El error fundamental: Suposiciones erróneas frente a fundiciones deficientes.
La mayoría de los problemas de tolerancia en las piezas fundidas no provienen de fundiciones deficientes. Provienen de suposiciones erróneas. Los compradores suelen pedir una tolerancia sin separar tres cosas diferentes:
- Lo que el proceso puede contener tal como se fundió.
- Lo que se vuelve realista solo después del ajuste dimensional y la madurez del proceso.
- Lo que debería simplemente mecanizarse en lugar de forzarse en la fundición.
Esa distinción es importante porque la tolerancia de fundición no es un valor único. Es una combinación de la familia del proceso, la aleación, el tamaño, el tipo de característica, la estrategia de la línea de separación, la complejidad del núcleo y la madurez del plan de herramientas e inspección.
Marcos de tolerancia: ISO 8062 y normas industriales
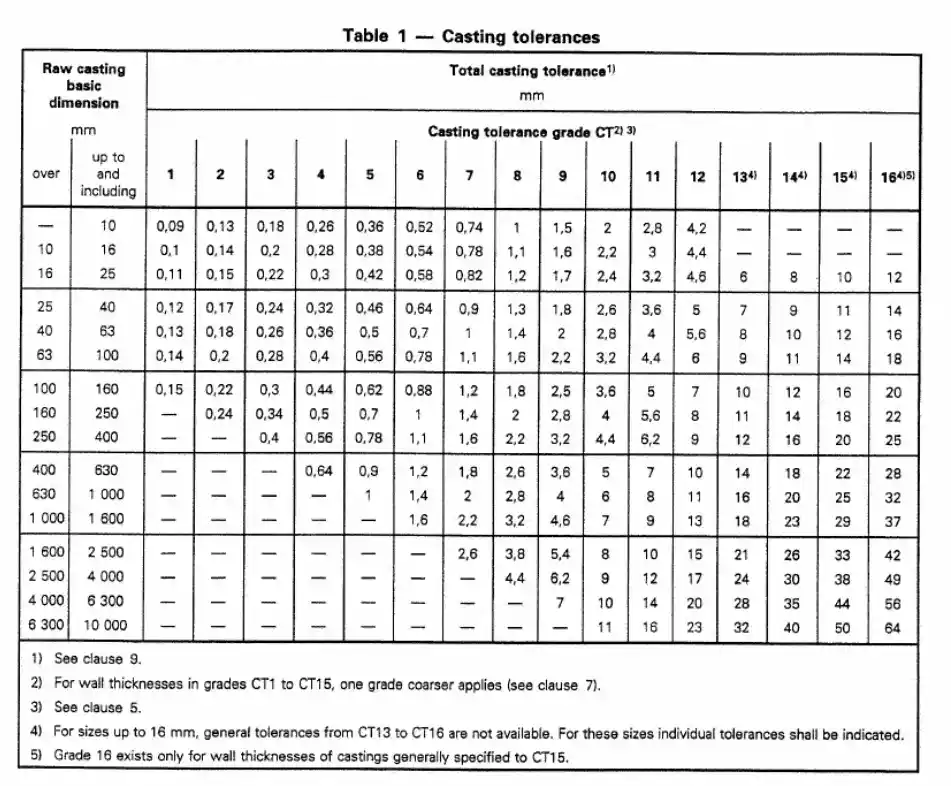
Los estándares básicos reflejan esa complejidad. ISO 8062, por ejemplo, organiza las tolerancias de fundición en grados CT en lugar de pretender que un valor predeterminado funcione para todos los procesos, mientras que los estándares específicos del proceso, como NADCA Las especificaciones de fundición a presión van más allá y separan las dimensiones lineales del mismo lado de los efectos de la línea de separación y del componente del molde móvil.
Para el comprador, la consecuencia práctica es evidente: si la pieza debe tener un tamaño casi final, de modo que el mecanizado sea solo un paso de acabado, el proceso de fundición debe elegirse en función de la tolerancia requerida, no solo del precio o la familiaridad con la aleación. Si las dimensiones críticas se encuentran en superficies de sellado, orificios, puntos de referencia o patrones de montaje alineados, la mejor decisión comercial suele ser dejar que la fundición cree la geometría casi final y que el acabado CNC genere la precisión final. Esto es especialmente cierto cuando la característica cruza una línea de separación, depende de un núcleo o se encuentra en una sección térmicamente inestable durante la solidificación.
Cuantificación de la precisión: datos de ISO 8062 y SFSA
La tolerancia en las piezas fundidas es un sistema, no una cifra aislada. La norma ISO 8062 es útil porque obliga a centrar la conversación en grados de tolerancia en lugar de afirmaciones vagas. Define dieciséis grados de tolerancia de fundición, CT1 a CT16, y subraya un punto importante que los compradores suelen pasar por alto: las piezas fundidas en molde permanente, las piezas fundidas a presión y las piezas fundidas a la cera perdida pueden requerir estándares específicos del proceso que van más allá del marco general de clasificación. En otras palabras, la norma ISO proporciona un lenguaje común, pero no elimina el hecho de que los diferentes procesos de fundición se rigen por curvas de tolerancia muy distintas.
los Sociedad de Fundidores de Acero de América (SFSA) Esto hace que el mismo problema sea más concreto. Su guía sobre tolerancias dimensionales compara directamente los métodos de fundición de acero y muestra que la elección del proceso modifica sustancialmente el margen de tolerancia del material fundido.
Valores de tolerancia comparativos (en una característica de 100 mm):
- Arena verde: Tolerancia total de 3,4 mm.
- Moldeo con unión química: 2,5 mm.
- Moldura de carcasa: 1,7 mm.
- Fundición a la cera perdida: 0,8 mm.
La misma comparación también muestra cómo los efectos de la línea de separación pueden añadir una desviación adicional significativa: 3,0 mm en arena verde, 4,0 mm en moldeo con unión química, 2,0 mm en moldeo en cáscara y ninguna adición comparable de la cara de separación para la fundición a la cera perdida en esa tabla. SFSA aclara que estos son valores comparativos, no tolerancias de dibujo predeterminadas, pero siguen siendo extremadamente útiles para los compradores porque muestran con qué rapidez se reduce el margen de tolerancia a medida que el molde se vuelve más rígido y el proceso más repetible.
La excepción en la fundición a presión: Normas NADCA
La fundición a presión se sitúa en una curva diferente. Estándares de productos de NADCA No presentan la tolerancia como una tabla genérica para toda la pieza; separan la tolerancia lineal de los efectos del área proyectada y del troquel móvil.

- Regla estándar: Aproximadamente ±0,010 pulgadas para la primera pulgada y ±0,001 pulgadas para cada pulgada adicional.
- Ejemplo de precisión: ±0,002 pulgadas para la primera pulgada y ±0,001 pulgadas para cada pulgada adicional.
En una dimensión de 100 mm, eso equivale aproximadamente a ±0,33 mm en la práctica estándar y ±0,13 mm en la práctica de precisión antes de añadir efectos de área proyectada, línea de separación o deslizamiento del núcleo. Esa diferencia es precisamente la razón por la que las piezas fundidas a presión pueden parecer extremadamente precisas en detalles pequeños y bien soportados, pero aun así presentar desviaciones en dimensiones que atraviesan componentes móviles del molde o áreas proyectadas más amplias.
Mapa de capacidades de procesos
La tabla que aparece a continuación es la forma más útil de interpretar estas cifras. No se trata de una garantía para todas las fundiciones, aleaciones o geometrías. Es una guía que ayuda a los compradores a evitar aplicar tolerancias de moldeo en cáscara a una solicitud de cotización para moldeo en arena verde, o tolerancias de fundición a presión a una dimensión que en realidad debería mecanizarse.
| Proceso | Base de comparación | Tolerancia indicativa (característica de 100 mm) | Lo que eso significa para un comprador |
| Fundición de acero en arena verde | Tabla comparativa de SFSA | 3,4 mm en total | Adecuado para piezas fundidas de mayor tamaño y menos críticas; caras críticas para el mecanizado. |
| Unión química / sin cocción | Tabla comparativa de SFSA | 2,5 mm en total | Mejor que la arena verde; aún requiere mecanizado sobre puntos de referencia funcionales. |
| Fundición de acero en cáscara | Tabla comparativa de SFSA | 1,7 mm en total | El punto medio práctico en el que las herramientas a base de arena necesitan un margen de tolerancia más ajustado. |
| Fundición de precisión (acero) | Tabla comparativa de SFSA | 0,8 mm en total | La ruta de "precisión en estado de fundición" más robusta para el acero. |
| Fundición a presión a alta presión | Ejemplo del mismo lado de NADCA | ±0,33 mm (Estándar) / ±0,13 mm (Precisión) | Fuerte en el mismo lado; se deben agregar efectos de línea de separación/dado móvil. |
¿Por qué estos procesos difieren tanto?
A. Rigidez del molde
La primera razón es la rigidez del molde. Los moldes de arena verde y los moldes con unión química son buenos procesos industriales, pero siguen siendo sistemas deformables en comparación con un proceso de revestimiento cerámico o un molde de metal endurecido. Según las directrices de moldeo de ASM: el moldeo a mayor presión crea un molde más compacto, lo que mejora el acabado superficial y la tolerancia dimensional. Dicho de otro modo, cuanto más se mueva, expanda o erosione el molde, mayor será la tolerancia que se pierda.
B. Comportamiento de la línea de separación y del núcleo
Los compradores suelen asumir que todas las dimensiones son igualmente fáciles de mantener. Sin embargo, los procesos de fundición no funcionan así. La norma NADCA considera explícitamente la tolerancia de la línea de separación como una función tanto del espesor de la pieza como del área proyectada, no solo de la longitud de la característica. Una vez que una característica atraviesa dos mitades del molde o depende de un núcleo largo, el modelo de tolerancia cambia. Por eso, mantener las dimensiones en el mismo lado de una matriz o carcasa suele ser menos costoso.
C. Contracción y restricción térmica
El trabajo de SFSA en la fundición de acero demuestra que los distintos métodos de moldeo y las condiciones de restricción de las características dan lugar a diferentes tolerancias efectivas del patrón. La expansión del molde, la restricción de las características, la eliminación de óxido, el tratamiento térmico y la estabilidad del material del patrón contribuyen a la variación dimensional. Por ello, dos fundiciones pueden cumplir con los requisitos del plano y aun así necesitar estrategias diferentes de compensación del patrón.
D. Madurez del proceso
SFSA distingue entre la capacidad de producción en series cortas y largas. La fundición a la cera perdida, en particular, suele presentar un aspecto excepcional en la producción, ya que el ajuste de las herramientas y la calibración dimensional se optimizan antes de iniciar una producción a gran escala. La precisión también depende del grado de ajuste que el proveedor haya realizado de las herramientas, la tolerancia de contracción y el sistema de alimentación para esa pieza en concreto.
Reglas prácticas para la compra de piezas fundidas
Regla 1: Separar las dimensiones por función.
Deje de tratar todas las dimensiones por igual. Un buen plano de fundición distingue entre las dimensiones que pueden mantenerse sin cambios durante el proceso y las que deben mejorarse mediante mecanizado. Si una dimensión ubica un cojinete, sella una superficie o alinea un patrón de pernos, generalmente pertenece al conjunto mecanizado.
Regla 2: Consulte con su fundición con anticipación.
Pregunte a la fundición qué grado de tolerancia suelen alcanzar. Como sugiere SFSA, el cliente debería preguntar qué precisión dimensional logra la fundición con sus recursos específicos. Esta es una conversación mucho más productiva que enviar una tolerancia genérica de ±0,2 mm y esperar a que surja un problema de calidad.
Regla 3: Sé realista con la geometría.
Si una característica crítica atraviesa una división del molde, cabe esperar mayor variación. Si una característica delgada está junto a un núcleo grueso, cabe esperar una contracción menos uniforme. Si la pieza depende de núcleos largos sin soporte, cabe esperar que la estabilidad del núcleo forme parte del análisis de tolerancias.
Regla 4: Vincular la “precisión” con la estrategia.
Una afirmación de “fundición de precisión” siempre debe estar vinculada a un proceso específico. Las propias páginas de capacidad de fundición de HDC hacen esa distinción explícitamente. Su servicio de fundición a la cera perdida posiciona esa ruta como un proceso de precisión (hasta ±0,1 mm para piezas adecuadas), pero también enfatiza que Acabado mecanizado por CNC Está disponible para características que requieren tolerancias muy ajustadas.
¿Dónde encaja HDC cuando la tolerancia es el factor clave en la compra?

Para los compradores que toman una decisión de proceso, HDC se adapta mejor cuando la pieza necesita una solución basada en fundición, pero no puede depender únicamente de la fundición para cada dimensión funcional. Su solución personalizada servicio de fundicion de metales Abarca múltiples métodos —fundición en arena, fundición a la cera perdida y fundición a presión— y combina explícitamente la fundición con el mecanizado CNC para lograr acabados de alta precisión.
La precisión de HDC servicio de fundición de inversión Esto es especialmente relevante cuando la pieza tiene una forma compleja y requiere tolerancias muy precisas. Sin embargo, el modelo de servicio más amplio de la empresa reconoce lo que la mayoría de los compradores experimentados ya saben: si el requisito es realmente estricto, el acabado CNC sigue siendo una opción a considerar.
Conclusión
La tolerancia de fundición no es una simple etiqueta de proceso; es un conjunto de capacidades. La jerarquía es clara: arena verde es el más suelto, unión química y moldeo en cáscara siéntate en el medio, fundición a la cera perdida aprieta la ventana y fundición a presión Ofrece una alta precisión en las dimensiones del mismo lado.
Los compradores obtienen los mejores resultados cuando especifican la tolerancia por función, no por costumbre. Cuando el requisito va más allá de lo que el proceso de fundición por sí solo puede soportar económicamente, la respuesta correcta es combinar el proceso de fundición adecuado con acabado CNC selectivo en las dimensiones que realmente importan.