Пористость — одна из самых распространенных причин, по которой отливка, которая на первый взгляд выглядит приемлемо, впоследствии обходится дорого. Она может проявляться как косметический дефект, но чаще всего становится проблемой механической обработки, проблемой протечки, проблемой усталости или проблемой соответствия стандартам качества. Именно поэтому покупателям не следует обрабатывать... пористость отливки Это проблема, касающаяся исключительно литейного производства. Это вопрос выбора поставщиков и технологических процессов. Ключевой момент прост: пористость не одинакова, пористость имеет разное значение, и не все способы литья создают пористость по одним и тем же причинам.
Практичный покупатель должен рассматривать пористость с точки зрения функциональности. Если деталь находится под давлением, герметизируется прокладкой, выдерживает усталостные нагрузки или будет обрабатываться в виде тонкой стенки или критически важного отверстия, пористость является основным коммерческим риском. Если пористая зона находится в некритичной эстетической области и никогда не достигает обработанной поверхности, тот же дефект может быть допустимым. Разница не является чисто теоретической. Она определяет, можно ли использовать деталь, ремонтировать, пропитывать, обрабатывать или утилизировать.
Что такое пористость при литье?
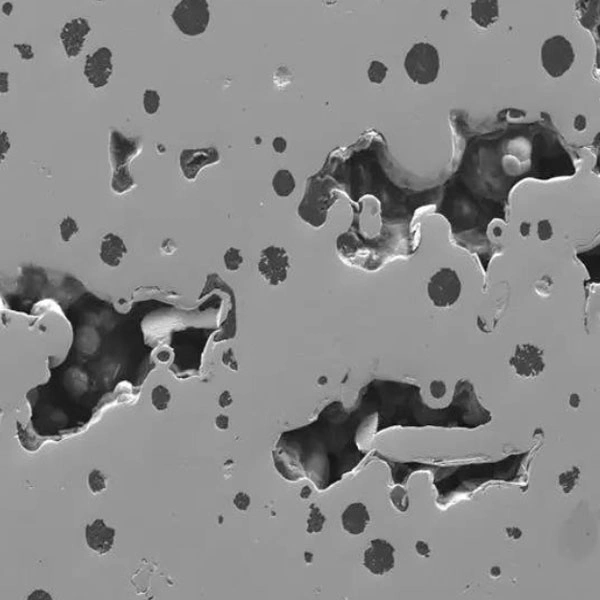
Пористость в отливках — это наличие пустот, пор или разрывов внутри или вблизи поверхности металла. В рекомендациях по рентгенографической интерпретации отливок пористость описывается по ее внешнему виду и распределению, а не по какому-либо одному механизму, поскольку пористость может быть изолированной, кластерной, округлой, неправильной формы, выровненной или распределенной по области. Это разнообразие имеет значение, поскольку морфология Характер пор часто позволяет определить их происхождение. Гладкая, округлая пора часто указывает на образование, связанное с газом. Зазубренная или междендритная пористость чаще связана с усадкой в процессе затвердевания.
Это первое различие, которое должен понимать покупатель. “Пористость” — это не полная диагностика первопричины. Это общее название. Следующий полезный вопрос всегда: это... газовая пористость, усадочная пористость, Или же это смешанное состояние, включающее оба варианта? Ответ на этот вопрос меняет план исправления дефектов на литейном заводе, метод контроля и вероятность того, что тот же дефект повторится в следующей партии.
Два основных типа пористости, имеющих коммерческое значение.
Газовая пористость против усадочной пористости
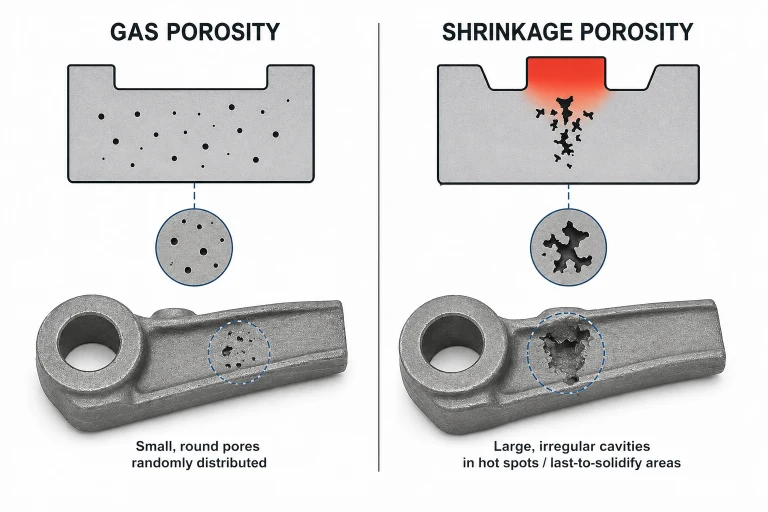
С точки зрения производства, большинство дискуссий о пористости сводятся к двум группам: газовая пористость а также усадочная пористость. Газовая пористость образуется, когда газ остается растворенным или захваченным в расплаве, а затем выходит из раствора или физически удерживается при охлаждении и затвердевании металла. Усадочная пористость образуется, когда металл сжимается во время затвердевания, и недостаточное количество жидкости для компенсации этой потери объема. В недавнем техническом обзоре горячего изостатического прессования (ГИП) для литья это различие прямо указано путем разделения усадочной пористости как проблемы затвердевания-сжатия и газовой пористости как проблемы растворимости/охлаждения.
На практике разница очевидна. Газовая пористость часто приводит к более гладким, округлым поверхностям. Усадочная пористость часто бывает более нерегулярной, междендритной или полостной в зависимости от сплава и локального характера затвердевания. Руководство по неразрушающему контролю литья и практические рекомендации для литейщиков отражают ту же логику. Если вы ошибочно примете одно за другое, вы, как правило, исправите не ту переменную. Дегазация не решит проблему подачи расплавленного алюминия в горячих точках. Увеличение диаметра стояков не решит проблему поглощения водорода расплавленным алюминием.
| Тип пористости | Типичный внешний вид | Обычная первопричина | О чём покупателям следует беспокоиться больше всего? |
| Пористость газа | более гладкие, округлые, изолированные или сгруппированные поры | растворенные газы, захват воздуха, турбулентность, проблемы с вентиляцией | протечки, косметический брак, обнажение пор при механической обработке |
| Усадочная пористость | неправильные, междендритные, полостные или губчатые | Недостаточная подача материала в процессе затвердевания, перегрев отдельных участков, плохой контроль температуры. | структурная слабость, прорыв при обработке, брак на поздней стадии |
Эта таблица намеренно упрощена. С коммерческой точки зрения важно понимать, что газовая пористость и усадочная пористость могут быть указаны в отчете как “пористость”, но они требуют разных стратегий предотвращения и несут разные риски после начала обработки.
Почему пористость различается в зависимости от сплава
В процессе литья сплавы ведут себя по-разному, и это напрямую влияет на риск образования пор.
Алюминий — наиболее наглядный пример, поскольку водород является основным газом, вызывающим опасения, и потому что растворимость водорода сильно меняется между жидким и твердым состояниями. Именно поэтому алюминиевые отливки так часто обсуждаются с точки зрения газовой пористости и дегазации. В учебном модуле AFS по дефектам алюминия специально проводится различие между газовой пористостью и усадочной пористостью как распространенной проблемой качества алюминиевых отливок.
Напротив, графитовые чугуны ведут себя иначе, поскольку осаждение графита изменяет баланс затвердевания и часто сдвигает характер усадки по сравнению со сталями или алюминиевыми сплавами. Это не означает, что чугун “застрахован” от пористости. Это означает, что механизмы образования пор и приоритеты предотвращения различны. То же самое верно для нержавеющих и высоколегированных отливок, где усадка и междендритное питание часто преобладают, поскольку диапазон замерзания и температурные характеристики создают различные риски образования горячих точек. Для покупателей вывод прост: пористость всегда следует обсуждать на языке семейства сплавов, а не как просто общий дефект.
Почему пористость различается в зависимости от процесса литья?
Различные процессы литья создают разные риски образования пор, поскольку они по-разному заполняют, затвердевают и вентилируют поры.
Литье в песчаные формыНаиболее распространенной коммерческой проблемой часто является усадочная пористость в массивных секциях или зонах с плохой подачей материала, хотя газовые дефекты также могут возникать, если не контролируется влажность, связующее вещество или вентиляция.
Литье по выплавляемым моделям: Могут возникать как усадочные, так и газовые дефекты, но проницаемость оболочки, качество оболочки, литниковая система и условия заливки сильно влияют на то, проявятся ли в конечном изделии захваченный воздух, повторное окисление или ограничения подачи материала. Атласы дефектов и технологические документы Института литья по выплавляемым моделям неоднократно связывают контроль оболочки и процесса с появлением дефектов, и пористость является одним из дефектов, изменяющихся в зависимости от этих переменных.
Литье под высоким давлением: Ситуация с пористостью снова меняется. Давление помогает заполнять тонкие участки, но отливки под давлением остаются крайне чувствительными к попаданию воздуха, застыванию литниковых каналов, тепловому дисбалансу и дрейфу параметров процесса. Каталог обучающих материалов NADCA отражает центральную роль пористости в управлении процессом литья под давлением, рассматривая причины пористости, параметры процесса и конструкцию изделия как основные темы обучения, а не как отдельные случаи. Для покупателей это полезный сигнал: если сам процесс имеет специальное обучение и стандарты по контролю пористости, пористость следует рассматривать как проблему проектирования и процесса уже на этапе запроса коммерческого предложения, а не только как проблему контроля после получения деталей.
Как пористость становится проблемой и фактором риска при механической обработке
Пористость становится серьезной коммерческой проблемой, когда она пересекается с критически важным элементом. Пора в толстой нефункциональной стенке может не иметь реальных последствий. Пора, образовавшаяся в результате механической обработки в уплотнительной поверхности, резьбовом отверстии или посадочном месте подшипника, — это совершенно другое дело. Именно поэтому покупателям следует перестать спрашивать, есть ли пористость в отливке “да” или “нет”, и начать спрашивать, допустима ли пористость в определенной зоне и в соответствии с определенным стандартом контроля. В аэрокосмической отрасли и в системах высокого давления такой подход используется уже десятилетия, поскольку общего требования к «качественной отливке» недостаточно для получения действительно приемлемого результата.
Это также объясняет, почему некоторые проблемы с пористостью проявляются на поздних стадиях. Литейный цех мог изготовить отливку, которая прошла грубый визуальный осмотр. Затем механический цех вырезает критически важный элемент и открывает поле пор, скрытое под поверхностью. На этом этапе затраты на литье перестают быть единственными рисками. Теперь в дело вступают время обработки, оснастка, планирование и сборочные планы. С точки зрения покупателя, именно поэтому выбор технологического процесса и планирование контроля качества должны быть взаимосвязаны.
Как определяется пористость: методы и стандарты контроля.
Визуальный осмотр
Единого универсального метода для определения пористости не существует. Визуальный осмотр Первый фильтр предназначен для оценки открытой поверхностной пористости, точечных дефектов и явных скоплений пор. Для стальных отливок стандарт ASTM A802 обеспечивает основу для визуальной оценки поверхности и конкретно включает газовую пористость в число категорий дефектов, используемых при определении уровней приемлемости. В стальных отливках, используемых в трубопроводах, стандарт MSS SP-55 выполняет аналогичную роль для визуальной оценки неровностей поверхности клапанов, фланцев, фитингов и подобных компонентов.
Рентгенологическое исследование (РТ)
Когда необходимо оценить пористость под поверхностью, рентгенография Это становится важным. Стандарт ASTM E446 предоставляет стандартные эталонные рентгенограммы для стальных отливок, а стандарт ASTM E155 — эквивалентную основу для эталонных рентгенограмм для отливок из алюминиевых и магниевых сплавов. Для покупателей эти стандарты важны, поскольку они превращают пористость из субъективного аргумента в определенную основу для сравнения. Но они по-прежнему требуют согласования между покупателем и поставщиком относительно того, какой уровень пористости допустим в какой области детали.
Неразрушающий контроль поверхностей: капиллярный и магнитопорошковый контроль.
Для создания пористости, связанной с поверхностью, на обработанных или чистовых поверхностях., капиллярная дефектоскопия Этот метод часто оказывается полезным, особенно когда деталь не является ферромагнитной или проблемные участки имеют критически важное значение для герметизации. Стандарт ASTM E1417 регулирует практику капиллярного контроля и применяется к дефектам, таким как пористость, которые являются открытыми или соединены с поверхностью. На ферромагнитных отливках..., магнитопорошковый контроль Материал, соответствующий стандарту ASTM E709, также является хорошим выбором для поверхностных и приповерхностных дефектов.
Как предотвратить пористость
Устранение первопричины проблемы
Эффективная профилактика пористости начинается с того, что не следует смешивать различные механизмы. Если в отливке присутствует газовая пористость, корректирующие действия обычно сосредоточены на качестве расплава, дегазации, снижении турбулентности, вентиляции, конструкции литниковых каналов, а в некоторых сплавах — на контроле поглощения растворенного газа. Если проблема заключается в усадочной пористости, решение обычно состоит в подаче расплава, контроле температурного градиента, управлении горячими точками, стратегии использования питателей и проектировании сечения. Это звучит просто, но именно здесь многие программы контроля качества теряют время: диагностируется одно семейство пористости, а другое уже присутствует, и применяется неправильная контрмера.
Предотвращение процессов, специфичных для конкретного процесса.
При литье по выплавляемым моделям, предотвращение пористости Это также зависит от качества оболочки и соблюдения правил работы в цехе по изготовлению оболочек. Система оболочек должна обеспечивать достаточный отвод газов и стабильное поведение формы во время заливки. Ресурсы Института литья по выплавляемым моделям, посвященные оболочкам и дефектам, ясно показывают, что попадание воздуха в суспензию, проницаемость оболочки и проблемы с подготовкой оболочки — это не отдельные организационные вопросы; они влияют на конечное качество отливки.
В литье под давлением предотвращение пористости в значительной степени зависит от оптимизации процесса. Схема заполнения, конструкция литниковых каналов, контроль впрыска, вентиляция, терморегулирование и стратегия вакуумирования — все это влияет на риск. Структура обучения NADCA здесь снова полезна не как таблица данных, а как доказательство того, что контроль пористости в литье под давлением неотделим от параметров процесса и конструкции отливки.
Стандарты и планы обеспечения качества: что должны запрашивать покупатели.
Покупателям не следует запрашивать “отсутствие пористости”, если они не готовы определить, что это означает, с указанием метода и места отбора. Более целесообразный подход — связать план приемки с функцией детали. Визуальная приемка может основываться на стандартах ASTM A802 или MSS SP-55, где это применимо. Рентгенографическая приемка может основываться на стандарте ASTM E446 для стали или ASTM E155 для алюминия и магния. Пористость, связанная с поверхностью на критически важных обработанных поверхностях, может контролироваться методами капиллярной дефектоскопии или магнитопорошковой дефектоскопии в соответствии со стандартами ASTM E1417 или ASTM E709, при этом критерии приемки указываются отдельно.
Практическое преимущество такого подхода заключается в том, что он согласовывает план контроля с реальным риском. Если деталь представляет собой декоративный корпус, визуальных стандартов может быть достаточно. Если же это деталь, находящаяся под давлением или чувствительная к усталости, следует оценить объемную и поверхностную пористость в соответствии с критическими зонами. Покупатели, которые определяют это на раннем этапе, обычно избегают гораздо более дорогостоящих споров, которые начинаются после того, как в результате механической обработки появляется дефект, и никто заранее не договорился о том, допустимо ли это.
Где применение HDC, когда важен риск, связанный с пористостью?
Именно здесь поставщик решений для литья, обладающий возможностями финишной обработки, оказывается более полезным, чем поставщик, который только разливает металл. Благодаря своим услуги литья металла, Компания HDC позиционирует себя как универсальный поставщик литьевых материалов по различным технологическим процессам. Благодаря своей деятельности... литье по выплавляемым моделям, Кроме того, компания предлагает технологию точного литья сложных деталей. Для покупателя важно то, что HDC не ограничивается только литой заготовкой. Компания также предлагает обработку на станках с ЧПУ, что идеально подходит для многих деталей, чувствительных к пористости, когда герметизирующие поверхности, отверстия, резьба и опорные точки крепления не могут оставаться в литом состоянии. Собственная стратегия обслуживания HDC отражает эту практическую реальность: использовать литье для эффективного создания геометрии, а затем обрабатывать элементы, которые не могут выдерживать остаточную неопределенность.
Вывод
Пористость при литье — это не один дефект и не одно решение. Это совокупность пустот, которые могут возникать из-за газа, усадки или их комбинации, и правильный план предотвращения зависит от того, какой именно механизм присутствует. Покупатели получают лучшие результаты, когда рассматривают пористость как функциональный риск, а не как общее понятие качества. Лучший выбор процесса, лучший метод контроля и лучшая стратегия обработки — все это зависит от того, где находятся поры, почему они образовались и пересекают ли они критическую поверхность. Когда этот подход заложен в запрос предложений и план контроля качества на ранних этапах, управление пористостью становится намного проще в коммерческом плане — и гораздо меньше вероятность того, что она станет дорогостоящей неожиданностью в дальнейшем.