Porosität ist einer der häufigsten Gründe, warum ein zunächst akzeptabel aussehendes Gussteil später teuer wird. Sie kann als kosmetischer Mangel auftreten, führt aber häufiger zu Bearbeitungsproblemen, Undichtigkeiten, Materialermüdung oder Qualitätsmängeln. Deshalb sollten Käufer nicht … Gussporosität Es handelt sich nicht um ein reines Gießereiproblem. Es ist vielmehr eine Frage der Materialbeschaffung und der Prozessauswahl. Der entscheidende Punkt ist einfach: Porosität ist nicht gleich Porosität, sie ist nicht immer gleich relevant, und nicht alle Gießverfahren erzeugen Porosität aus denselben Gründen.
Ein praxisorientierter Käufer sollte Porosität im Hinblick auf ihre Funktion betrachten. Steht das Bauteil unter Druck, dichtet es gegen eine Dichtung ab, trägt es Ermüdungsbelastungen oder wird es in eine dünne Wand oder eine kritische Bohrung eingearbeitet, stellt Porosität ein erhebliches wirtschaftliches Risiko dar. Befindet sich die poröse Zone in einem optisch unkritischen Bereich und berührt keine bearbeitete Schnittstelle, kann derselbe Defekt akzeptabel sein. Der Unterschied ist nicht rein theoretischer Natur. Er entscheidet darüber, ob das Bauteil verwendet, repariert, imprägniert, bearbeitet oder verschrottet werden kann.
Was Gussporosität tatsächlich ist
Porosität in Gussteilen bezeichnet das Vorhandensein von Hohlräumen, Poren oder Fehlstellen im Inneren oder nahe der Oberfläche des Metalls. In der radiografischen Befundung von Gussteilen wird die Porosität anhand ihres Erscheinungsbildes und ihrer Verteilung beschrieben, nicht anhand eines einzelnen Mechanismus, da sie isoliert, gehäuft, abgerundet, unregelmäßig, ausgerichtet oder über einen Bereich verteilt auftreten kann. Diese Variation ist relevant, weil… Morphologie Die Porenstruktur gibt oft Aufschluss über ihren Ursprung. Glatte, runde Poren deuten häufig auf gasbedingte Entstehung hin. Zackige oder interdendritische Porosität ist eher auf Schrumpfung während der Erstarrung zurückzuführen.
Dies ist der erste Unterschied, den ein Käufer verstehen sollte. “Porosität” ist keine vollständige Ursachenanalyse. Es ist eine Bezeichnung. Die nächste sinnvolle Frage lautet immer: Ist das … Gasporosität, Schrumpfungsporosität, Oder handelt es sich um einen Mischzustand, der beides umfasst? Die Antwort beeinflusst den Korrekturplan der Gießerei, die Inspektionsmethode und die Wahrscheinlichkeit, dass derselbe Fehler in der nächsten Charge erneut auftritt.
Die zwei wichtigsten Porositätsfamilien, die kommerziell relevant sind
Gasporosität vs. Schrumpfporosität
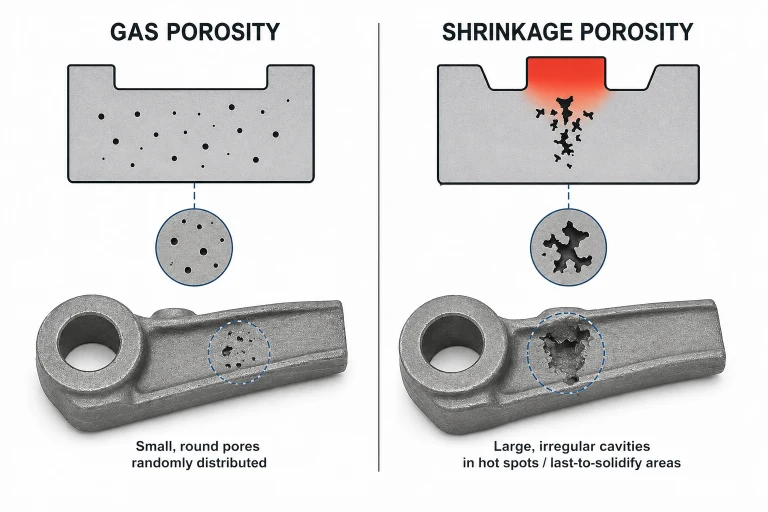
In Bezug auf die Produktion lassen sich die meisten Diskussionen über Porosität auf zwei Gruppen zurückführen: Gasporosität und Schrumpfungsporosität. Gasporosität entsteht, wenn Gas in der Schmelze gelöst oder eingeschlossen bleibt und beim Abkühlen und Erstarren des Metalls aus der Lösung austritt oder physikalisch eingeschlossen wird. Schwindungsporosität entsteht, wenn sich das Metall während der Erstarrung zusammenzieht und nicht genügend Schmelze zugeführt wird, um diesen Volumenverlust auszugleichen. Ein aktueller technischer Überblick über das Heißisostatische Pressen (HIP) von Gussteilen verdeutlicht diesen Unterschied, indem er Schwindungsporosität als ein Problem der Erstarrungskontraktion und Gasporosität als ein Problem der Löslichkeit/Abkühlung betrachtet.
Der Unterschied ist in der Praxis deutlich. Gasporosität führt oft zu glatteren, runderen Anzeigen. Schwindungsporosität hingegen ist je nach Legierung und lokalem Erstarrungsmuster oft unregelmäßiger, interdendritischer oder hohlraumartiger. Sowohl die Richtlinien für die zerstörungsfreie Prüfung von Gussteilen als auch die praktischen Gießereirichtlinien spiegeln diese Logik wider. Verwechselt man das eine mit dem anderen, korrigiert man in der Regel die falsche Variable. Entgasung löst kein Problem mit der Zuführung von heißem Material. Größere Speiser verhindern keine Wasserstoffaufnahme in flüssigem Aluminium.
| Porositätstyp | Typisches Erscheinungsbild | Übliche Ursache | Worüber sich Käufer am meisten Sorgen machen sollten |
| Gasporosität | glattere, rundere, isolierte oder gruppierte Poren | gelöste Gase, Lufteinschlüsse, Turbulenzen, Entlüftungsprobleme | Undichtigkeiten, kosmetische Beanstandungen, freiliegende Poren bei der Bearbeitung |
| Schrumpfungsporosität | unregelmäßig, interdendritisch, höhlenartig oder schwammartig | unzureichende Zufuhr während der Erstarrung, Hotspots, schlechte Temperaturkontrolle | Strukturelle Schwäche, Bearbeitungsfehler, Ausschuss in der Spätphase |
Die Tabelle ist bewusst vereinfacht. Der wirtschaftliche Aspekt besteht darin, dass Gasporosität und Schrumpfungsporosität zwar beide in einem Bericht als “Porosität” bezeichnet werden können, aber unterschiedliche Präventionsstrategien erfordern und nach Beginn der Bearbeitung unterschiedliche Risiken bergen.
Warum die Porosität je nach Legierung variiert
Legierungen verhalten sich beim Gießen nicht gleich, und das hat einen direkten Einfluss auf das Porositätsrisiko.
Aluminium ist das deutlichste Beispiel, da Wasserstoff das wichtigste Gas ist und sich seine Löslichkeit zwischen flüssigem und festem Zustand stark ändert. Daher werden Aluminiumgussteile häufig im Hinblick auf Gasporosität und Entgasung diskutiert. Das AFS-Schulungsmodul zu Aluminiumfehlern unterscheidet Gasporosität ausdrücklich von Schwindungsporosität als wiederkehrendes Qualitätsproblem bei Aluminiumgussteilen.
Im Gegensatz dazu verhalten sich graphitische Gusseisen anders, da die Graphitausscheidung das Erstarrungsgleichgewicht verändert und häufig das Schwindverhalten im Vergleich zu Stählen oder Aluminiumlegierungen beeinflusst. Das bedeutet jedoch nicht, dass Gusseisen “immun” gegen Porosität ist. Es bedeutet lediglich, dass die Porositätsmechanismen und die Prioritäten bei der Vermeidung unterschiedlich sind. Dasselbe gilt für Edelstahl- und hochlegierte Gussteile, bei denen Schwindung und interdendritisches Speiseverhalten oft dominieren, da der Erstarrungsbereich und das thermische Verhalten unterschiedliche Hotspot-Risiken bergen. Für Einkäufer ist die Lehre daraus einfach: Porosität sollte immer im Kontext der Legierungsfamilie und nicht als allgemeiner Defekt betrachtet werden.
Warum sich die Porosität je nach Gießverfahren unterscheidet
Unterschiedliche Gießverfahren bergen unterschiedliche Porositätsrisiken, da sie unterschiedlich füllen, erstarren und entlüften.
SandgussDas häufigste kommerzielle Problem ist oft die Schwindungsporosität in schweren Abschnitten oder schlecht befüllten Zonen, obwohl auch Gasdefekte auftreten können, wenn Feuchtigkeit, Bindemittel oder Entlüftung nicht kontrolliert werden.
Feinguss: Sowohl Schwindungs- als auch gasbedingte Defekte können auftreten, doch die Permeabilität und Qualität der Gussschale, die Angussführung und die Gießbedingungen beeinflussen maßgeblich, ob Lufteinschlüsse, Reoxidation oder Speiseengpässe im fertigen Bauteil sichtbar werden. Die Defektatlanten und Prozessdokumentationen des Investment Casting Institute stellen immer wieder einen Zusammenhang zwischen Gussschalen- und Prozesskontrolle und den daraus resultierenden Defekten her, wobei die Porosität einer der Defekte ist, der von diesen Variablen abhängt.
Hochdruck-Druckguss: Die Problematik der Porosität ändert sich erneut. Druck trägt zwar zur Füllung dünner Bereiche bei, doch Druckgussteile bleiben weiterhin sehr empfindlich gegenüber Lufteinschlüssen, Angussverfestigung, thermischen Ungleichgewichten und Abweichungen der Prozessparameter. Der Schulungskatalog der NADCA unterstreicht die zentrale Bedeutung der Porosität für die Prozesskontrolle im Druckguss, indem er Ursachen der Porosität, Prozessparameter und Produktdesign als Kernthemen der Schulungen und nicht nur als Randfälle behandelt. Für Einkäufer ist dies ein wichtiges Signal: Wenn für den Prozess selbst spezielle Schulungen und Standards zur Porositätskontrolle existieren, sollte Porosität bereits in der Angebotsphase als Design- und Prozessproblem betrachtet werden und nicht erst nach Anlieferung der Teile.
Wie Porosität zu einem Bearbeitungs- und Risikoproblem wird
Porosität wird dann zu einem wirtschaftlichen Problem, wenn sie auf ein kritisches Bauteil trifft. Eine Pore in einer dicken, nicht funktionalen Wand kann unbedeutend sein. Ganz anders verhält es sich mit einer durch Bearbeitung entstandenen Pore in einer Dichtfläche, einem Gewindeanschluss oder einem Lagersitz. Daher sollten Käufer nicht mehr fragen, ob ein Gussteil Porosität aufweist (“ja/nein”), sondern vielmehr, ob Porosität in einem definierten Bereich und gemäß einem definierten Prüfstandard akzeptabel ist. In der Luft- und Raumfahrt sowie bei Drucksystemen hat sich diese Praxis seit Jahrzehnten bewährt, da die allgemeine Anforderung an ein “fehlerfreies Gussteil” für eine aussagekräftige Abnahme nicht ausreicht.
Dies erklärt auch, warum manche Porositätsprobleme erst spät auftreten. Die Gießerei hat möglicherweise ein Gussteil hergestellt, das die grobe Sichtprüfung besteht. In der Bearbeitungswerkstatt wird dann ein kritisches Merkmal bearbeitet, wodurch ein zuvor unter der Oberfläche verborgenes Porenfeld freigelegt wird. Ab diesem Zeitpunkt sind nicht mehr nur die Gusskosten gefährdet. Bearbeitungszeit, Werkzeugkosten, Terminplanung und Montageplanung spielen nun ebenfalls eine Rolle. Aus Käufersicht ist dies genau der Grund, warum Prozessauswahl und Prüfplanung eng miteinander verbunden sein müssen.
Wie Porosität erkannt wird: Inspektionsmethoden und Normen
Sichtprüfung
Porosität lässt sich nicht mit einer einzigen universellen Methode nachweisen. Sichtprüfung Der erste Filter dient insbesondere der Beurteilung von offener Oberflächenporosität, Poren und deutlich sichtbaren Porenclustern. Für Stahlgussteile bildet ASTM A802 den Rahmen für die visuelle Oberflächenabnahme und berücksichtigt dabei ausdrücklich Gasporosität als eine der Diskontinuitätskategorien, die in die Akzeptanzkriterien einfließen. Bei Rohrleitungs-Stahlgussteilen erfüllt MSS SP-55 eine ähnliche Funktion für die visuelle Beurteilung von Oberflächenunebenheiten an Ventilen, Flanschen, Fittings und ähnlichen Bauteilen.
Radiografische Prüfung (RT)
Wenn die Porosität unterhalb der Oberfläche bewertet werden muss, Radiographie wird wichtig. ASTM E446 liefert Standardreferenzradiografien für Stahlgussteile, während ASTM E155 den entsprechenden Rahmen für Referenzradiografien für Aluminium- und Magnesiumlegierungsgussteile vorgibt. Für Käufer sind diese Normen relevant, da sie die Porosität von einem subjektiven Argument in eine definierte Vergleichsgrundlage verwandeln. Dennoch ist eine Vereinbarung zwischen Käufer und Lieferant darüber erforderlich, welcher Grad an Porosität in welchem Bereich des Bauteils akzeptabel ist.
Oberflächenzerstörungsprüfung: Eindringprüfung und Magnetpulverprüfung
Bei oberflächenverbundener Porosität auf bearbeiteten oder veredelten Flächen, Eindringprüfung mit Flüssigkeit ist oft hilfreich, insbesondere bei nichtferromagnetischen Bauteilen oder wenn die zu prüfenden Bereiche dichtungskritisch sind. ASTM E1417 regelt die Eindringprüfung und gilt für Fehlstellen wie Porosität, die offen oder mit der Oberfläche verbunden sind. Bei ferromagnetischen Gussteilen gilt Folgendes:, Magnetpulverprüfung Die Norm ASTM E709 ist ebenfalls eine gute Wahl für Oberflächen- und oberflächennahe Diskontinuitäten.
Wie Porosität verhindert wird
Die richtige Ursache angehen
Eine wirksame Porositätsvermeidung beginnt damit, die zugrundeliegenden Mechanismen nicht zu vermischen. Bei Gasporosität konzentrieren sich die Korrekturmaßnahmen üblicherweise auf die Schmelzqualität, Entgasung, Turbulenzreduzierung, Entlüftung, Angussgestaltung und – bei manchen Legierungen – die Kontrolle der Aufnahme gelöster Gase. Bei Schwindungsporosität liegt die Lösung in der Regel in der optimierten Speisung, der Kontrolle des Temperaturgradienten, dem Hot-Spot-Management, der Steigerstrategie und der Formgestaltung. Das klingt zwar einfach, doch genau hier verlieren viele Qualitätsprogramme Zeit: Es wird eine Porositätsart diagnostiziert, tatsächlich ist aber die andere vorhanden, und es wird die falsche Gegenmaßnahme angewendet.
Prozessspezifische Prävention
Beim Feinguss, Porositätsvermeidung Die Qualität der Gussform hängt auch von der Formwandqualität und der Disziplin im Gießraum ab. Das Formwandsystem muss einen ausreichenden Gasaustritt und ein stabiles Formverhalten während des Gießvorgangs gewährleisten. Die Informationsmaterialien des Investment Casting Institute zu Formwänden und Formfehlern verdeutlichen, dass Lufteinschlüsse in der Gießmasse, Formwanddurchlässigkeit und Probleme bei der Formvorbereitung keine voneinander unabhängigen Aufgaben sind; sie beeinflussen die Qualität des fertigen Gussteils.
Beim Druckgießen hängt die Vermeidung von Poren maßgeblich von der Prozessoptimierung ab. Füllmuster, Angussgestaltung, Schusssteuerung, Entlüftung, Temperaturregelung und Vakuumstrategie beeinflussen das Risiko. Die Schulungsstruktur der NADCA ist hier erneut hilfreich – nicht als Datentabelle, sondern als Beleg dafür, dass die Porenkontrolle beim Druckgießen untrennbar mit den Prozessparametern und der Gusskonstruktion verbunden ist.
Standards und Qualitätspläne: Worauf Käufer achten sollten
Käufer sollten nicht “Porositätsfreiheit” fordern, es sei denn, sie können genau definieren, was dies bedeutet – anhand von Prüfmethode und -ort. Ein besserer Ansatz ist es, den Abnahmeplan an die Funktion des Bauteils anzupassen. Die Sichtprüfung kann gegebenenfalls auf ASTM A802 oder MSS SP-55 basieren. Die radiografische Prüfung kann auf ASTM E446 für Stahl oder ASTM E155 für Aluminium und Magnesium beruhen. Oberflächenverbundene Porosität an kritischen bearbeiteten Flächen kann mittels Eindring- oder Magnetpulverprüfung nach ASTM E1417 oder ASTM E709 kontrolliert werden, wobei die Abnahmekriterien separat anzugeben sind.
Der praktische Vorteil dieses Ansatzes liegt darin, dass er den Prüfplan an das tatsächliche Risiko anpasst. Handelt es sich um ein rein kosmetisches Gehäuse, genügen unter Umständen visuelle Kriterien. Bei druckführenden oder ermüdungsempfindlichen Bauteilen sollten hingegen Volumen- und Oberflächenporosität entsprechend den kritischen Zonen bewertet werden. Käufer, die dies frühzeitig festlegen, vermeiden in der Regel die deutlich kostspieligere Diskussion, die entsteht, wenn durch die Bearbeitung eine Fehlstelle entsteht und im Vorfeld keine Einigung über deren Akzeptanz erzielt wurde.
Wo HDC zum Einsatz kommt, wenn das Porositätsrisiko eine Rolle spielt
Hier erweist sich ein Anbieter von Gießereilösungen mit integrierter Weiterverarbeitung als nützlicher als ein Lieferant, der lediglich Metall gießt. Durch seine Metallgussservice, HDC positioniert sich als Komplettanbieter für Gießereidienstleistungen über verschiedene Verfahrenswege hinweg. Feinguss-Service, Darüber hinaus bietet HDC ein Präzisionsgussverfahren für komplexe Bauteile. Für den Käufer ist entscheidend, dass HDC nicht bei der Rohlingsfertigung aufhört. Das Unternehmen bietet auch CNC-Bearbeitung an, die für viele porenempfindliche Bauteile unerlässlich ist, wenn Dichtflächen, Bohrungen, Gewinde und Montageflächen nicht im Gusszustand belassen werden können. HDCs Servicekonzept spiegelt diese praktische Realität wider: Die Geometrie wird effizient durch Gießen erzeugt, anschließend werden die Merkmale, die keine Restungenauigkeiten tolerieren, maschinell bearbeitet.
Fazit
Gussporosität ist kein einzelner Defekt und lässt sich nicht durch eine einzige Entscheidung beheben. Es handelt sich vielmehr um eine Gruppe von Hohlräumen, die durch Gaseinschlüsse, Schwindung oder eine Kombination aus beidem entstehen können. Die richtige Präventionsstrategie hängt davon ab, welcher Mechanismus tatsächlich vorliegt. Käufer erzielen bessere Ergebnisse, wenn sie Porosität als funktionales Risiko und nicht als allgemeinen Qualitätsbegriff betrachten. Die optimale Prozesswahl, die beste Prüfmethode und die beste Bearbeitungsstrategie hängen davon ab, wo sich die Poren befinden, warum sie entstanden sind und ob sie eine kritische Oberfläche durchdringen. Wenn diese Überlegungen frühzeitig in die Angebotsanfrage und die Qualitätsplanung einfließen, lässt sich Porosität wirtschaftlich deutlich einfacher handhaben – und das Risiko teurer Überraschungen im Nachhinein wird erheblich reduziert.






