“Die Härte spielt in fast jedem Gespräch über Metallteile eine Rolle – denn sie beeinflusst direkt die Lebensdauer, die Beständigkeit gegen Dellen, die Bearbeitbarkeit und das Verhalten eines Teils im Betrieb. Gleichzeitig ist die Härte eine der am häufigsten missverstandenen Spezifikationen. Oft wird sie als Sammelbegriff für ”stark“ oder ”langlebig“ verwendet, obwohl Härte eine eigenständige Messgröße mit eigenen Prüfmethoden und Grenzen darstellt.
Im alltäglichen Fertigungsprozess ist Härte am nützlichsten als wiederholbare Qualitätsprüfung. Es hilft zu bestätigen, ob sich ein Bauteil im richtigen Materialzustand befindet, insbesondere nach der Wärmebehandlung. Deshalb achten wir bei der Härteprüfung genau darauf. HDC-Herstellung wenn wir kundenspezifische Metallteile im Guss-, Schmiede- und CNC-Bearbeitung—insbesondere bei Projekten, bei denen eine Wärmebehandlung eingesetzt wird, um ein bestimmtes Leistungsziel zu erreichen (Verschleißflächen, Bolzen, Wellen, Scharnierbauteile und lasttragende Schnittstellen).
Was Härte eigentlich ist (ohne die Erklärung aus dem Lehrbuch)

Härte lässt sich am besten verstehen als Widerstand gegen EindringungDie Härte gibt an, wie stark ein Material dem Druck eines genormten Eindringkörpers unter kontrollierter Last widersteht. Es handelt sich nicht um eine universelle “Materialkonstante”. Der Wert hängt von der verwendeten Methode ab, weshalb Härtewerte auf einer Skala wie der 100-mm-Skala angegeben werden. HRC, HRB, Hochspannung, oder HBW.
In der Praxis korreliert eine höhere Härte oft mit besserer Verschleißfestigkeit und mitunter auch mit höherer Festigkeit, kann aber gleichzeitig die Duktilität und Schlagfestigkeit verringern. Daher ist “härter” nicht automatisch “besser”. Die richtige Härte ist diejenige, die den Anforderungen des jeweiligen Bauteils entspricht.
Wie die Härte in Zeichnungen und Bestellungen angegeben wird
Die meisten technischen Daten in der Praxis lassen sich auf drei Dinge reduzieren: der Maßstab, die Zielreichweite und der Anwendungsbereich. Eine gute Härteangabe sieht beispielsweise so aus: “HRC 38–42” oder “HV 320–360”. Manchmal wird auch der Prüfort angegeben oder darauf hingewiesen, dass die Härteangabe erst nach der Wärmebehandlung gilt.
Dies ist wichtig, da die Härte innerhalb eines Bauteils variieren kann. Beispielsweise kühlen ein dicker Gussansatz und eine dünne Rippe möglicherweise nicht gleichmäßig ab. Bei einem Schmiederohling können Bereiche unterschiedlich reagieren, wenn die Geometrie eine ungleichmäßige Abkühlung verursacht. Selbst die Oberflächenbearbeitung kann eine Rolle spielen – Beschichtungen, Überzüge oder Entkohlungsschichten können die Messwerte beeinflussen, wenn der Messpunkt nicht sorgfältig gewählt wird.
Die wichtigsten Härteprüfungen und wann welche sinnvoll ist
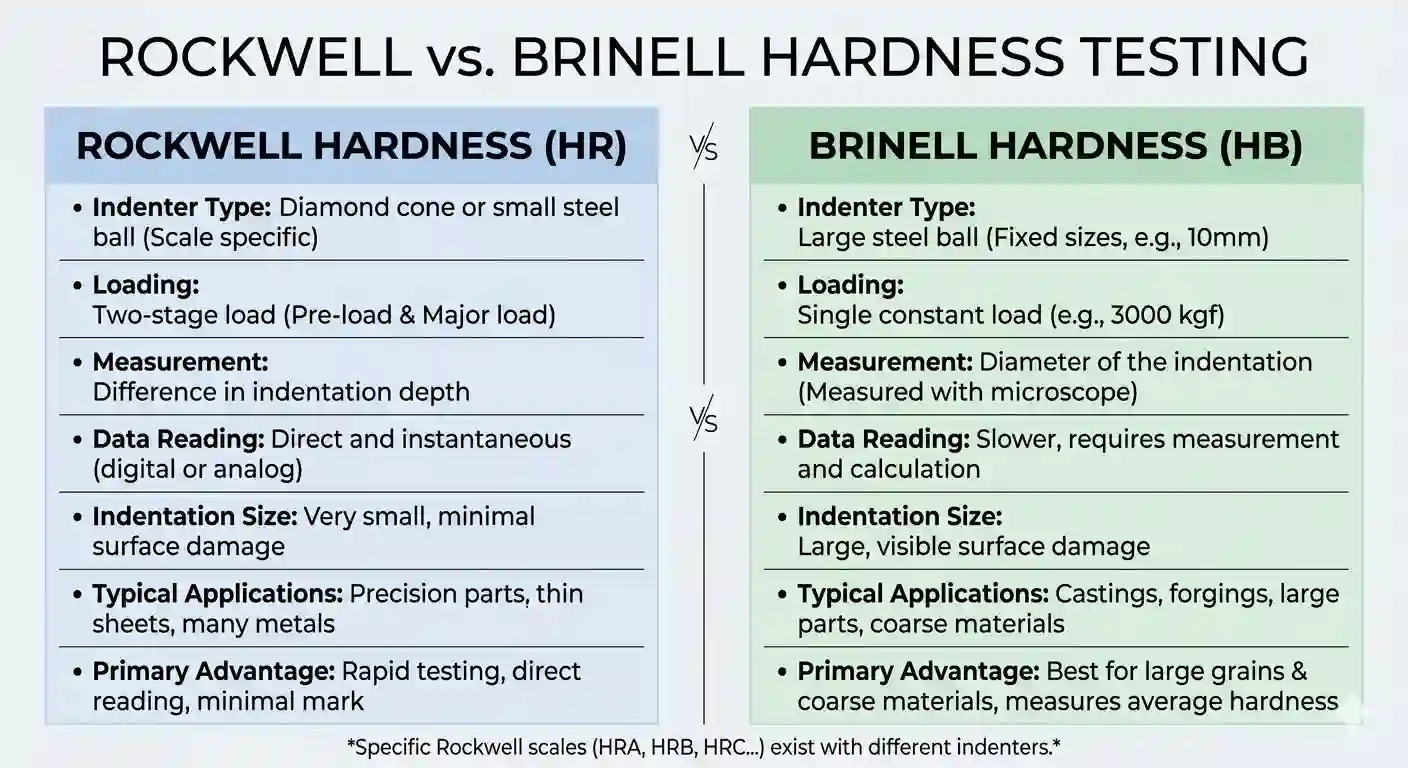
Die meisten Käufer werden mit drei gängigen Prüfverfahren konfrontiert – Rockwell, Vickers und Brinell – sowie mit Mikrohärteprüfungen für dünne Schichten.
Das Rockwell-Verfahren ist in der Fertigung beliebt, weil es schnell und einfach anzuwenden ist. Es ist eine praktische Gut/Ausschuss-Methode für viele Stahlsorten und allgemeine Metallteile und ist standardisiert. ASTM E18 (Rockwell-Härte metallischer Werkstoffe). Die Standardreferenz finden Sie hier: ASTM E18.
Das Brinell-Verfahren verwendet einen größeren Eindringkörper und wird häufig für Gussteile und dickere Bauteile eingesetzt, insbesondere bei nicht spiegelglatten Oberflächen. Das Vickers-Verfahren ist vielseitiger und deckt einen breiten Härtebereich ab. Es wird oft verwendet, wenn eine feinere Kontrolle, kleinere Eindrücke oder eine laborähnlichere Auswertung erforderlich sind. Für sehr dünne Beschichtungen, Einsatzschichten oder kleine Merkmale sind Mikrohärteverfahren (wie Knoop oder Mikro-Vickers) oft die einzig realistische Option.
Wenn Sie eine internationale Ausrichtung nach der Rockwell-Methode benötigen, definiert die ISO die Rockwell-Methode ebenfalls (z. B., ISO 6508-1).
Warum die Härtemesswerte verschiedener Lieferanten nicht übereinstimmen (die verborgenen Gründe)
Härteprüfungen erscheinen einfach – bis zwei Betriebe dasselbe Bauteil prüfen und unterschiedliche Ergebnisse liefern. In der Praxis lassen sich die Unterschiede meist auf einige wenige, vorhersehbare Ursachen zurückführen.
Die Oberflächenbeschaffenheit ist ein entscheidender Faktor. Zunder, Beschichtungen, Bearbeitungsspuren, Entkohlung oder auch die Oberflächenstruktur nach dem Kugelstrahlen können die Messwerte verfälschen, da der Eindringkörper keine gleichmäßige Oberfläche erfasst. Die Bauteilabstützung ist ein weiteres häufiges Problem: Dünne Bereiche können sich während der Prüfung verbiegen, wodurch ein Bauteil als “weicher” als es tatsächlich ist, gemessen werden kann. Auch die Prüfposition ist wichtig – die Prüfung an einer Kante, an einer dünnen Wand oder zu nah an einer anderen Eindringstelle kann die Ergebnisse verfälschen.
Schließlich sind Kalibrierung und Rückführbarkeit entscheidend. Härtemessungen sind nur dann aussagekräftig, wenn die Ergebnisse über die Zeit stabil sind. Deshalb legen Organisationen wie das NIST großen Wert auf die Rückführbarkeit von Härtemessungen und die Konsistenz der Messungen (Übersicht hier: NIST-Standardisierung und -Messungen der Härte).
Die Wahl eines Härteziels basierend auf der tatsächlichen Funktion des Bauteils
Eine praktische Methode zur Auswahl der Härte besteht darin, mit dem Versagensmodus zu beginnen, den man vermeiden möchte.
Wenn es in dem Teil hauptsächlich um Folgendes geht tragen Bei Gleitkontakt, abrasiver Beanspruchung und wiederholter Reibung ist im Allgemeinen eine höhere Härte erwünscht – gleichzeitig muss jedoch vermieden werden, dass das Bauteil zu spröde für Stöße oder Ausrichtungsfehler wird. Wenn es sich bei dem Bauteil um ein tragendes Bauteil Bei Bauteilen, die Stößen oder Biegungen ausgesetzt sind, wählt man oft eine mittlere Härte, die die Zähigkeit erhält. Wenn das Bauteil hauptsächlich Stößen oder Biegungen ausgesetzt ist, wählt man oft eine mittlere Härte, die die Zähigkeit erhält. Präzisionsschnittstelle Bei Bohrungen, Dichtflächen und Bezugspunkten können Konsistenz und Verzugskontrolle ebenso wichtig sein wie die Härtezahl.
Hier kommt der Unterschied zwischen Gießen, Schmieden und Bearbeiten ganz praktisch zum Tragen:
- Castingprojekte:Käufer legen oft Wert auf eine stabile Bearbeitung und gleichbleibende Ergebnisse über mehrere Chargen hinweg. Härteprüfungen sind hier hilfreich, da sie schnell aufzeigen, ob sich der Gusszustand verändert (was sich üblicherweise später durch Veränderungen der Oberflächenbeschaffenheit, des Werkzeugverschleißes oder durch ungleichmäßiges Nachbearbeitungsmaterial bemerkbar macht).
- Schmiedeprojekte:Schmiedeteile werden häufig aufgrund ihrer Langlebigkeit ausgewählt, die angestrebte Härte muss jedoch der Belastung entsprechen. Ist das Material zu hart, kann es spröde werden; ist es zu weich, halten die Verschleißflächen nicht lange. Die “richtige” Härte ergibt sich oft durch die richtige Wärmebehandlung, nicht durch bloßes Raten.
- Klavierbänder und Scharnierbeschläge:Dies ist ein überraschend gutes Beispiel für praktische Härte. Klavierscharniere sind empfindlich gegenüber Nadelverschleiß, Knöchelverformung, und eine dauerhaft reibungslose Bewegung. Ist die Härte zu gering, können sich die Gelenke oval verformen und das Scharnier lockern; ist sie zu hoch ohne die nötige Zähigkeit, kann es an dünnen Stellen oder um Formteile herum zu Rissen kommen. Bei beschichteten oder verchromten Scharnieren muss die Härteprüfung an der entsprechenden Oberfläche oder an einem repräsentativen Prüfkörper durchgeführt werden, damit der Messwert den Zustand des Grundmaterials widerspiegelt.
Da HDC Manufacturing Gießen, Schmieden, CNC-Bearbeitung und Wärmebehandlung unter einem Dach vereint, betrachten wir die Härteprüfung üblicherweise als Teil eines Gesamtkonzepts: Wir wählen den richtigen Ausgangsprozess für den Rohling, wenden eine Wärmebehandlung an, um den Zielzustand zu erreichen, bearbeiten dann die kritischen Merkmale bis zur endgültigen Toleranz und überprüfen die Härte an den entscheidenden Stellen.
Wie die Härte in der Fertigung gesteuert wird (was den Ausschlag gibt)

Die Härtekontrolle beginnt mit der Materialauswahl, der größte Hebel ist aber in der Regel Wärmebehandlung—und die Disziplin, es konsequent durchzuziehen.
Bei Stählen wird die Härte typischerweise durch Verfahren wie Abschrecken und Anlassen, Induktionshärten oder Einsatzhärten (harte Oberfläche mit zähem Kern) erhöht. Bei ausscheidungshärtenden Legierungen (viele Aluminiumsorten) wird die Härte durch kontrollierte Lösungsglüh- und Auslagerungszyklen erzielt. Bei Eisengussteilen beeinflussen die chemische Zusammensetzung und das Abkühlverhalten maßgeblich die Härte und die Bearbeitbarkeit.
In der Produktion bedeutet Kontrolle die Steuerung der Variablen, die das Ergebnis beeinflussen: Temperaturhomogenität, Haltezeit, Abschreckmedium, Anlassparameter, Werkstückbelastung und Kühlkonsistenz. Dazu gehört auch die Einplanung von Verzug, da dieselben Schritte, die die Härte erhöhen, Eigenspannungen und Verformungen verursachen können – insbesondere bei dünnen Geometrien, langen Teilen oder asymmetrischen Formen.
Deshalb ist es hilfreich, wenn dasselbe Team die Prozessschritte koordinieren kann. Wenn die Wärmebehandlung auf die Bearbeitungsstrategie abgestimmt ist (Bearbeitung vor vs. nach der Wärmebehandlung, Aufmaße, Entscheidungen zum Feinschleifen), erreicht man nicht nur einen bestimmten Härtewert – man erreicht ihn. ohne die Anforderungen an die Abmessungen zu beeinträchtigen.
Wie man die Härte so angibt, dass man vorhersehbare Ergebnisse erhält
Wenn Härte wichtig ist, sollte die Prüfung einfach und die Interpretation unkompliziert sein. Geben Sie die Skala (HRC/HV/HBW) und einen angemessenen Bereich an und kennzeichnen Sie die Prüfstelle bzw. die Funktionszone. Falls das Bauteil oberflächengehärtet werden muss, differenzieren Sie zwischen den Anforderungen an Oberfläche und Kern. Soll das Bauteil galvanisiert, beschichtet oder stark gestrahlt werden, klären Sie, ob die Härte vor, nach oder an einem Referenzmuster geprüft wird.
Die meisten kostspieligen Härteprobleme sind nicht auf eine mangelhafte Wärmebehandlung zurückzuführen. Vielmehr liegen sie an unklaren Anforderungen, einer falschen Prüfstelle oder der Annahme, dass ein bestimmter Härtewert alle anderen Eigenschaften garantiert. Sind die Spezifikationen klar definiert, ist die Härteprüfung eine der einfachsten und schnellsten Methoden, um eine gleichbleibende Qualität zu gewährleisten.
Häufig gestellte Fragen: Härtegrad (nützliche, reale Fragen)
Welchen Härtetest sollte ich verlangen, wenn ich bearbeitete Teile kaufe?
Für eine schnelle Produktionsprüfung wird häufig die Rockwell-Härteprüfung eingesetzt. Bei dünnen oder kleinen Bauteilen oder wenn eine genauere Dokumentation erforderlich ist, eignen sich Vickers- oder Mikrohärteprüfungen besser. Die beste Prüfmethode ist diejenige, die am besten zur Bauteildicke und Oberflächenbeschaffenheit passt.
Kann ich die Härte eines plattierten oder beschichteten Teils messen und dem Messwert vertrauen?
Nicht immer. Beschichtungen und Oberflächenbehandlungen können die Messwerte je nach Dicke und Prüfverfahren beeinflussen. Ist die Härte von entscheidender Bedeutung, sollte festgelegt werden, wo und wann die Härte geprüft wird (oft vor der Beschichtung oder an einem repräsentativen Prüfkörper).
Warum fühlt sich mein Werkstück bei der Bearbeitung “hart” an, obwohl es die Härtevorgabe erfüllt?
Die Härte ist nur ein Teil der Bearbeitbarkeit. Mikrostruktur, Einschlüsse, Oberflächenbeschaffenheit und lokale Härtestellen können den Werkzeugverschleiß und die Oberflächengüte beeinflussen, selbst wenn die Gesamthärte den Spezifikationen entspricht.
Soll die Härte an jedem einzelnen Teil oder pro Charge geprüft werden?
Das hängt vom Risiko ab. Viele Käufer akzeptieren Chargenprüfungen bei stabilen Prozessen. Bei sicherheitskritischen oder Verschleißteilen können engmaschigere Stichproben oder Prüfungen nach 100% für bestimmte Merkmale gerechtfertigt sein.
Was ist der häufigste Fehler, den Leute bei den Härteanforderungen machen?
Die Angabe eines Härtewerts ohne Angabe der Skala, des Prüforts oder der Gültigkeit nach Wärmebehandlung und Endbearbeitung führt dazu, dass die Teile zwar den technischen Anforderungen entsprechen, sich aber dennoch nicht wie erwartet verhalten.
Fazit
Die Härte ist zwar eine der einfachsten Kennzahlen in einer Zeichnung, beeinflusst aber viele praktische Eigenschaften – Verschleißfestigkeit, Bearbeitbarkeit, Formstabilität und Langzeitstabilität. Entscheidend ist, die Härte als kontrollierbare und prüfbare Anforderung zu betrachten: Die richtige Skala und den richtigen Bereich festlegen, an der richtigen Stelle prüfen und die Härte an der Funktion des Bauteils ausrichten, anstatt den höchsten Wert anzustreben. Werden die Härteziele zusammen mit dem Fertigungsablauf geplant – Gießen oder Schmieden des Rohlings, Wärmebehandlung zur Erreichung des erforderlichen Zustands und CNC-Bearbeitung kritischer Schnittstellen –, erhält man Bauteile, die nicht nur die Härteprüfung bestehen, sondern sich auch gleichmäßig bearbeiten lassen und im Betrieb die erwartete Leistung erbringen.