Wenn man von “Sandguss” spricht, klingt das einfach – Metall wird in eine Sandform gegossen. Doch in Wahrheit ist Sandguss nicht einfach nur “Sand”. Es handelt sich um ein speziell entwickeltes Formmaterial, das viele später wichtige Faktoren beeinflusst: Oberflächengüte, Formstabilität, Fehlerrisiko und den Nachbearbeitungsaufwand bis zum Erreichen der Zeichnung.
Wenn Sie jemals ein Gussteil erhalten haben, das zwar optisch in Ordnung war, sich aber schlecht bearbeiten ließ, unerwartete Poren wie Lochfraß (eigentlich Sandeinschlüsse oder Anbrennen) aufwies oder zusätzlichen Materialabtrag zur Oberflächenreinigung erforderte, lag das häufig am Gießereisand. Dieser Artikel erklärt Gießereisand praxisnah – was er ist, welche Arten es gibt, welche Eigenschaften am wichtigsten sind und wie die Wahl des Sandes die Bearbeitungszeit und die Gesamtkosten beeinflusst.
Was ist Gießsand?

Gießsand ist das körnige Material, aus dem die Formhohlräume für das Metallteil hergestellt werden. In der Produktion wird der Sand mit einem Bindemittel vermischt, um eine Form zu erzeugen, die formstabil ist, Gase entweichen lässt und der Temperatur des flüssigen Metalls lange genug standhält, damit dieses erstarren kann. Nach dem Gießen und Abkühlen wird die Form zerbrochen, um das Gussteil zu entnehmen. Der Sand wird dabei in der Regel teilweise zurückgewonnen und wiederverwendet.
Der Aspekt der “üblicherweise wiederverwendeten” Sande ist wichtig: Die meisten Gießereien arbeiten mit einem kontrollierten Sandsystem und verwenden den Sand nicht nur einmalig. Das bedeutet, dass die Konsistenz der Sandeigenschaften und die Kontrolle der Wiederverwertung oft genauso wichtig sind wie die Sandart selbst.
Warum Sand für die Oberflächengüte und die Bearbeitung so wichtig ist
Sand beeinflusst Ihre Rolle auf zwei offensichtliche Arten –Oberflächenstruktur und Dimensionsvariation– und auch in einigen weniger offensichtlichen Aspekten wie Werkzeugverschleiß, Reinigungsaufwand und Fehlerrisiko. Gröberer Sand führt tendenziell zu raueren Oberflächen, was mehr Nachbearbeitung oder Schleifen zur Folge haben kann. Feinerer Sand kann die Oberflächengüte verbessern, aber auch die Permeabilität verringern und gasbedingte Defekte erhöhen, wenn das System nicht richtig eingestellt ist.
Aus Sicht der maschinellen Bearbeitung äußern sich sandbedingte Probleme in schwer zu reinigenden Oberflächen, lokalem Ausreißen, Werkzeugverschleiß (insbesondere bei Anbrennen oder Einschlüssen) und ungleichmäßigem Aufmaß. Ein gut kontrolliertes Sandsystem führt in der Regel zu Gussteilen, die sich besser in der Vorrichtung einspannen und bearbeiten lassen und beim Zerspanen weniger Überraschungen bereiten.
Hauptarten von Gießereisand, die beim Sandguss verwendet werden
Die meisten Käufer werden Sand auf zwei Arten beschrieben hören: durch die Grundsand (das Mineral) und durch das Bindemittelsystem (wie die Form zusammengehalten wird).
Grundsandarten (das Mineral)

Quarzsand ist der am häufigsten verwendete Basissand im Sandguss, da er weit verbreitet und kostengünstig ist. Für höhere Anforderungen – höhere Temperaturen, geringere Reaktivität oder verbesserte Oberflächenqualität – verwenden Gießereien je nach Legierung, Gussgeometrie und Fehlerempfindlichkeit Spezialsande wie Chromit, Zirkon oder Olivin. Die Wahl des Basissandes beeinflusst die Feuerfestigkeit (Hitzebeständigkeit), das thermische Verhalten und die Wahrscheinlichkeit von Reaktionen an der Metall-Form-Grenzfläche.
Bindemittelsysteme (wie die Form hergestellt wird)
Häufig findet man Grünsand (Ton + Wasser), harzgebundenen Sand (häufig für No-Bake-Formen und -Kerne verwendet) und andere chemische Systeme, die für spezifische Leistungsanforderungen eingesetzt werden. Die Wahl des Bindemittels beeinflusst maßgeblich die Formfestigkeit, die Gasbildung, die Kollapsneigung (wie leicht der Sand nach dem Gießen abbricht) und das Risiko von Fehlern wie Blasenbildung, Anbrennen oder Sandeinschlüssen.
Die Eigenschaften des Sandes, die tatsächlich Ihre Ergebnisse beeinflussen
Man spricht von “Sandqualität”, meint damit aber eigentlich eine Handvoll messbarer Eigenschaften, die die Leistung beim Formen, Gießen und Ausschütteln beeinflussen.
Korngröße und Kornverteilung Die wichtigsten Faktoren sind feinerer Sand und gröberer Sand. Feinerer Sand sorgt im Allgemeinen für eine bessere Oberflächengüte und schärfere Details, während gröberer Sand die Durchlässigkeit verbessert und das Risiko von Gaseinschlüssen verringert. Doch es geht nicht nur um “fein vs. grob” – auch die Korngrößenverteilung ist wichtig, da sie die Packungsdichte und den Gasaustritt beeinflusst.
Permeabilität Das ist wichtig, weil geschmolzenes Metall Gase erzeugt und auch Bindemittel Gase freisetzen können. Wenn die Form nicht „atmen“ kann, treten mit größerer Wahrscheinlichkeit Gaseinschlüsse oder Oberflächenfehler auf. Stärke Es ist wichtig, weil die Form dem Druck und den Turbulenzen des Metalls standhalten muss; ist sie zu schwach, besteht die Gefahr von Erosion und Einschlüssen, ist sie zu stark, kann es zu Ausformproblemen und Rissanfälligkeit kommen. Feuchtigkeits- und Bindemittelgehalt Das ist wichtig, weil sie ihre Stärke und Gasbildung verändern – oft schnell und unvorhersehbar, wenn sie nicht kontrolliert werden.
Dann gibt es noch Feuerfestigkeit und thermisches Verhalten. Sand muss hohen Temperaturen standhalten, ohne zu reagieren, übermäßig zu sintern oder das Eindringen von Metall zuzulassen. Das thermische Verhalten beeinflusst auch Defekte wie Adernbildung und durch Ausdehnung bedingte Oberflächenlinien., Rückgewinnungsgrad und Kontamination Die Bedeutung ist größer, als die meisten Menschen annehmen. Wiederverwendeter Sand kann Feinanteile, Abbauprodukte des Bindemittels und Feuchtigkeitsschwankungen enthalten – all dies kann zu Fehlern im Prozess führen, wenn das System nicht überwacht wird.
Eine kurze Zuordnung von Eigenschaften zu Ergebnissen (Warum Sie sehen, was Sie sehen)
| Sandfaktor | Was es ändert | Was Ihnen an Teilen auffällt |
| Körnung | Oberflächenstruktur, Detail | Rauheit vs. glattere Oberfläche |
| Permeabilität | Gasaustritt | Schläge, Nadellöcher, Oberflächenfehler |
| Formfestigkeit | Erosionsbeständigkeit, Dimensionsstabilität | Sandeinschlüsse, Kantenbeschädigungen, Variation |
| Bindemittel/Feuchtigkeit | Stärke + Gaserzeugung | ungleichmäßige Oberfläche, Gasdefekte |
| Feuerfestigkeit | Metall-Form-Reaktion | Einbrennen, Eindringen, harte Reinigung |
| Kontrolle zurückgewinnen | Konsistenz | Stabilität (oder Instabilität) von Charge zu Charge |
Deshalb ist ein “guter Guss” oft das Ergebnis eines stabilen Sandsystems – und nicht nur eines guten Gießvorgangs.
Häufige sandbezogene Gussfehler und was sie üblicherweise bedeuten
Viele Defekte, die wie “Metallprobleme” aussehen, sind in Wirklichkeit Probleme des Sandsystems – oder der Wechselwirkung von Sand mit Metall und den Gießbedingungen.
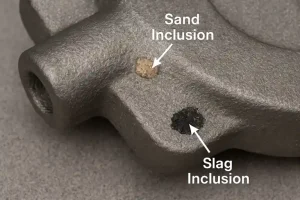
Einbrennen und Eindringen Diese häufig auftretenden Probleme entstehen durch die Bildung harter, verschmolzener Schichten, die den Schleif- und Bearbeitungsaufwand erhöhen. Sie hängen oft mit der Feuerfestigkeit des Sandes, dem Verhalten des Bindemittels, der Formtemperatur und lokalen Überhitzungspunkten zusammen. Sandeinschlüsse Dies geschieht, wenn sich Sand löst und im Metall festsetzt; man entdeckt sie oft während der Bearbeitung, wenn sich eine Vertiefung bildet oder die Oberfläche unvorhersehbar einreißt. Dies hat typischerweise Auswirkungen auf die Formfestigkeit, die Erosionsbeständigkeit, die Angussverwirbelungen und die Kernqualität.
Aderungs- und dehnungsbedingte Oberflächenlinien lässt sich häufig auf das thermische Ausdehnungsverhalten zurückführen, insbesondere bei empfindlichen Legierungen und Geometrien. Erosion und Schorfbildung können auf schwache Formoberflächen, mangelhafte Verdichtung oder aggressive Fließwege hinweisen. Und Gasdefekte kann auftreten, wenn die Durchlässigkeit gering oder die Gasbildung hoch ist – oft beeinflusst durch die Wahl des Bindemittels, die Feuchtigkeit, die Belüftung und den Zustand des aufbereiteten Sandes.
Der entscheidende Punkt ist, dass sandbedingte Defekte in der Regel eine “systemische” Ursache haben und nicht zufällig bedingt sind – und das ist eine gute Nachricht, denn Systeme lassen sich kontrollieren.
Wie die Wahl des Gießsandes die Bearbeitungszugabe beeinflusst
Die Bearbeitungszugabe ist ein Kostenfaktor, der sich oft unbemerkt anhäuft. Erzeugt das Schleifsystem raue Oberflächen oder variable Abmessungen, wird mehr Material für die Nachbearbeitung benötigt, was die Zykluszeit, den Werkzeugaufwand und das Ausschussrisiko erhöht. Sind zudem Einschlüsse oder Anbrennungen vorhanden, kann es zu unvorhersehbarem Werkzeugverschleiß und einer schlechten Oberflächengüte an den bearbeiteten Flächen kommen.
Ein stabileres Sandstrahlsystem ermöglicht oft eine präzisere Kontrolle der Gussgeometrie und sauberere Oberflächen. Dadurch können Sie die Bearbeitungszugabe großzügiger planen und die Zeichnung dennoch mit weniger Bearbeitungsgängen erreichen. Dies ist besonders vorteilhaft bei der Bearbeitung von Dichtflächen, Bohrungen und Bezugsflächen, wo es mehr auf Konsistenz als auf durchschnittliche Qualität ankommt.“
Was Sie einen Lieferanten über sein Sandsystem fragen sollten
Sie müssen den Sand nicht selbst handhaben, um das Risiko zu reduzieren – es genügt, Fragen zu stellen, die Aufschluss darüber geben, ob das Sandsystem kontrolliert wird.
Wenn bei Ihrem Bauteil Oberflächengüte oder Toleranzen entscheidend sind, sollten Sie nachfragen, wie die Kornfeinheit, die Feuchtigkeits-/Bindemittelkonsistenz und die Rückgewinnungsraten kontrolliert werden. Falls Sie in der Vergangenheit Probleme mit Anbrennen, Einschlüssen oder Gasdefekten hatten, fragen Sie nach den üblichen Gegenmaßnahmen (und ob das Sand-/Bindemittelverhältnis an Ihre Legierung und Geometrie angepasst wird). Um die Bearbeitungskosten zu optimieren, klären Sie, welche Oberflächen gegossen und welche bearbeitet werden, damit die Formstrategie und die Zuschnittplanung aufeinander abgestimmt sind.
Wenn Lieferanten ihre Sandkontrollen klar erklären können, sieht man das in der Regel an der Stabilität des Gussteils.
Häufig gestellte Fragen: Sandguss
Woraus besteht Gießsand?
Sandguss Der Sand besteht typischerweise aus einem Basissand (oft Quarzsand oder Spezialsand, je nach Bedarf), der mit einem Bindemittelsystem kombiniert wird, das es der Form und den Kernen ermöglicht, während des Gießens ihre Form zu behalten.
Worin besteht der Unterschied zwischen Grünsand- und Harzsandguss?
Grünsand verwendet Ton und Wasser als Bindemittel und wird häufig für die Massenproduktion von Formteilen eingesetzt. Harzgebundene Sande verwenden chemische Bindemittel und werden üblicherweise für No-Bake-Formen und -Kerne verwendet, bei denen Festigkeit und Detailgenauigkeit erforderlich sind.
Beeinflusst die Korngröße des Sandes die Oberflächenbeschaffenheit beim Sandguss?
Ja. Korngröße und -verteilung beeinflussen die Oberflächenstruktur maßgeblich. Feinerer Sand ergibt im Allgemeinen eine glattere Oberfläche, während gröberer Sand zwar oft die Rauheit erhöht, aber den Gasaustritt verbessert.
Was verursacht Sandeinschlüsse in Gussteilen?
Sandeinschlüsse entstehen üblicherweise, wenn Sand von der Form oder dem Kern abgetragen wird oder sich löst und im Metall eingeschlossen wird. Formfestigkeit, Verdichtung, Angussturbulenzen und Kernintegrität spielen dabei eine Rolle.
Warum weisen manche Gussteile Brandflecken oder Metalldurchdringungen auf?
Anbrennen und Durchdringen treten häufig auf, wenn Metall mit der Formoberfläche reagiert oder in die Sandstruktur eindringt. Die Feuerfestigkeit des Sandes, das Verhalten des Bindemittels, lokale Temperaturen und Hotspots beeinflussen dies.
Kann Gießereisand wiederverwendet werden?
Ja, die meisten Gießereien gewinnen Sand zurück und verwenden ihn wieder. Entscheidend ist die Kontrolle von Feinanteilen, Bindemittelrückständen, Feuchtigkeit und dem Rückgewinnungsverhältnis, damit die Eigenschaften von Charge zu Charge gleich bleiben.
Wie beeinflusst Sand die Bearbeitung nach dem Sandguss?
Sand beeinflusst die Oberflächengüte, die Wahrscheinlichkeit von Einbrand oder Einschlüssen sowie die Dimensionsstabilität. Sauberere, stabilere Sandsysteme reduzieren in der Regel die Bearbeitungszugabe, den Werkzeugverschleiß und die Nachbearbeitung.
Welcher Gießsand eignet sich am besten für enge Toleranzen?
Es gibt kein universelles “Bestes”. Der Erfolg bei engen Toleranzen beruht in der Regel auf der Auswahl des richtigen Sandes und Bindemittels für die Legierung und die Geometrie sowie auf der konsequenten Kontrolle des Systems, sodass die Abweichungen im Gusszustand vorhersehbar bleiben.
Fazit
Gießsand ist kein bloßes Hintergrundmaterial – er ist einer der wichtigsten Faktoren für die Gussqualität. Korngröße, Permeabilität, Festigkeit, Bindemittelkontrolle und Rückgewinnungsstabilität beeinflussen die Oberflächengüte, das Fehlerrisiko und die Vorhersagbarkeit der Nachbearbeitung. Ein gut kontrolliertes Sandsystem führt zu saubereren Gussteilen, gleichmäßigerem Rohmaterial, weniger Überraschungen bei der CNC-Bearbeitung und einem besseren Gesamtpreis-Leistungs-Verhältnis.
Wenn Ihr Teil toleranzempfindlich oder oberflächenempfindlich ist, lohnt es sich, das Sandstrahlsystem als Teil des Fertigungsplans zu betrachten – und nicht als nachträgliche Überlegung –, denn die einfachste Bearbeitung ist diejenige, die mit einem stabilen, fehlerfreien Gussstück beginnt.
Bei HDC Manufacturing arbeiten wir mit zuverlässigen Sandgusslieferanten zusammen und bieten Ihnen professionelle Unterstützung bei der Lösung all Ihrer Probleme, um Ihnen erstklassige Sandgusslösungen für Ihr Projekt zu liefern.