L'idée fausse fondamentale : mauvaises hypothèses contre mauvaises fondations
La plupart des problèmes de tolérance dans les pièces moulées ne proviennent pas de mauvaises fonderies. Ils proviennent de mauvaises hypothèses. Les acheteurs demandent souvent une tolérance sans faire de distinction entre trois éléments différents :
- Ce que le processus peut contenir tel quel.
- Ce qui ne devient réaliste qu'après un réglage dimensionnel et une maturation du processus.
- Ce qui devrait simplement être usiné au lieu d'être forcé dans la pièce moulée.
Cette distinction est importante car la tolérance de fonderie ne se résume pas à une seule valeur. Elle résulte de la combinaison du procédé de fabrication, de l'alliage, des dimensions, du type de caractéristique, de la stratégie de ligne de joint, de la complexité du noyau et de la maturité de l'outillage et du plan de contrôle.
Cadres de tolérance : ISO 8062 et normes industrielles
Les normes fondamentales reflètent cette complexité. ISO 8062, par exemple, organise les tolérances de fonderie en classes CT plutôt que de prétendre qu'une seule valeur par défaut convient à tous les procédés, tandis que des normes spécifiques aux procédés telles que NADCA Les spécifications de moulage sous pression vont plus loin et distinguent les dimensions linéaires du même côté des effets de la ligne de séparation et des composants mobiles du moule.
Pour un acheteur, la conséquence pratique est simple : si la pièce doit être quasiment aux dimensions finales, l’usinage ne servant qu’à la finition, le choix du procédé de fonderie doit se faire en fonction des tolérances, et non du prix ou de la connaissance de l’alliage. Si les dimensions critiques se situent sur des faces d’étanchéité, des alésages, des références ou des plans de montage alignés, la meilleure solution commerciale consiste souvent à laisser la fonderie créer la géométrie quasi-finale et la finition CNC garantir la précision finale. C’est particulièrement vrai lorsque l’élément traverse une ligne de joint, dépend d’un noyau ou se trouve dans une zone thermiquement instable lors de la solidification.
Quantification de la précision : données ISO 8062 et SFSA
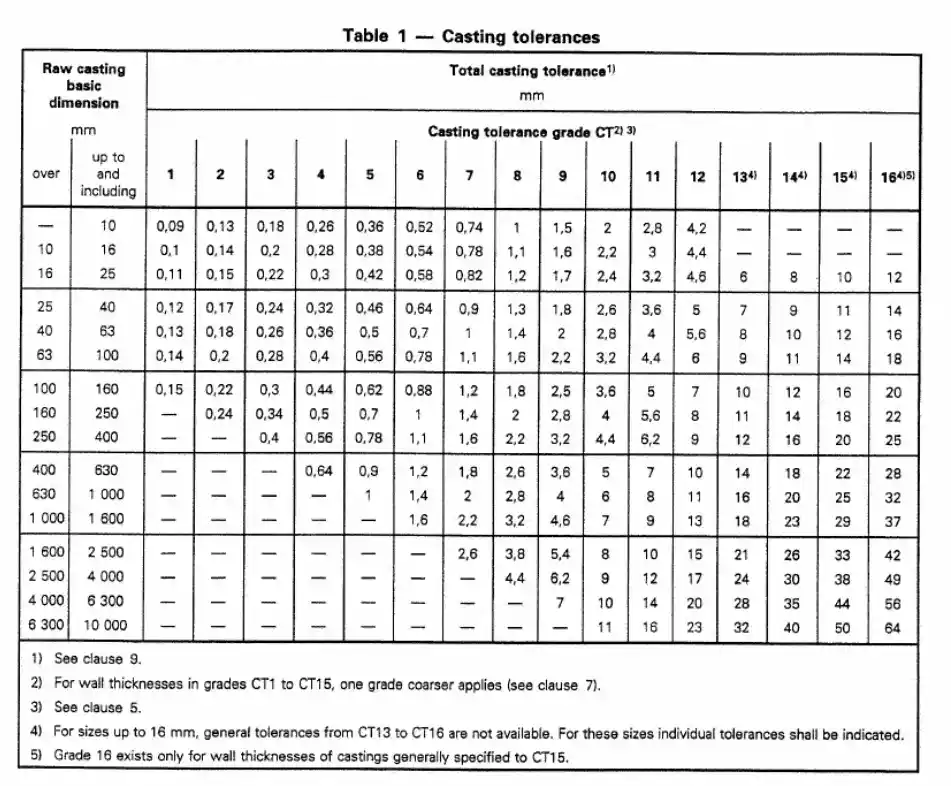
La tolérance en fonderie est un système, pas une valeur unique. La norme ISO 8062 est utile car elle oriente le débat vers des classes de tolérance plutôt que vers des affirmations vagues. Elle définit seize classes de tolérance de fonderie., CT1 à CT16, Ce document souligne un point important souvent négligé par les acheteurs : les fonderies en moule permanent, les fonderies sous pression et les fonderies à cire perdue peuvent nécessiter des normes spécifiques au procédé, au-delà du cadre général de classification. Autrement dit, la norme ISO fournit un langage commun, mais n’efface pas le fait que les différents procédés de fonderie présentent des tolérances très différentes.
La Société des fondeurs d'acier d'Amérique (SFSA) Ce document rend la question plus concrète. Son guide sur les tolérances dimensionnelles compare directement les méthodes de fonderie d'acier et montre que le choix du procédé modifie sensiblement la plage de tolérances de la pièce brute de coulée.
Valeurs de tolérance comparatives (sur un élément de 100 mm) :
- Sable vert : Tolérance totale de 3,4 mm.
- Moulage à liaison chimique : 2,5 mm.
- Moulage de coque : 1,7 mm.
- Moulage d'investissement : 0,8 mm.
Cette même comparaison montre également comment les effets de la ligne de joint peuvent engendrer des écarts supplémentaires significatifs : 3,0 mm pour le moulage en sable vert, 4,0 mm pour le moulage à liant chimique, 2,0 mm pour le moulage en coquille, et aucun écart comparable lié à la face de joint pour la fonderie à cire perdue dans ce tableau. SFSA précise qu’il s’agit de valeurs comparatives et non de tolérances par défaut, mais elles restent extrêmement utiles pour les acheteurs car elles illustrent la rapidité avec laquelle la marge de tolérance se resserre à mesure que le moule gagne en rigidité et que le processus devient plus reproductible.
L’exception relative au moulage sous pression : normes NADCA
Le moulage sous pression se situe à nouveau sur une courbe différente. normes de produits de la NADCA ne présentent pas la tolérance sous la forme d'un tableau générique pour l'ensemble de la pièce ; ils distinguent la tolérance linéaire des effets de surface projetée et d'usinage par matrice mobile.

- Règle standard : Environ ±0,010 pouce pour le premier pouce et ±0,001 pouce pour chaque pouce supplémentaire.
- Exemple de précision : ±0,002 po pour le premier pouce et ±0,001 po pour chaque pouce supplémentaire.
Sur une dimension de 100 mm, cela correspond à environ ±0,33 mm dans la pratique courante et ±0,13 mm En pratique, la précision est primordiale avant d'ajouter les effets de surface projetée, de ligne de joint ou de glissement du noyau. C'est précisément cette différence qui explique pourquoi les pièces moulées sous pression peuvent paraître extrêmement précises sur des détails petits et bien supportés, tout en présentant des dérives dimensionnelles au niveau des composants mobiles du moule ou des zones projetées plus étendues.
Carte processus-capacité
Le tableau ci-dessous est la manière la plus utile d'interpréter ces chiffres. Il ne constitue pas une garantie pour chaque fonderie, alliage ou géométrie. Il s'agit d'un guide permettant aux acheteurs d'éviter d'imposer une tolérance de moulage en coquille sur une demande de devis pour du moulage au sable vert, ou une tolérance de fonderie sous pression sur une dimension qui devrait en réalité être usinée.
| Processus | Base de comparaison | Tolérance indicative (élément de 100 mm) | Qu’est-ce que cela signifie pour un acheteur ? |
| Coulée d'acier au sable vert | Tableau comparatif SFSA | 3,4 mm au total | Convient aux pièces moulées de grande taille et moins critiques ; usiner les faces critiques. |
| Liaison chimique / sans cuisson | Tableau comparatif SFSA | 2,5 mm au total | Mieux que le sable vert ; nécessite tout de même un usinage sur des points de référence fonctionnels. |
| moulage en coquille de l'acier coulé | Tableau comparatif SFSA | 1,7 mm au total | Le point d'équilibre pratique lorsque l'outillage à base de sable nécessite une fenêtre de réglage plus serrée. |
| moulage de précision (acier) | Tableau comparatif SFSA | 0,8 mm au total | La voie la plus fiable pour l'acier “ à l'état brut de fonderie ”. |
| Coulée sous pression à haute pression | Exemple NADCA du même côté | ±0,33 mm (Std) / ±0,13 mm (Prec) | Fort du même côté ; les effets de ligne de séparation/dé en mouvement doivent être ajoutés. |
Pourquoi ces processus diffèrent-ils autant ?
A. Rigidité du moule
La première raison est la rigidité du moule. Les moules en sable vert et à liant chimique sont de bons procédés industriels, mais ils restent déformables, contrairement aux moules à revêtement céramique ou aux moules en métal trempé. Selon les recommandations de l'ASM : le moulage à haute pression crée un moule plus compact, ce qui améliore l'état de surface et la tolérance dimensionnelle. Autrement dit, plus le moule peut se déplacer, se dilater ou s'éroder, plus la tolérance est compromise.
B. Ligne de séparation et comportement central
Les acheteurs supposent souvent que toutes les dimensions sont aussi faciles à maîtriser. Or, les procédés de fonderie ne fonctionnent pas ainsi. La norme NADCA considère explicitement la tolérance de la ligne de joint comme une fonction de l'épaisseur de la pièce et de sa surface projetée, et non uniquement de la longueur de l'élément. Dès qu'un élément traverse deux moitiés de moule ou repose sur un noyau long, le modèle de tolérance change. C'est pourquoi les dimensions situées du même côté d'une matrice ou d'une coquille sont généralement moins coûteuses à maîtriser.
C. Contraction et contention thermiques
Les travaux de fonderie d'acier de SFSA démontrent que différentes méthodes de moulage et conditions de contrainte des formes induisent des tolérances de modèle effectives différentes. La dilatation du moule, la contrainte des formes, l'élimination des oxydes, le traitement thermique et la stabilité du matériau du modèle contribuent tous à la variation dimensionnelle. C'est pourquoi deux fonderies peuvent toutes deux respecter le plan et pourtant nécessiter des stratégies de compensation de modèle différentes.
D. Maturité du processus
SFSA distingue les capacités de production en petites séries de celles en grandes séries. Le moulage à cire perdue, en particulier, présente souvent un résultat exceptionnel en production, car le réglage de l'outillage et l'ajustement dimensionnel sont poussés au maximum avant le lancement d'une production en grande série. La précision dépend également du niveau de réglage de l'outillage, du retrait et du système d'alimentation par le fournisseur pour chaque pièce.
Règles pratiques pour l'achat de pièces moulées
Règle 1 : Séparer les dimensions par fonction
Cessez de traiter toutes les cotes de la même manière. Un bon dessin de fonderie distingue les cotes qui peuvent rester calibrées par le processus de fabrication de celles qui doivent être usinées. Si une cote sert à positionner un palier, à assurer l'étanchéité d'une face ou à aligner un entraxe de boulonnage, elle fait généralement partie des cotes à usiner.
Règle 2 : Consultez votre fonderie au plus tôt
Demandez à la fonderie le niveau de tolérance qu'elle atteint habituellement. Comme le suggère SFSA : le client doit s'enquérir de la précision dimensionnelle que la fonderie obtient avec ses ressources spécifiques. Cette démarche est bien plus constructive que de proposer une tolérance standard de ±0,2 mm et d'attendre un problème de qualité.
Règle 3 : Soyez réaliste en matière de géométrie
Si une caractéristique critique traverse une ligne de séparation du moule, il faut s'attendre à une plus grande variation. Si une caractéristique fine est adjacente à un moyeu épais, il faut s'attendre à un retrait moins uniforme. Si la pièce dépend de noyaux longs et non supportés, il faut s'attendre à ce que la stabilité des noyaux soit un facteur déterminant dans l'évaluation des tolérances.
Règle 4 : Lier la “ précision ” à la stratégie
L'affirmation selon laquelle il s'agit d'une “ fonderie de précision ” doit toujours être liée à un procédé spécifique. Les pages de HDC consacrées à ses capacités de fonderie établissent explicitement cette distinction. Son service de fonderie à cire perdue présente ce procédé comme une méthode de précision (jusqu'à ±0,1 mm pour les pièces appropriées), mais souligne également que Finition usinée CNC est disponible pour les fonctionnalités exigeant une tolérance extrêmement serrée.
Où se situe HDC lorsque la tolérance est le critère d'achat ?

Pour les acheteurs qui doivent choisir un procédé de fabrication, le HDC est la solution idéale lorsque la pièce nécessite une solution basée sur le moulage, mais que le moulage seul ne permet pas de garantir toutes les dimensions fonctionnelles. service de coulée de métal Elle couvre plusieurs procédés — moulage au sable, moulage à la cire perdue et moulage sous pression — et associe explicitement le moulage à l'usinage CNC pour une finition de haute précision.
La précision de HDC service de moulage à la cire perdue Cette approche est particulièrement pertinente lorsque la pièce présente une forme complexe et des tolérances sensibles. Toutefois, le modèle de service plus global de l'entreprise reconnaît ce que la plupart des acheteurs expérimentés savent déjà : si les exigences sont extrêmement strictes, la finition CNC reste une option envisageable.
Conclusion
La tolérance de fonderie n'est pas une simple étiquette de processus ; il s'agit d'un ensemble de capacités. La hiérarchie est claire : sable vert est le plus lâche, moulage par liaison chimique et par coquille Asseyez-vous au milieu, moulage de précision resserre la vitre, et moulage sous pression offre une grande précision sur les dimensions du même côté.
Les acheteurs obtiennent de meilleurs résultats lorsqu'ils spécifient la tolérance en fonction de la fonction, et non par habitude. Lorsque l'exigence dépasse les capacités économiques du seul procédé de fonderie, la solution consiste à combiner le procédé de fonderie approprié avec… finition CNC sélective sur les dimensions qui comptent vraiment.