Основное заблуждение: ошибочные предположения против некачественных литейных цехов.
Большинство проблем с допусками в отливках возникают не из-за некачественного литейного производства. Они возникают из-за ошибочные предположения. Покупатели часто запрашивают допустимую погрешность, не разделяя три разных вещи:
- Что может содержать отливка в процессе литья.
- Реалистичными они становятся только после настройки размеров и совершенствования технологического процесса.
- То, что следует просто обработать на станке, а не вдавливать в отливку силой.
Это различие важно, потому что допуск на литье — это не одно число. Это сочетание семейства процессов, сплава, размера, типа элемента, стратегии разъема, сложности стержня, а также зрелости оснастки и плана контроля.
Системы допусков: ISO 8062 и отраслевые стандарты.
Основные стандарты отражают эту сложность. ISO 8062, Например, систематизирует допуски литья по классам CT, вместо того чтобы делать вид, что одно значение по умолчанию подходит для всех процессов, в то время как стандарты, специфичные для конкретного процесса, такие как NADCA Технические условия литья под давлением идут дальше и отделяют линейные размеры с одной стороны от влияния линии разъема и перемещения детали штампа.
Для покупателя практический вывод очевиден: если деталь должна быть достаточно близка к окончательному размеру, чтобы механическая обработка представляла собой лишь этап очистки, то выбор процесса литья должен основываться на возможностях обеспечения точности, а не только на цене или знакомстве с сплавом. Если критически важные размеры зависят от уплотнительных поверхностей, отверстий, базовых точек или выровненных монтажных схем, то зачастую более выгодным с коммерческой точки зрения решением является создание геометрии, близкой к окончательной, методом литья, а обеспечение точности на станках с ЧПУ. Это особенно актуально, когда элемент пересекает линию разъема, зависит от стержня или находится в участке, который термически нестабилен во время затвердевания.
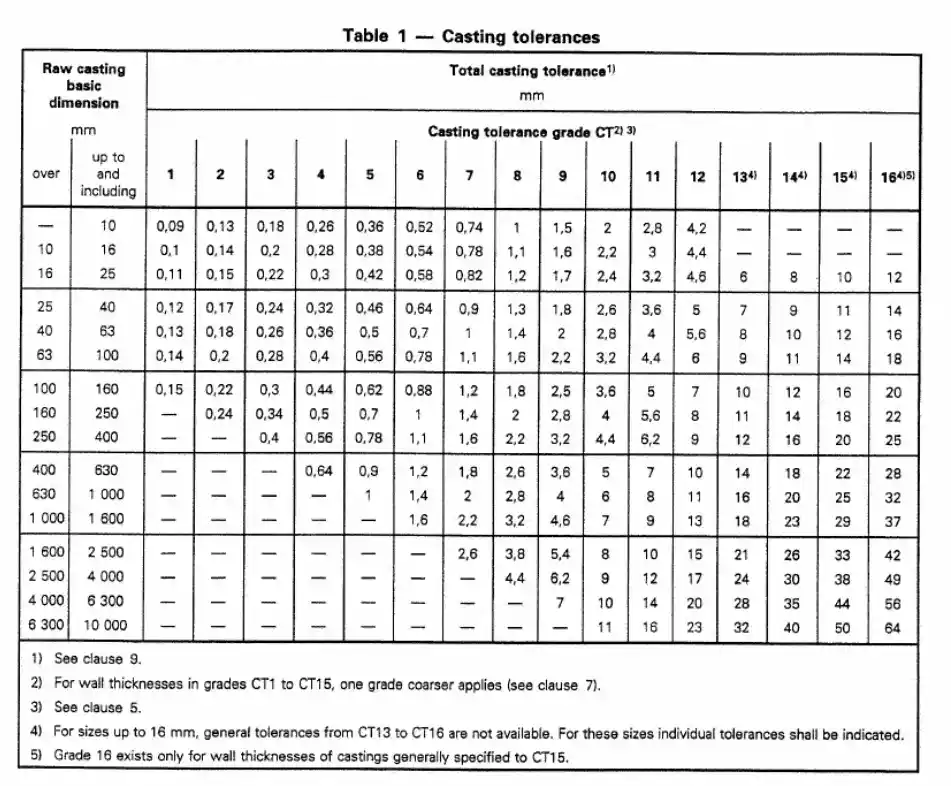
Количественная оценка точности: ISO 8062 и данные SFSA
Допуски при литье — это система, а не единичный показатель. Стандарт ISO 8062 полезен тем, что заставляет обсуждать допуски в рамках определенных категорий, а не расплывчатых утверждений. Он определяет шестнадцать категорий допусков при литье., КТ1–КТ16, И это подчеркивает важный момент, который часто упускают покупатели: для литья в постоянные формы, литья под давлением и литья по выплавляемым моделям могут потребоваться стандарты, специфичные для конкретного процесса, выходящие за рамки общей системы стандартов. Другими словами, ISO предоставляет общий язык, но не отменяет того факта, что различные процессы литья работают в рамках совершенно разных кривых допусков.
The Американское общество сталелитейщиков (SFSA) Это делает проблему более конкретной. Руководство по допускам размеров напрямую сравнивает методы литья стали и показывает, что выбор процесса существенно изменяет диапазон допусков в литом состоянии.
Сравнительные значения допусков (для элемента размером 100 мм):
- Зеленый песок: Общий допуск 3,4 мм.
- Формование с химическим соединением: 2,5 мм.
- Формование корпуса: 1,7 мм.
- Инвестиционное литье: 0,8 мм.
Аналогичное сравнение также показывает, как влияние линии разъема может значительно увеличить отклонение: 3,0 мм в песчаной форме, 4,0 мм в форме с химическим соединением, 2,0 мм в оболочковой форме, и никакого сопоставимого увеличения от линии разъема при литье по выплавляемым моделям в этой таблице нет. SFSA подчеркивает, что это сравнительные значения, а не стандартные допуски чертежа, но они все же чрезвычайно полезны для покупателей, поскольку показывают, как быстро сужается диапазон допусков по мере того, как форма становится более жесткой, а процесс — более воспроизводимым.
Исключение для литья под давлением: стандарты NADCA
Литье под давлением — это совсем другая история. Стандарты продукции NADCA Они не представляют допуски в виде одной общей диаграммы для всей детали; они разделяют линейный допуск от допусков, связанных с площадью проекции и перемещением матрицы.

- Стандартное правило: Примерно ±0,010 дюйма на первый дюйм и ±0,001 дюйма на каждый последующий дюйм.
- Пример точности: ±0,002 дюйма на первый дюйм и ±0,001 дюйма на каждый последующий дюйм.
При размере 100 мм это примерно соответствует ±0,33 мм в стандартной практике и ±0,13 мм В точной практике до добавления эффектов проекционной площади, линии разъема или скольжения стержня. Именно это различие объясняет, почему отливки под давлением могут выглядеть чрезвычайно точными на небольших, хорошо поддерживаемых элементах, но при этом могут отклоняться от заданных размеров, пересекающих движущиеся компоненты штампа или более широкие проекционные площади.
Карта производственных возможностей
Приведенная ниже таблица — наиболее удобный способ интерпретации этих цифр. Это не гарантия для каждого литейного производства, сплава или геометрии. Это схема, которая помогает покупателям избежать указания допуска на литье в оболочковую форму при запросе коммерческого предложения на литье в песчаные формы или допуска на литье под давлением для размеров, которые на самом деле должны быть обработаны механически.
| Процесс | Основа сравнения | Ориентировочный допуск (для элемента размером 100 мм) | Что это значит для покупателя? |
| Литье из сырой песчаной стали | Сравнительная таблица SFSA | общий диаметр 3,4 мм | Подходит для крупных, менее сложных в обработке отливок; для поверхностей, требующих высокой точности обработки. |
| Химически скрепленный / не требующий запекания | Сравнительная таблица SFSA | общий диаметр 2,5 мм | Лучше, чем песчаная заготовка; всё ещё требует механической обработки функциональных базовых точек. |
| Литье из оболочковой стали | Сравнительная таблица SFSA | всего 1,7 мм | Практический компромиссный вариант, когда для инструментов на основе песка требуются более узкие временные рамки. |
| Литье по выплавляемым моделям (сталь) | Сравнительная таблица SFSA | всего 0,8 мм | Наиболее точный метод литья стали. |
| Литье под высоким давлением | Пример NADCA с одной стороны | ±0,33 мм (стандарт) / ±0,13 мм (прецизионно) | Сильная ориентация на одной стороне; необходимо добавить эффекты линии разъема/движущегося штампа. |
Почему эти процессы так сильно различаются?
А. Жесткость плесени
Первая причина — жесткость пресс-формы. Формование в песчаных формах и с использованием химической связи — это хорошие промышленные процессы, но они все же являются деформируемыми системами по сравнению с формованием с использованием керамических оболочек или закаленных металлических штампов. Согласно рекомендациям ASM по формованию: формование под высоким давлением создает более компактную пресс-форму, что улучшает качество поверхности и точность размеров. Проще говоря, чем больше пресс-форма может двигаться, расширяться или разрушаться, тем больше допусков вы теряете.
Б. Линия разъема и поведение сердцевины
Покупатели часто предполагают, что все размеры одинаково легко удерживать. Однако процессы литья работают иначе. NADCA явно рассматривает допуск по линии разъема как функцию как толщины детали, так и площади проекции, а не только длины элемента. Как только элемент пересекает две половины формы или опирается на длинный стержень, модель допуска меняется. Именно поэтому размеры на одной стороне штампа или оболочки обычно дешевле удерживать.
C. Термическое сжатие и ограничение
Исследования SFSA в области литья стали показывают, что различные методы формования и условия ограничения подвижности элементов приводят к различным эффективным припускам на форму. Расширение формы, ограничение подвижности элементов, удаление оксидов, термообработка и стабильность материала формы — все это влияет на изменение размеров. Именно поэтому два литейных цеха могут “соответствовать чертежу”, но при этом нуждаться в разных стратегиях компенсации размеров формы.
D. Зрелость процесса
SFSA различает возможности мелкосерийного и крупносерийного производства. В частности, литье по выплавляемым моделям часто выглядит превосходно в процессе производства, поскольку до начала крупносерийного производства производится более тщательная настройка оснастки и калибровка размеров. Точность также зависит от того, насколько поставщик настроил оснастку, допуск на усадку и литниковую систему для конкретной детали.
Практические правила покупки литых деталей
Правило 1: Разделяйте измерения по функциям.
Прекратите рассматривать все размеры одинаково. Хороший литейный чертеж разделяет размеры, которые могут оставаться заданными технологическим процессом, от размеров, которые необходимо уточнить путем механической обработки. Если размер определяет положение подшипника, герметизирует поверхность или выравнивает схему расположения болтов, он, как правило, должен быть включен в комплект размеров, подлежащих механической обработке.
Правило 2: Проконсультируйтесь с литейным заводом заранее.
Спросите у литейного завода, какой степени точности размеров они обычно достигают. Как предлагает SFSA: заказчик должен узнать, какую точность размеров литейный завод обеспечивает, используя свои конкретные ресурсы. Это гораздо более эффективный способ согласования поставок, чем отправка стандартного допуска ±0,2 мм и ожидание проблем с качеством.
Правило 3: Будьте реалистичны в отношении геометрии.
Если критически важный элемент пересекает линию разлома пресс-формы, ожидайте большего отклонения. Если тонкий элемент примыкает к толстому ступичному элементу, ожидайте менее благоприятного поведения при усадке. Если деталь зависит от длинных, неподдерживаемых сердечников, ожидайте, что стабильность сердечников станет частью обсуждения допусков.
Правило 4: Свяжите “точность” со стратегией.
Заявление о “точной отливке” всегда должно быть связано с конкретным процессом. На страницах HDC, посвященных возможностям литья, это различие четко указано. В описании услуги литья по выплавляемым моделям этот метод позиционируется как высокоточный (с точностью до ±0,1 мм для подходящих деталей), но также подчеркивается, что финишная обработка на станках с ЧПУ Доступно для элементов с действительно жесткими допусками.
Где место HDC, когда допуски являются ключевым фактором при покупке?

Для покупателей, принимающих решение о технологическом процессе, HDC лучше всего подходит в тех случаях, когда для детали требуется решение, основанное на литье, но нельзя полагаться только на литье для всех функциональных параметров. Его индивидуальный подход услуги литья металла Рассматриваются различные методы литья — в песчаные формы, по выплавляемым моделям и под давлением — и специально разработаны в сочетании с обработкой на станках с ЧПУ для получения высококачественной финишной обработки.
Точность HDC литье по выплавляемым моделям Это наиболее актуально, когда деталь имеет сложную форму и чувствительна к допускам. Однако более широкая сервисная модель компании учитывает то, что большинство опытных покупателей уже знают: если требования действительно строгие, обработка на станках с ЧПУ все равно должна быть включена в план.
Вывод
Допуски литья — это не просто обозначение процесса; это целый комплекс возможностей. Иерархия очевидна: зеленый песок самый свободный, химически скрепленные и оболочковые формы сядьте посередине, литье по выплавляемым моделям затягивает окно, и литье под давлением обеспечивает высокую точность измерения размеров с одной стороны.
Наилучшие результаты покупатели получают, когда указывают допуски, исходя из функционального назначения, а не из привычки. Когда требования выходят за рамки того, что экономически целесообразно обеспечить только с помощью процесса литья, правильным решением является сочетание подходящего процесса литья с выборочная обработка на станках с ЧПУ по тем параметрам, которые действительно имеют значение.






