Die Gussschrumpfung klingt nach einer einfachen Sache – Metall zieht sich beim Abkühlen zusammen. Aber in der realen Produktion, Gussschrumpfung ist einer der Hauptgründe, warum Bauteile nach der CNC-Bearbeitung oft innere Hohlräume, Oberflächenvertiefungen, Leckagen bei druckgeprüften Komponenten oder Ausschuss aufweisen. Das Tückische daran ist, dass die Schwindung kein einmaliges Ereignis ist. Sie findet in verschiedenen Phasen der Abkühlung und Erstarrung statt, und ob sie zu einem … Gussfehler Es kommt darauf an, ob das Gussteil beim Erstarren mit flüssigem Metall “versorgt” werden kann.
Dieser Artikel erläutert, was Gussschrumpfung ist, den Unterschied zwischen normaler Schrumpfung und Schrumpfungsfehler, warum Hotspots wichtig sind und welche praktischen Präventionsstrategien die Bearbeitung erleichtern und die Qualität besser vorhersagbar machen.
Was ist Gussschrumpfung?
Die Gussschwindung ist die natürliche Volumenverringerung, die beim Abkühlen und Erstarren von geschmolzenem Metall auftritt. In jedem Legierungssystem zieht sich das Metall mit sinkender Temperatur zusammen, und es schrumpft auch während des Übergangs vom flüssigen zum festen Zustand.
Schwindung wird nur dann zu einem Fehler, wenn das Gussteil beim Erstarren nicht genügend flüssiges Metall aufnehmen kann, um den Volumenverlust auszugleichen. Bei unzureichender Zuführung kann dies zu einem sichtbaren Hohlraum führen oder zu einem Netzwerk kleiner, im Inneren des Bauteils verborgener Hohlräume, die erst bei der Inspektion oder Bearbeitung sichtbar werden.
Arten der Schwindung beim Guss
Der Schrumpfungsprozess wird üblicherweise in drei Phasen unterteilt, da jede Phase den Prozess unterschiedlich beeinflusst. Die erste Phase ist Flüssigkeitsschrumpfung, Dies geschieht, während das Metall noch vollständig flüssig ist und abkühlt. Das zweite ist Erstarrungsschrumpfung, Dies geschieht beim Übergang von Metall vom flüssigen in den festen Zustand – diese Phase ist am engsten mit Schwindungshohlräumen und Schwindungsporosität verbunden. Die dritte Phase ist Festkörperschrumpfung, Dies geschieht, nachdem das Gussteil bereits erstarrt ist und weiter auf Raumtemperatur abkühlt.
In der Praxis spricht man bei “Schwindungsfehlern” fast immer von dem, was während der Erstarrung passiert, denn in diesem Moment benötigt das Gussteil einen kontinuierlichen Zufuhrweg für flüssiges Metall.
Wie äußert sich der Schwindungsfehler bei verschiedenen Gießverfahren?
Die Art und Weise, wie ein Schwindungsfehler auftritt, hängt maßgeblich von der Wärmeabfuhrfähigkeit der Form und dem während der Erstarrung ausgeübten Druck ab. Obwohl die physikalischen Grundlagen der Kühlung konstant sind, erzeugen eine Sandform und eine wassergekühlte Stahlform sehr unterschiedliche “innere Gegebenheiten”, mit denen sich der Maschinenbediener auseinandersetzen muss.
Schrumpfungshohlraum vs. Schrumpfungsporosität
Schrumpfungsprobleme äußern sich üblicherweise auf eine von zwei Arten.
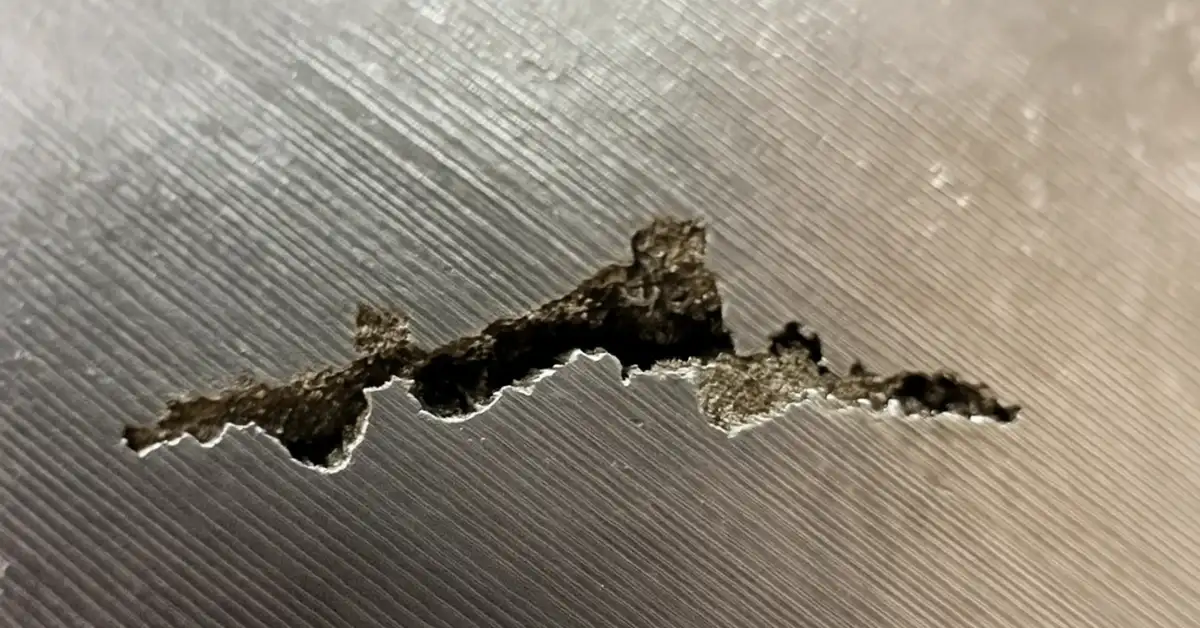
A Schrumpfungshohlraum ist die offensichtlichere Form – ein größerer Hohlraum, der entsteht, wenn ein heißer Bereich zuletzt erstarrt und nicht genügend Zufuhrmetall vorhanden ist. Schrumpfungsporosität Der Zustand ist subtiler. Anstelle eines großen Hohlraums entsteht eine schwammartige Ansammlung kleiner Hohlräume, die sich über einen Bereich verteilen, oft in dickeren Abschnitten oder an Stellen mit erhöhter Temperatur. In den radiografischen Normen für Stahlgussteile wird die Schwindung üblicherweise anhand von Mustern wie linearer, federartiger und schwammartiger Schwindung beschrieben – denn die “Form” der Schwindung gibt Aufschluss über das Verhalten der Materialzufuhr und der Erstarrung.
Beide Formen sind aus unterschiedlichen Gründen problematisch. Hohlräume können zur sofortigen Ausschussware führen. Porosität kann erste Prüfungen bestehen, aber später bei der Bearbeitung oder Druckprüfung des Bauteils zu Fehlern führen.
Warum Hotspots zu Schrumpfungsfehlern führen
Wenn Sie ein Konzept suchen, das die meisten Probleme mit Gussschrumpfung erklärt, dann ist es dieses: Hotspots frieren zuletzt ein.
Ein Hotspot ist ein Bereich mit einem hohen Verhältnis von Volumen zu Oberfläche. Er kühlt langsamer ab und erstarrt langsamer als die umliegenden Bereiche und erstarrt daher zuletzt. Beim Erstarren zieht sich dieser Bereich zusammen. Kann flüssiges Metall ihn nicht über noch offene Zuführungswege erreichen, entstehen Hohlräume oder Porosität. Aus diesem Grund konzentrieren sich Konstruktions- und Verfahrenstechniker so stark auf Hotspots und gerichtete Erstarrung.
Was verursacht typischerweise Schrumpfungsfehler?
Schwindungsfehler entstehen in der Regel nicht durch einen einzelnen Fehler. Sie resultieren aus einer Diskrepanz zwischen Erstarrungsverhalten und Zuführungsfähigkeit.
Eine häufige Ursache ist unzureichendes FütterungsdesignDas bedeutet, dass die Steigleitungen zu klein, zu weit entfernt oder nicht so platziert sind, dass sie die Endgefrierzone ausreichend versorgen. Eine weitere häufige Ursache ist schlechte gerichtete Erstarrung, Hierbei erstarren mehrere Abschnitte so, dass das flüssige Metall eingeschlossen wird, anstatt zum Steiger zu fließen. Steiger dienen als Schmelzreservoir und Wärmespeicher, damit das Gussteil zum Steiger hin erstarrt und möglichst lange gießfähig bleibt.
Auch die Geometrie spielt eine wichtige Rolle. Übergänge von dick nach dünn, isolierte schwere Vorsprünge und große Verbindungsstellen sind typische Schwundstellen. Prozessvariablen sind ebenfalls relevant – Gießtemperatur, Gießverfahren, Formmaterial und Kühlbedingungen können beeinflussen, wo die letzte Erstarrungszone liegt und ob die Gießwege lange genug offen bleiben.
Wie man Schwindungsfehler beim Guss verhindert

Die zuverlässigste Strategie ist nicht, “die Inspektion zu intensivieren”. Vielmehr geht es darum, das Gefrierverhalten so zu gestalten, dass die Schrumpfung gezielt gefördert wird.
Das beginnt üblicherweise mit dem Erzwingen gerichtete Erstarrung. Das Gussteil soll von den entferntesten Punkten in Richtung des Steigrohrs erstarren, sodass der zuletzt erstarrende Bereich mit einem Flüssigmetallreservoir verbunden ist. Hierbei sind die Position, die Größe und die Halsform des Steigrohrs entscheidend, da das Steigrohr länger flüssig bleiben muss als der von ihm versorgte Bereich.
Dann gilt es, Wärmestaus zu beheben. Manchmal liegt die beste Lösung im Design – sanftere Übergänge, das Hinzufügen von Verrundungen oder die Reduzierung isolierter Massen. Manchmal ist die Lösung prozessbedingt – der Einsatz von Kühlkörpern, um Wärme aus einem Bereich abzuführen und so ein schnelleres Erstarren zu ermöglichen, oder die Anpassung der Angusskanäle, um einen günstigeren Materialfluss und eine gleichmäßigere Temperaturverteilung zu gewährleisten. In der modernen Fertigung wird häufig die Simulation eingesetzt, um Wärmestaus zu identifizieren und Zuführungsprobleme vorherzusagen, bevor die Werkzeuge finalisiert werden, da sich Schwindungsprobleme am Bildschirm kostengünstiger beheben lassen als auf einem Bearbeitungszentrum.
Wie sich Gussschwindung bei der CNC-Bearbeitung bemerkbar macht
Schrumpfung ist eines der häufigsten Probleme, bei denen alles in Ordnung aussah, bis wir es bearbeiteten.
An Dichtflächen, Gewindeanschlüssen oder Dichtungsflächen können sich Poren bilden. Es kann zu Hohlräumen in der Nähe von Bohrungen oder Sitzen kommen, wodurch ein fast fertiges Bauteil unbrauchbar wird. Selbst wenn keine Hohlräume sichtbar sind, kann Schwindungsporosität lokale Oberflächenrisse, ungleichmäßige Oberflächenbeschaffenheit oder Leckagen in druckführenden Bauteilen verursachen. Daher ist die Schwindungskontrolle eng mit … verbunden. Bearbeitungszugabe und Bezugsstrategie: Wenn der Gusszustand in Funktionszonen instabil oder porös ist, ist man gezwungen, mehr Material stehen zu lassen und mehr Nacharbeit zu leisten, um die Qualität zu sichern.
Wie Schrumpfung erkannt wird
Ressourcen: mat Research
Oberflächenhohlräume sind visuell leicht zu erkennen, doch Schwindungsporosität erfordert oft Prüfverfahren, die einen Blick ins Innere des Gussteils ermöglichen. Die Radiographie wird häufig zur Klassifizierung innerer Fehlstellen eingesetzt, und Referenznormen für Radiographie kategorisieren explizit Schwindungsmuster und Schweregrade für Gussteile. Daher fordern viele Industriespezifikationen radiographische Akzeptanzkriterien.
Die praktische Schlussfolgerung ist einfach: Bei druckbeaufschlagten oder ermüdungsempfindlichen Bauteilen sollte man sich nicht allein auf das Oberflächenbild verlassen. Die Prüferwartungen sollten frühzeitig abgestimmt werden, damit man Schwindung nicht erst nach der Bezahlung der Bearbeitung feststellt.
Was Sie frühzeitig kommunizieren sollten, damit Schwund keine Überraschung wird
Die Vermeidung von Schwund wird einfacher, wenn die Fertigungsabsicht von Anfang an klar ist.
Muss eine Oberfläche dicht sein, sollte dies frühzeitig mitgeteilt werden. Ist eine Bohrung eine Funktionssitzfläche, sollte dies frühzeitig mitgeteilt werden. Wird das Bauteil einer Druckprüfung unterzogen, sollte dies frühzeitig mitgeteilt werden. Dadurch kann der Lieferant diese Bereiche durch die Auslegung der Zuführung, die Steuerung der Erstarrung und die Planung der Inspektion schützen. Es hilft auch, zu klären, was bearbeitet wird und was im Gusszustand verbleibt, denn dies definiert, wo ein Schwindungsrisiko akzeptabel ist und wo nicht.
Häufig gestellte Fragen: Schrumpfung beim Gießen
Warum treten Schrumpfungsprobleme manchmal erst nach der CNC-Bearbeitung auf?
Weil der Defekt oft im Inneren liegt. Die Rohgussoberfläche kann normal aussehen, aber wenn durch Bearbeitung eine Dichtfläche, ein Kanal, eine Bohrung oder ein Sitz geöffnet wird, legt man ein Hohlraumnetzwerk frei, das von außen nicht sichtbar war.
Wie kann ich feststellen, ob es sich bei der beobachteten Porosität um Schrumpfungsporosität oder Gasporosität handelt?
Ein kurzer praktischer Hinweis ist Lage und Muster. Schrumpfung tritt tendenziell in der Nähe von dickeren Bereichen, Verbindungsstellen und Zonen auf, die zuletzt gefrieren, oft in Form von gruppierten oder schwammartigen Hohlräumen. Gasporosität ist eher rundlich, gleichmäßiger verteilt und hängt von den Oberflächen- und Strömungsbedingungen ab. Wenn es kritisch ist, bitten Sie Ihren Lieferanten, dies anhand von Inspektionsberichten zu bestätigen, anstatt sich auf Fotos zu verlassen.
Welche Bauteilmerkmale begünstigen am ehesten die Entstehung von Schrumpfungsherden?
Schwere Vorsprünge, Übergänge von dick nach dünn, T-Verbindungen, große Abrundungen um dicke Massen und isolierte “Klumpen” von Material sind die üblichen Verdächtigen – im Grunde überall dort, wo Wärme eingeschlossen wird und das Metall zuletzt erstarrt.
Kann eine Erhöhung der Gießtemperatur Schrumpfungsfehler beheben?
Nicht zuverlässig. Höhere Temperaturen können zwar die Füllleistung verbessern, aber auch den Materialbedarf erhöhen und Hotspots verstärken. Schwindung lässt sich in der Regel durch eine bessere Materialzufuhr und Erstarrungskontrolle beheben, nicht einfach durch heißeres Gießen.
Können Schwindungsfehler behoben werden (Schweißen/Imprägnieren), und wann ist das akzeptabel?
Manche Teile lassen sich reparieren, dies hängt jedoch von der jeweiligen Anwendung ab. Schweißen kann zu Verformungen und neuen Spannungen führen, und Imprägnierung kann zwar Leckstellen abdichten, stellt aber die Festigkeit nicht dort wieder her, wo Hohlräume relevant sind. Bei druckführenden oder ermüdungskritischen Bauteilen schränken viele Abnehmer Reparaturen ein oder verlangen eine Genehmigung und Dokumentation.
Was sollte ich in meine Angebotsanfrage aufnehmen, um das Risiko von Ausschuss aufgrund von Schwund zu reduzieren?
Erwähnen Sie jegliche Druckprüfungen, leckagefreie Oberflächen, ermüdungskritische Bereiche und welche Merkmale nach der Bearbeitung unbedingt einwandfrei sein müssen (Anschlüsse, Dichtflächen, Bohrungen, Gewinde). Geben Sie außerdem an, welche Teile bearbeitet und welche im Gusszustand belassen werden, da dies dem Lieferanten Aufschluss darüber gibt, wo Schwindung nicht toleriert werden darf.
Wenn mein Bauteil druckführend ist, welche Inspektionsmethode ist dann am sinnvollsten?
Verlassen Sie sich nicht allein auf Sichtprüfungen. Fordern Sie einen dem Risiko entsprechenden Prüfplan an: Wo die innere Unversehrtheit entscheidend ist (z. B. an Anschlüssen, Dichtflächen und dicken Verbindungsstellen), lassen Sie sich vor einer aufwendigen Bearbeitung entsprechend prüfen. Die genaue Methode hängt von Material und Geometrie ab, das Ziel sollte jedoch immer sein: “Unversehrtheit in kritischen Bereichen nachweisen”.”
Wie wirkt sich die Gussschwindung auf die Bearbeitungszugabe und die Kosten aus?
Bei hohem Schwundrisiko ist man gezwungen, mehr Material einzuplanen, um die Nachbearbeitung zu gewährleisten und Hohlräume zu vermeiden. Dies führt zu längeren CNC-Zykluszeiten und einem höheren Ausschussrisiko im späteren Bearbeitungsprozess. Eine stabile Zuführung und ein einwandfreier Guss ermöglichen es, die Bearbeitungszugabe zu reduzieren und sicherer zu bearbeiten.
Was ist die schnellste Lösung, wenn die Schrumpfung an demselben Bauteil immer wieder auftritt?
Behandeln Sie es als wiederkehrende Ursache: Die letzte Gefrierzone wird nicht gleichmäßig beschickt. Am schnellsten geht es in der Regel, die Hotspots (insbesondere in der Nähe dickerer Abschnitte und Verbindungsstellen) zu überprüfen und anschließend die Steuerung für Beschickung und Erstarrung anzupassen – anstatt die Teile nachträglich nur noch genauer zu sortieren.
Fazit
Gussschwindung ist unvermeidbar – Schwindungsfehler hingegen nicht. Wenn das Gefriermodell korrekt konstruiert ist und das Gussteil bis zur Erstarrung des letzten Hotspots gießfähig bleibt, wird die Schwindung kompensiert, anstatt im Bauteil eingeschlossen zu werden. Der Vorteil zeigt sich dort, wo es darauf ankommt: weniger Leckagen, weniger Überraschungen bei der CNC-Bearbeitung, stabilere Toleranzen und geringere Gesamtkosten.
Wenn Schrumpfung bei ähnlichen Teilen ein wiederkehrendes Problem darstellt, lohnt es sich in der Regel, frühzeitig – bereits in der Konstruktions- und Prozessplanungsphase – dagegen vorzugehen, da dies weitaus günstiger ist, als Hohlräume zu entdecken, nachdem die Bearbeitung bereits einen Mehrwert geschaffen hat.