Metal forging is a manufacturing process that shapes metal with high compressive force. The metal is pressed, squeezed, or hammered into shape instead of being melted and poured as in casting. In industrial practice, forging is chosen when the part needs more than just the right shape. It is chosen when the part must also handle load, impact, fatigue, or long service life with fewer material-related surprises.
For a technical buyer, the useful question is not simply “what is forging?” The real question is when the forging process creates a better starting point for the finished part. In many cases, the value of forging appears later, during machining, heat treatment, and field service. A forged blank often gives better confidence in strength, material continuity, and overall production stability than a part machined from solid bar or made as a casting, depending on the application.
What the forging process actually does
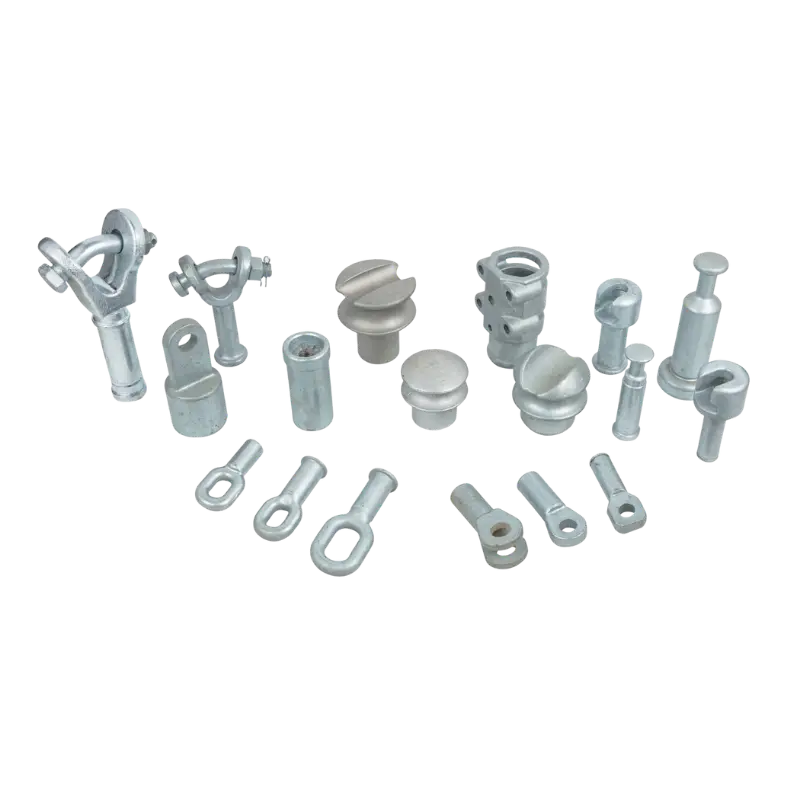
A forging process does two things at the same time. It creates the basic geometry of the part, and it improves the internal material structure for demanding service. That is why forged parts are widely used in components such as shafts, hubs, flanges, gears, fittings, suspension parts, and other load-bearing metal parts. The process is especially useful when the blank itself has to be strong and reliable before any final machining is done.

In practical production, the process usually starts with metal stock such as billet, bar, or ingot. That stock may be heated first, depending on the process route. It is then shaped under force by hammers, presses, or dedicated dies. After forging, the part may still go through trimming, heat treatment, shot blasting, straightening, and CNC machining before it becomes a finished component. This is why experienced buyers treat forging as the first major forming step, not the end of the manufacturing route.
Why forged parts are often chosen over other routes
The biggest advantage of forging is usually not appearance or tolerance. It is performance. In demanding applications, forged parts are often chosen because the process supports high strength, good toughness, and strong fatigue performance. That is one reason forged components are common in automotive, industrial machinery, energy, and transportation applications where the part sits in a real load path.

The second advantage is manufacturing logic. A good forging can put material where the part needs it and remove unnecessary stock where it does not. That can reduce material waste and lower machining time compared with machining the whole part from solid bar. In other words, forging often helps not just because the blank is stronger, but because the entire route becomes more efficient afterward.
Hot forging, cold forging, open-die, and closed-die: which differences actually matter?
Most buyers do not need a textbook explanation of every forging category. What matters is knowing which distinctions affect cost, geometry, and performance.
Hot forging is the most familiar route. The metal is heated before forming, which makes it easier to shape more complex geometries and larger sections. It is commonly used when the part needs substantial deformation or when the alloy is better formed at elevated temperature. Cold forging is more often associated with smaller parts, higher production volumes, and strong dimensional repeatability, where the process benefits from forming the material without the same level of heating. Warm forging sits between the two.
The more commercially important distinction is often open-die versus closed-die forging. Open-die forging is usually selected for larger, simpler, or lower-volume shapes where the material is worked between tools but not fully trapped inside a detailed die cavity. Closed-die forging is the more typical route for repeatable custom forged parts with more controlled geometry. It is often the better fit for production parts where a near-net shape and lower downstream machining time matter.
For buyers, the practical rule is simple. If the part is larger, simpler, or lower volume, open-die may be the better route. If the part is more repeatable, production-oriented, and geometry-sensitive, closed-die is usually the more relevant route.
Lesen Sie auch: Hot forging vs cold forging
What materials are commonly forged
Steel is the most common forged material family, especially carbon steel, alloy steel, and stainless steel. Aluminum is also widely forged when weight matters but the part still needs strong mechanical performance. Titanium and certain copper alloys are also forged for more specialized applications. In real sourcing work, material choice should be tied to service conditions rather than treated as a separate conversation from the process.
For example, steel forgings are often the right fit when durability, load capacity, and cost balance are the main concerns. Aluminum forgings become attractive when weight reduction matters but the buyer still wants a strong structural blank. Stainless forgings are often chosen when corrosion resistance and strength need to coexist. That is also how HDC presents its own capability mix, with separate service emphasis for steel, stainless, and aluminum forging rather than one generic “we forge everything” message.
Lesen Sie auch: Forging materials
When forging makes more sense than casting
Forging and casting are not interchangeable. Casting is often the better answer when the part has more complex internal geometry, larger cavities, or shapes that are naturally created by pouring metal into a mold. Forging is more often the better answer when the part is heavily loaded, fatigue-sensitive, or expensive to fail. In those cases, buyers are usually more interested in material integrity and service reliability than in the geometric freedom that casting offers.
A useful sourcing mindset is this: choose forging when the blank itself needs to be trusted. Choose casting when the geometry is the main challenge and the application can be served well by a cast structure. Neither route is “better” in the abstract. The right route depends on what the part has to do and what the production plan looks like.
Lesen Sie auch: Forging vs casting
When forging makes more sense than machining from solid
Machining from solid bar is often the fastest route for prototypes, low volumes, or simple parts. But it can become expensive very quickly when the part is large, heavily contoured, or wastes a lot of starting material. In those cases, a forged blank can reduce machining time, reduce scrap, and create a stronger starting form at the same time.
This is one reason custom forging is so often paired with CNC machining rather than replacing it. The forging creates the best blank. CNC machining then finishes the bores, faces, threads, sealing areas, and other critical features. When buyers understand this, they usually stop comparing forging to machining as if they were competing steps. In practice, they are often complementary.
What forging does not solve on its own
Forging is a strong starting point, but it does not solve everything. It does not automatically eliminate machining. It does not automatically give final tolerance. It does not automatically make the cheapest part. And it does not make sense for every geometry or every order size. Those are the practical limits buyers need to keep in mind.
Tooling investment is one of the main tradeoffs, especially in closed-die work. The process also rewards stable designs. If the part is still changing every week, a machined route may be more practical in early development. If the part has very casting-friendly internal geometry, casting may still be the better commercial answer. Good sourcing decisions come from matching the route to the part’s real life, not from forcing the part into a preferred process.
Lesen Sie auch: Schmiedefehler
What buyers should include in a forging RFQ
A good RFQ for forged parts should do more than attach a drawing. It should communicate the job the part has to do. That usually means the supplier needs the drawing or 3D model, expected annual volume, material preference, heat treatment needs, and which features are function-critical after machining. If the part is fatigue-sensitive, impact-loaded, or weight-sensitive, that should be said early. Those details often decide whether the part should be hot forged, cold forged, open-die, or closed-die, and how much machining stock should be left on the blank.
This is also where integrated suppliers become more useful than simple piece-part quoters. If the same team can look at the forging route and the machining route together, the buyer usually gets a better recommendation. Instead of just pricing the print, the supplier can suggest a better blank strategy.
Where HDC fits in this decision
For buyers evaluating suppliers, HDC’s role is not just that it offers forging. The more practical value is that HDC combines forging with CNC machining and supports different material/process routes under one project workflow. Its forging products overview shows the range of forged part categories it supports, while its Metallschmiedeservice page positions forging as part of a broader custom manufacturing route rather than an isolated operation. That is useful because most technical buyers are not really buying “press capacity.” They are buying a finished part that starts with the right blank.
Häufig gestellte Fragen
Is metal forging always hot?
No. Forging can be hot, warm, or cold depending on the alloy, geometry, and production goal. Hot forging is common, but it is not the only route.
Does forging eliminate CNC machining?
Usually not. In most industrial projects, forging produces the right blank and CNC machining finishes the critical features.
Why are forged parts common in heavy-duty applications?
Because the process is widely used where strength, toughness, and fatigue resistance matter, especially in parts that sit in a real load path.
When should a buyer avoid forging?
Usually when the design is still moving, the order size is too low to justify tooling, or the geometry is much better suited to casting or direct machining.
Fazit
Metal forging is a manufacturing process that shapes metal under compressive force to produce strong, reliable parts. For buyers, the real value of forging is not the definition itself. It is knowing when forging creates a better blank for the finished component. If the part is highly loaded, fatigue-sensitive, or expensive to fail, forging is often worth serious consideration. If the design is stable and the machining plan is clear, it can also reduce waste and improve total manufacturing efficiency. The best buying decision usually comes from treating forging as part of a complete route, not as an isolated forming step.