La porosité est l'une des causes les plus fréquentes d'une pièce moulée d'apparence acceptable qui s'avère coûteuse par la suite. Elle peut se manifester par un défaut esthétique, mais le plus souvent, elle engendre un problème d'usinage, une fuite, un problème de fatigue ou un problème de conformité aux normes de qualité. C'est pourquoi les acheteurs ne doivent pas la négliger. porosité de coulée Il s'agit d'un problème propre à la fonderie. C'est une question d'approvisionnement et de choix de procédés. Le point essentiel est simple : la porosité n'est pas uniforme, son impact varie selon les procédés et les raisons de la porosité varient également selon les procédés de coulée.
Un acheteur avisé doit considérer la porosité sous l'angle de sa fonction. Si la pièce est soumise à pression, assure l'étanchéité avec un joint, supporte des charges de fatigue ou doit être usinée avec une paroi mince ou un alésage critique, la porosité représente un risque commercial majeur. En revanche, si la zone poreuse se situe dans une zone esthétique non critique et n'atteint jamais une interface usinée, ce même défaut peut être acceptable. La différence n'est pas purement théorique : elle détermine si la pièce peut être utilisée, réparée, imprégnée, usinée ou mise au rebut.
Qu’est-ce que la porosité de fonderie exactement ?
La porosité des pièces moulées correspond à la présence de vides, de pores ou de discontinuités à l'intérieur ou à proximité de la surface du métal. Dans les guides d'interprétation radiographique des pièces moulées, la porosité est décrite par son aspect et sa distribution plutôt que par un mécanisme unique, car elle peut être isolée, groupée, arrondie, irrégulière, alignée ou répartie dans une zone. Cette variation est importante car… morphologie La porosité révèle souvent son origine. Un pore lisse et arrondi indique généralement une formation liée au gaz. Une porosité irrégulière ou interdendritique est plus souvent associée au retrait lors de la solidification.
Voici la première distinction qu'un acheteur doit comprendre. La “ porosité ” n'est pas un diagnostic complet de la cause profonde. C'est un terme générique. La question suivante, toujours utile, est : est-ce que… porosité gazeuse, porosité de retrait, Ou s’agit-il d’une condition mixte incluant les deux ? La réponse modifie le plan de correction de la fonderie, la méthode d’inspection et la probabilité que le même défaut réapparaisse sur le lot suivant.
Les deux principales familles de porosité qui ont une importance commerciale
Porosité gazeuse vs. porosité de retrait
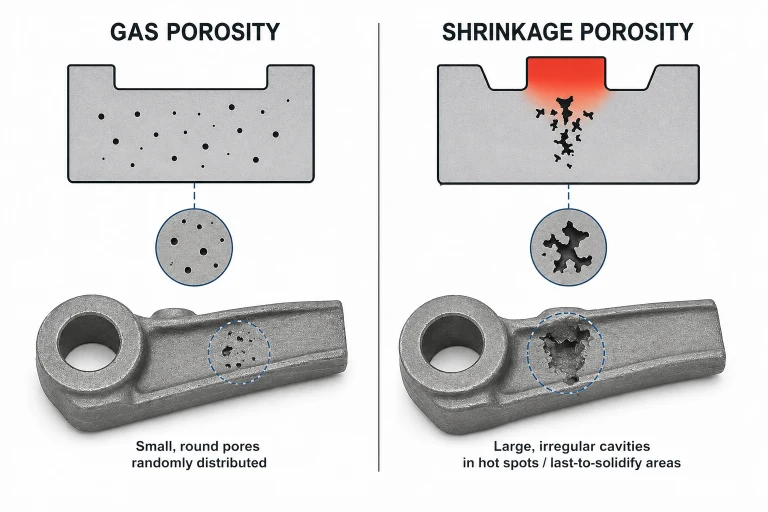
En termes de production, la plupart des discussions sur la porosité se résument à deux grandes familles : porosité gazeuse et porosité de retrait. La porosité gazeuse se forme lorsque du gaz reste dissous ou piégé dans le bain de fusion, puis précipite ou est physiquement emprisonné lors du refroidissement et de la solidification du métal. La porosité de retrait se forme lorsque le métal se contracte pendant la solidification et que l'apport de liquide est insuffisant pour compenser cette perte de volume. Une synthèse technique récente sur le traitement isostatique à chaud (HIP) des pièces moulées établit clairement cette distinction en présentant la porosité de retrait comme un problème de contraction lors de la solidification et la porosité gazeuse comme un problème de solubilité/refroidissement.
La différence est flagrante en pratique. La porosité due aux gaz produit souvent des indications plus lisses et arrondies. La porosité de retrait, quant à elle, est souvent plus irrégulière, plus interdendritique ou plus cavitaire, selon l'alliage et le mode de solidification local. Le guide des essais non destructifs sur les pièces moulées et les recommandations pratiques de fonderie reflètent cette même logique. Toute confusion risque de corriger le mauvais paramètre. Le dégazage ne résoudra pas un problème d'alimentation par points chauds. Des masselottes plus larges ne résoudront pas le problème d'absorption d'hydrogène dans l'aluminium en fusion.
| Type de porosité | Apparence typique | Cause profonde habituelle | Ce qui devrait le plus préoccuper les acheteurs |
| Porosité gazeuse | pores plus lisses, plus ronds, isolés ou groupés | Problèmes de gaz dissous, d'emprisonnement d'air, de turbulence et de ventilation | fuites, rejet cosmétique, exposition des pores lors de l'usinage |
| Porosité de retrait | irrégulier, interdendritique, en forme de cavité ou spongieux | Alimentation insuffisante pendant la solidification, points chauds, mauvaise régulation thermique | Faiblesse structurelle, rupture d'usinage, rebuts en fin de production |
Ce tableau est volontairement simplifié. L'idée commerciale est que la porosité gazeuse et la porosité de retrait peuvent toutes deux être qualifiées de “ porosité ” dans un rapport, mais elles nécessitent des stratégies de prévention différentes et présentent des risques différents une fois l'usinage commencé.
Pourquoi la porosité diffère-t-elle selon l'alliage ?
Les alliages ne se comportent pas de la même manière lors du moulage, ce qui a une influence directe sur le risque de porosité.
L'aluminium en est l'exemple le plus flagrant, car l'hydrogène est le principal gaz concerné et sa solubilité varie considérablement entre l'état liquide et l'état solide. C'est pourquoi les pièces moulées en aluminium sont si souvent abordées sous l'angle de la porosité gazeuse et du dégazage. Le module de formation d'AFS sur les défauts de l'aluminium distingue précisément la porosité gazeuse de la porosité de retrait, un problème de qualité récurrent dans les pièces moulées en aluminium.
En revanche, les fontes graphitiques se comportent différemment car la précipitation du graphite modifie l'équilibre de solidification et induit souvent un retrait différent de celui des aciers ou des alliages d'aluminium. Cela ne signifie pas pour autant que la fonte est “ immunisée ” contre la porosité. Cela signifie simplement que les mécanismes de porosité et les priorités en matière de prévention diffèrent. Il en va de même pour les pièces moulées en acier inoxydable et en alliages fortement alliés, où le retrait et la formation de cristaux interdendritiques sont souvent prédominants car la plage de solidification et le comportement thermique engendrent des risques de points chauds différents. Pour les acheteurs, la leçon est simple : la porosité doit toujours être abordée dans le contexte de la famille d'alliages, et non comme un simple défaut générique.
Pourquoi la porosité diffère-t-elle selon le procédé de moulage ?
Différents procédés de fonderie créent différents risques de porosité car ils se remplissent, se solidifient et s'évacuent différemment.
moulage au sableLe problème commercial courant est souvent la porosité de retrait dans les sections épaisses ou les zones mal alimentées, bien que des défauts gazeux puissent également apparaître si l'humidité, le liant ou la ventilation ne sont pas contrôlés.
Moulage à cire perdue : Des défauts liés au retrait et à la présence de gaz peuvent survenir, mais la perméabilité et la qualité de la coquille, ainsi que les conditions de coulée et d'alimentation, influencent fortement l'apparition d'air emprisonné, de réoxydation ou de problèmes d'alimentation dans la pièce finale. Les atlas des défauts et les documents de procédé de l'Institut de la fonderie d'investissement établissent systématiquement un lien entre la maîtrise de la coquille et du procédé et les défauts observés ; la porosité est l'un de ces défauts qui évolue en fonction de ces variables.
Moulage sous pression : La question de la porosité évolue encore. La pression contribue à remplir les zones minces, mais les pièces moulées sous pression restent très sensibles aux inclusions d'air, au gel de la carotte d'injection, aux déséquilibres thermiques et à la dérive des paramètres de procédé. Le catalogue de formation de la NADCA souligne l'importance de la porosité dans la maîtrise du procédé de moulage sous pression en abordant les causes de la porosité, les paramètres de traitement et la conception du produit comme des thèmes de formation fondamentaux, et non comme des cas particuliers. Pour les acheteurs, c'est un signal fort : si le procédé lui-même bénéficie d'une formation et de normes dédiées à la maîtrise de la porosité, celle-ci doit être considérée comme un problème de conception et de procédé dès la phase de demande de devis, et non comme un simple problème d'inspection après réception des pièces.
Comment la porosité devient un problème d'usinage et de risque
La porosité devient un problème commercial majeur lorsqu'elle affecte une caractéristique critique. Un pore dans une paroi épaisse non fonctionnelle peut être sans conséquence. En revanche, un pore créé par usinage dans une surface d'étanchéité, un orifice fileté ou un logement de palier est tout autre affaire. C'est pourquoi les acheteurs devraient cesser de se demander si une pièce moulée présente de la porosité (“ oui ou non ”) et commencer à s'interroger sur son acceptabilité dans une zone définie et selon une norme d'inspection précise. Cette approche est courante dans les secteurs de l'aérospatiale et des systèmes sous pression depuis des décennies, car une exigence générique de “ pièce moulée saine ” ne suffit pas à une acceptation pertinente.
Cela explique aussi pourquoi certains problèmes de porosité semblent apparaître tardivement. La fonderie peut avoir produit une pièce moulée qui passe un contrôle visuel sommaire. L'atelier d'usinage, en intervenant sur une caractéristique critique, révèle alors un réseau de pores jusque-là invisible. Dès lors, le coût de la pièce moulée n'est plus le seul facteur en jeu. Le temps d'usinage, l'outillage, la planification et les plans d'assemblage entrent également en ligne de compte. Du point de vue de l'acheteur, c'est précisément pourquoi le choix du processus et la planification des contrôles sont indissociables.
Détection de la porosité : méthodes d’inspection et normes
Inspection visuelle
La porosité n'est pas détectée par une méthode universelle. inspection visuelle Le premier filtre est utilisé, notamment pour détecter la porosité de surface ouverte, les surfaces piquées et les amas de pores apparents. Pour les pièces moulées en acier, la norme ASTM A802 définit le cadre d'acceptation visuelle des surfaces et inclut spécifiquement la porosité gazeuse parmi les catégories de discontinuités utilisées pour déterminer les niveaux d'acceptation. Dans le cas des pièces moulées en acier destinées à la tuyauterie, la norme MSS SP-55 joue un rôle similaire pour l'évaluation visuelle des irrégularités de surface des vannes, brides, raccords et composants similaires.
Tests radiographiques (RT)
Lorsque la porosité doit être évaluée sous la surface, radiographie Cela devient important. La norme ASTM E446 fournit des radiographies de référence standard pour les pièces moulées en acier, tandis que la norme ASTM E155 fournit le cadre de référence équivalent pour les pièces moulées en alliage d'aluminium et de magnésium. Pour les acheteurs, ces normes sont importantes car elles transforment la porosité, autrefois subjective, en un critère de comparaison précis. Cependant, elles nécessitent toujours un accord entre l'acheteur et le fournisseur sur le niveau de gravité acceptable pour chaque zone de la pièce.
Contrôle non destructif de surface : essais par ressuage et par magnétoscopie
Pour la porosité en surface sur les faces usinées ou finies, essai par ressuage est souvent utile, notamment lorsque la pièce est non ferromagnétique ou que les zones suspectes sont critiques pour l'étanchéité. La norme ASTM E1417 régit les pratiques de contrôle par ressuage et s'applique aux discontinuités telles que la porosité, qu'elles soient ouvertes ou affleurantes. Sur les pièces moulées ferromagnétiques, contrôle par particules magnétiques La norme ASTM E709 est également un excellent choix pour les discontinuités de surface et de subsurface.
Comment prévenir la porosité
S'attaquer à la cause profonde correcte
Une bonne prévention de la porosité commence par la distinction entre les différents mécanismes. Si la pièce moulée présente une porosité gazeuse, les actions correctives portent généralement sur la qualité du bain de fusion, le dégazage, la réduction des turbulences, la ventilation, la conception du canal d'alimentation et, pour certains alliages, le contrôle de l'absorption des gaz dissous. En cas de porosité de retrait, la solution réside généralement dans l'alimentation, le contrôle du gradient thermique, la gestion des points chauds, la stratégie de coulée et la conception des sections. Cela paraît évident, mais c'est là que de nombreux programmes qualité perdent du temps : un type de porosité est diagnostiqué, un autre est en réalité présent, et la mauvaise mesure corrective est appliquée.
Prévention spécifique au processus
En fonderie de précision, prévention de la porosité Cela dépend également de la qualité de la coquille et de la rigueur de l'atelier de coulée. Le système de coquille doit permettre une évacuation adéquate des gaz et un comportement stable du moule pendant la coulée. Les ressources de l'Institut de la fonderie d'investissement (Investment Casting Institute) sur les coquilles et les défauts montrent clairement que l'entraînement d'air dans la barbotine, la perméabilité de la coquille et les problèmes de préparation de celle-ci ne sont pas de simples questions d'entretien ; ils influent sur la qualité finale de la pièce moulée.
En fonderie sous pression, la prévention de la porosité repose en grande partie sur la maîtrise du procédé. Le schéma de remplissage, la conception du canal d'alimentation, le contrôle de l'injection, l'évacuation de la vapeur, la régulation thermique et la stratégie de vide influent tous sur le risque. La structure de formation de la NADCA s'avère ici une fois de plus pertinente, non pas comme un tableau de données, mais comme la preuve que la maîtrise de la porosité en fonderie sous pression est indissociable des paramètres de procédé et de la conception de la pièce moulée.
Normes et plans qualité : ce que les acheteurs doivent demander
Les acheteurs ne devraient pas exiger l'absence totale de porosité sans être prêts à définir précisément ce que cela signifie, en précisant la méthode et la localisation du contrôle. Il est préférable de lier le plan d'acceptation à la fonction de la pièce. L'acceptation visuelle peut être basée sur les normes ASTM A802 ou MSS SP-55, le cas échéant. L'acceptation radiographique peut être basée sur la norme ASTM E446 pour l'acier ou sur la norme ASTM E155 pour l'aluminium et le magnésium. La porosité de surface sur les faces usinées critiques peut être contrôlée par ressuage ou magnétoscopie, conformément aux normes ASTM E1417 ou ASTM E709, les critères d'acceptation étant définis séparément.
L'avantage pratique de cette approche est qu'elle aligne le plan d'inspection sur le risque réel. Si la pièce est un boîtier d'aspect esthétique, un examen visuel peut suffire. S'il s'agit d'une pièce soumise à pression ou à la fatigue, la porosité volumétrique et de surface doit être évaluée en fonction des zones critiques. Les acheteurs qui définissent ces paramètres en amont évitent généralement les débats beaucoup plus coûteux qui surviennent après l'usinage d'une discontinuité, lorsqu'aucun accord préalable n'a été trouvé quant à son acceptabilité.
Où le HDC intervient lorsque le risque de porosité est important
C’est là qu’un fournisseur de solutions de fonderie doté de capacités de finition devient plus utile qu’un fournisseur qui se contente de couler du métal. Grâce à ses service de coulée de métal, HDC se positionne comme un fournisseur de fonderie à guichet unique couvrant de multiples procédés de fabrication. service de moulage à la cire perdue, HDC propose également une solution de fonderie de précision pour les pièces complexes. Pour l'acheteur, l'important est que HDC ne se contente pas de l'ébauche coulée. L'entreprise offre également une finition CNC, indispensable pour de nombreuses pièces sensibles à la porosité, notamment lorsque les faces d'étanchéité, les alésages, les filetages et les points de fixation ne peuvent être laissés à l'état brut de fonderie. Le positionnement de HDC en matière de services reflète cette réalité pratique : utiliser la fonderie pour créer efficacement la géométrie, puis usiner les éléments qui ne tolèrent aucune incertitude résiduelle.
Conclusion
La porosité de fonderie ne se résume pas à un seul défaut ni à une seule décision. Il s'agit d'un ensemble de porosités pouvant être dues à la présence de gaz, au retrait ou à une combinaison des deux. Le plan de prévention adéquat dépend du mécanisme en cause. Les acheteurs obtiennent de meilleurs résultats lorsqu'ils considèrent la porosité comme un risque fonctionnel plutôt que comme un simple critère de qualité. Le choix du procédé optimal, de la méthode d'inspection la plus appropriée et de la stratégie d'usinage la plus efficace dépend de la localisation des pores, de leur origine et de leur éventuelle intersection avec une surface critique. En intégrant cette approche dès les premières étapes de la demande de devis et du plan qualité, la porosité devient beaucoup plus facile à gérer commercialement et le risque de dépenses imprévues importantes est considérablement réduit.






