benötigen aber dennoch unterschiedliche Strategien zur Modellkompensation.
D. Prozessreife
SFSA unterscheidet zwischen Kleinserien- und Großserienfertigung. Insbesondere Feingussteile weisen in der Serienproduktion oft eine außergewöhnliche Optik auf, da Werkzeugjustierung und Maßgenauigkeit vor Beginn einer Großserie bis ins kleinste Detail optimiert werden. Die Präzision hängt auch davon ab, wie weit der Lieferant Werkzeug, Schwindungszugabe und Anguss für das jeweilige Bauteil optimiert hat.
Praktische Regeln für den Kauf von Gussteilen
Regel 1: Dimensionen nach Funktion trennen
Behandeln Sie nicht länger alle Maße gleich. Eine gute Gusszeichnung trennt Maße, die prozessgesteuert bleiben können, von solchen, die durch Bearbeitung optimiert werden müssen. Wenn ein Maß ein Lager positioniert, eine Dichtfläche abdichtet oder ein Schraubenmuster ausrichtet, gehört es üblicherweise zu den zu bearbeitenden Maßen.
Regel 2: Wenden Sie sich frühzeitig an Ihre Gießerei.
Erkundigen Sie sich bei der Gießerei nach ihrer üblicherweise erreichten Toleranzklasse. Wie SFSA empfiehlt: Der Kunde sollte nach der Maßgenauigkeit fragen, die die Gießerei mit ihren spezifischen Ressourcen erzielt. Das ist ein wesentlich aussagekräftigeres Gespräch als die Angabe einer pauschalen Toleranz von ±0,2 mm und das anschließende Warten auf Qualitätsprobleme.
Regel 3: Sei realistisch in Bezug auf Geometrie
Wenn ein kritisches Merkmal eine Formtrennung kreuzt, ist mit größeren Abweichungen zu rechnen. Befindet sich ein dünnes Merkmal neben einem dicken Kern, ist mit einem weniger kooperativen Schwindverhalten zu rechnen. Hängt das Bauteil von langen, ungestützten Kernen ab, muss die Kernstabilität in die Toleranzdiskussion einfließen.
Regel 4: Verknüpfe “Präzision” mit Strategie
Die Bezeichnung “Präzisionsguss” sollte immer mit einem spezifischen Verfahren verknüpft sein. Die Seiten von HDC zu ihren Gießverfahren machen dies ausdrücklich deutlich. Der Feinguss wird als Präzisionsverfahren (bis zu ±0,1 mm für geeignete Teile) positioniert, aber auch betont, dass CNC-gefräste Oberflächenbehandlung ist für Merkmale mit wirklich engen Toleranzen verfügbar.
Wo HDC ins Spiel kommt, wenn Toleranz das Kaufproblem ist

Für Käufer, die eine Prozessentscheidung treffen, eignet sich HDC am besten, wenn das Bauteil eine gussbasierte Lösung benötigt, aber nicht für jede funktionale Dimension allein auf Guss zurückgreifen kann. Die kundenspezifische Metallgussservice behandelt verschiedene Verfahren – Sandguss, Feinguss und Druckguss – und kombiniert den Guss explizit mit CNC-Bearbeitung für eine präzise Oberflächenbearbeitung.
Die Präzision von HDC Feinguss-Service Dies ist besonders relevant, wenn das Bauteil eine komplexe Form aufweist und toleranzempfindlich ist. Das umfassendere Serviceangebot des Unternehmens berücksichtigt jedoch, was die meisten erfahrenen Einkäufer bereits wissen: Bei wirklich strengen Anforderungen ist die CNC-Bearbeitung nach wie vor eine sinnvolle Option.
Fazit
Die Gusstoleranz ist keine einfache Prozessbezeichnung, sondern ein Fähigkeitspaket. Die Hierarchie ist klar: grüner Sand ist die lockerste, chemisch gebunden und Schalenformung Setz dich in die Mitte, Feinguss zieht das Fenster fest, Druckguss bietet eine hohe Genauigkeit bei den Abmessungen auf derselben Seite.
Käufer erzielen die besten Ergebnisse, wenn sie Toleranzen funktionsbezogen und nicht gewohnheitsmäßig festlegen. Wenn die Anforderungen über das hinausgehen, was der Gießprozess allein wirtschaftlich erfüllen kann, ist die richtige Lösung, den passenden Gießprozess mit anderen Verfahren zu kombinieren. selektive CNC-Bearbeitung auf die Dimensionen, die tatsächlich zählen.






