La porosidad es una de las razones más comunes por las que una pieza fundida que parece aceptable al principio se vuelve costosa después. Puede aparecer como un defecto estético, pero con mayor frecuencia se convierte en un problema de mecanizado, un problema de fugas, un problema de fatiga o un problema de aceptación de calidad. Por eso los compradores no deben tratar porosidad de fundición No se trata de un problema exclusivo de la fundición. Es un problema de abastecimiento y selección de procesos. La clave es simple: no toda la porosidad es igual, no toda la porosidad tiene la misma importancia y no todos los procesos de fundición generan porosidad por las mismas razones.
Un comprador práctico debe considerar la porosidad en función de su función. Si la pieza está sometida a presión, sella contra una junta, soporta cargas de fatiga o se mecanizará en una pared delgada o un orificio crítico, la porosidad representa un riesgo comercial importante. Si la zona porosa se encuentra en un área estética no crítica y nunca llega a una interfaz mecanizada, el mismo defecto puede ser aceptable. La diferencia no es meramente teórica; es lo que determina si la pieza se puede usar, reparar, impregnar, mecanizar o desechar.
Qué es realmente la porosidad en la fundición.
La porosidad en las piezas fundidas es la presencia de huecos, poros o discontinuidades dentro o cerca de la superficie del metal. En la guía de interpretación radiográfica para piezas fundidas, la porosidad se describe por su apariencia y distribución en lugar de por un solo mecanismo, porque la porosidad puede estar aislada, agrupada, redondeada, irregular, alineada o distribuida a través de una región. Esa variación es importante porque morfología La forma del poro suele revelar su origen. Un poro liso y redondeado generalmente indica una formación relacionada con gases. La porosidad irregular o interdendrítica suele estar relacionada con la contracción durante la solidificación.
Esta es la primera distinción que un comprador debe entender. "Porosidad" no es un diagnóstico completo de la causa raíz. Es un nombre de familia. La siguiente pregunta útil siempre es: ¿es esto...? porosidad de gas, porosidad por contracción, ¿O se trata de una condición mixta que incluye ambas? La respuesta modifica el plan de corrección de la fundición, el método de inspección y la probabilidad de que el mismo defecto se repita en el siguiente lote.
Las dos principales familias de porosidad que importan comercialmente
Porosidad de gas frente a porosidad por contracción
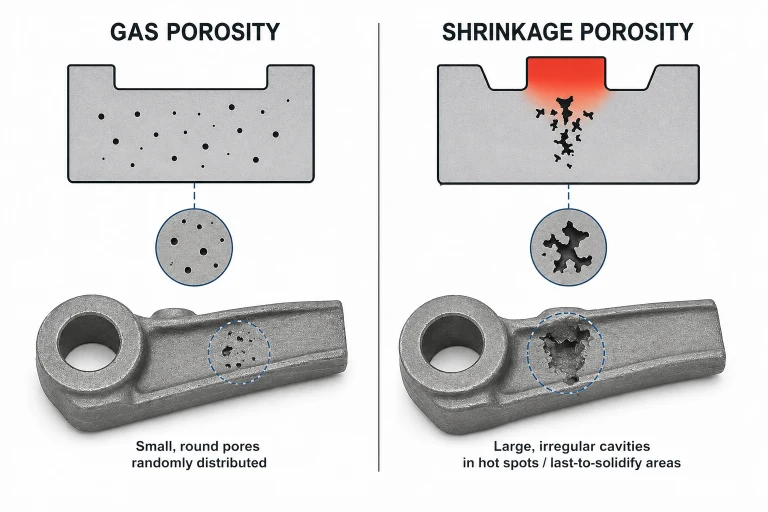
En términos de producción, la mayoría de las discusiones sobre porosidad se reducen a dos grupos: porosidad de gas y porosidad por contracción. La porosidad gaseosa se forma cuando el gas permanece disuelto o atrapado en el metal fundido y luego se libera o queda físicamente atrapado a medida que el metal se enfría y solidifica. La porosidad por contracción se forma cuando el metal se contrae durante la solidificación y no hay suficiente alimentación de líquido disponible para compensar esa pérdida de volumen. Una reciente revisión técnica del proceso HIP para piezas fundidas establece directamente esta distinción al separar la porosidad por contracción como un problema de solidificación-contracción y la porosidad gaseosa como un problema de solubilidad/enfriamiento.
La diferencia no es sutil en la práctica. La porosidad gaseosa suele producir indicaciones más suaves y redondeadas. La porosidad por contracción suele ser más irregular, interdendrítica o con forma de cavidad, dependiendo de la aleación y del patrón de solidificación local. Tanto la guía de fundición NDE como la guía práctica de fundición reflejan esta misma lógica. Si se confunde una con la otra, se tiende a corregir la variable equivocada. La desgasificación no resolverá un problema de alimentación por punto caliente. Las mazarotas más grandes no resolverán la absorción de hidrógeno en el aluminio fundido.
| Tipo de porosidad | Aspecto típico | Causa raíz habitual | Lo que más debería preocupar a los compradores |
| Porosidad de gas | poros más lisos, más redondos, aislados o agrupados | Gas disuelto, atrapamiento de aire, turbulencia, problemas de ventilación | fugas, rechazo estético, exposición de poros durante el mecanizado |
| Porosidad por contracción | irregular, interdendrítico, con forma de cavidad o esponjoso | Alimentación inadecuada durante la solidificación, puntos calientes, control térmico deficiente | Debilidad estructural, rotura por mecanizado, desecho en etapa avanzada |
Esa tabla es intencionadamente sencilla. El punto comercial es que tanto la porosidad por gas como la porosidad por contracción pueden denominarse "porosidad" en un informe, pero requieren estrategias de prevención diferentes y conllevan riesgos distintos una vez que comienza el mecanizado.
¿Por qué la porosidad difiere según la aleación?
Las aleaciones no se comportan de la misma manera durante la fundición, y eso influye directamente en el riesgo de porosidad.
El aluminio es el ejemplo más claro, ya que el hidrógeno es el principal gas de interés y su solubilidad varía considerablemente entre los estados líquido y sólido. Por ello, las piezas fundidas de aluminio se suelen analizar en términos de porosidad gaseosa y desgasificación. El módulo de formación de AFS sobre defectos del aluminio distingue específicamente la porosidad gaseosa de la porosidad por contracción como un problema recurrente de calidad en las piezas fundidas de aluminio.
Por el contrario, las fundiciones grafitosas se comportan de manera diferente, ya que la precipitación de grafito altera el equilibrio de solidificación y, a menudo, modifica el comportamiento de contracción en comparación con los aceros o las aleaciones de aluminio. Esto no significa que la fundición sea inmune a la porosidad, sino que los mecanismos de porosidad y las prioridades de prevención son diferentes. Lo mismo ocurre con las fundiciones de acero inoxidable y de alta aleación, donde la contracción y el comportamiento de alimentación interdendrítica suelen predominar debido a que el rango de solidificación y el comportamiento térmico generan diferentes riesgos de puntos calientes. Para los compradores, la conclusión es sencilla: la porosidad siempre debe analizarse en el contexto de la familia de aleaciones, y no como un defecto genérico.
¿Por qué la porosidad difiere según el proceso de fundición?
Los diferentes procesos de fundición crean diferentes riesgos de porosidad porque se llenan, solidifican y ventilan de manera diferente.
Fundición en arenaEl problema comercial más común suele ser la porosidad por contracción en secciones gruesas o zonas de alimentación deficiente, aunque también pueden aparecer defectos de gas si no se controla la humedad, el aglutinante o la ventilación.
Fundición a la cera perdida: Pueden producirse defectos tanto por contracción como por gases, pero la permeabilidad y la calidad de la cáscara, el sistema de alimentación y las condiciones de vertido influyen notablemente en la aparición de aire atrapado, reoxidación o limitaciones de alimentación en la pieza final. Los atlas de defectos y los documentos de procesos del Investment Casting Institute vinculan repetidamente el control de la cáscara y del proceso con la aparición de defectos, y la porosidad es uno de los defectos que varía en función de dichas variables.
Fundición a alta presión: La situación de la porosidad vuelve a cambiar. La presión ayuda a rellenar las secciones delgadas, pero las piezas fundidas siguen siendo muy sensibles al atrapamiento de aire, la congelación de la compuerta, el desequilibrio térmico y la variación de los parámetros del proceso. El catálogo de capacitación de NADCA refleja la importancia fundamental de la porosidad en el control del proceso de fundición, al tratar las causas de la porosidad, los parámetros de procesamiento y el diseño del producto como temas centrales de la capacitación, en lugar de casos excepcionales. Para los compradores, esto es una señal útil: si el proceso cuenta con capacitación y estándares específicos para el control de la porosidad, esta debe considerarse un problema de diseño y proceso desde la etapa de solicitud de cotización, y no solo un problema de inspección posterior a la llegada de las piezas.
Cómo la porosidad se convierte en un problema de mecanizado y de riesgo.
La porosidad se convierte en un problema comercial cuando afecta a una característica crítica. Un poro en una pared gruesa no funcional puede no tener consecuencias reales. Sin embargo, un poro creado por el mecanizado en una superficie de sellado, un puerto roscado o un asiento de cojinete es un asunto completamente distinto. Por ello, los compradores deberían dejar de preguntarse si una pieza fundida tiene porosidad y empezar a preguntarse si la porosidad es aceptable en una zona definida y según un estándar de inspección específico. La práctica en la industria aeroespacial y de sistemas de presión ha funcionado así durante décadas, ya que un requisito genérico de "pieza fundida en buen estado" no es suficiente para una aceptación significativa.
Esto también explica por qué algunos problemas de porosidad parecen aparecer tarde. La fundición puede haber producido una pieza que supera una inspección visual superficial. El taller de mecanizado corta entonces una zona crítica y expone un campo de poros que estaba oculto bajo la superficie. En ese momento, el coste de la pieza fundida ya no es el único coste en riesgo. Ahora entran en juego el tiempo de mecanizado, las herramientas, la planificación y los planes de montaje. Desde la perspectiva del comprador, esta es precisamente la razón por la que la selección del proceso y la planificación de la inspección deben ir de la mano.
Cómo se detecta la porosidad: métodos y normas de inspección
Inspección visual
La porosidad no se detecta mediante un método universal. Inspección visual Es el primer filtro, especialmente para la porosidad superficial abierta, superficies picadas y agrupaciones de poros evidentes. Para piezas fundidas de acero, la norma ASTM A802 proporciona el marco para la aceptación visual de la superficie e incluye específicamente la porosidad gaseosa entre las categorías de discontinuidad utilizadas en los niveles de aceptación. En piezas fundidas de acero relacionadas con tuberías, la norma MSS SP-55 cumple una función similar para la evaluación visual de irregularidades superficiales en válvulas, bridas, accesorios y componentes similares.
Pruebas radiográficas (RT)
Cuando se debe evaluar la porosidad por debajo de la superficie, radiografía La norma ASTM E446 proporciona radiografías de referencia estándar para piezas fundidas de acero, mientras que la ASTM E155 ofrece el marco equivalente de radiografías de referencia para piezas fundidas de aleaciones de aluminio y magnesio. Para los compradores, estas normas son importantes porque transforman la porosidad, de un argumento subjetivo a una base de comparación definida. Sin embargo, aún requieren un acuerdo entre comprador y proveedor sobre el nivel de severidad aceptable en cada área de la pieza.
Ensayos no destructivos de superficies: Ensayos con líquidos penetrantes y partículas magnéticas
Para la porosidad conectada superficialmente en caras mecanizadas o acabadas, ensayo de líquidos penetrantes suele ser útil, especialmente cuando la pieza no es ferromagnética o las áreas sospechosas son críticas para el sellado. La norma ASTM E1417 rige la práctica de las pruebas de penetración y se aplica a discontinuidades como la porosidad que están abiertas o conectadas a la superficie. En piezas fundidas ferromagnéticas, pruebas de partículas magnéticas La norma ASTM E709 también es una excelente opción para discontinuidades superficiales y cercanas a la superficie.
Cómo se previene la porosidad
Abordar la causa raíz correcta
Una buena prevención de la porosidad comienza por no mezclar los mecanismos. Si la pieza fundida sufre de porosidad gaseosa, las acciones correctivas suelen centrarse en la calidad del metal fundido, la desgasificación, la reducción de la turbulencia, la ventilación, el diseño de la compuerta y, en algunas aleaciones, el control de la absorción de gases disueltos. Si el problema es la porosidad por contracción, la solución suele ser la alimentación, el control del gradiente térmico, la gestión de puntos calientes, la estrategia de la mazarota y el diseño de la sección. Esto parece básico, pero es donde muchos programas de calidad pierden tiempo: se diagnostica un tipo de porosidad, cuando en realidad existe otro, y se aplica la contramedida incorrecta.
Prevención específica del proceso
En la fundición a la cera perdida, prevención de la porosidad También depende de la calidad del molde y de la disciplina en la sala de moldeo. El sistema de moldeo debe permitir una adecuada salida de gases y un comportamiento estable del molde durante el vertido. Los recursos del Investment Casting Institute sobre moldes y defectos dejan claro que la incorporación de aire en la lechada, la permeabilidad del molde y los problemas de preparación del mismo no son cuestiones de mantenimiento aisladas; afectan a la calidad final de la pieza fundida.
En la fundición a presión, la prevención de la porosidad depende en gran medida del ajuste del proceso. El patrón de llenado, el diseño de la compuerta, el control de la inyección, la ventilación, el control térmico y la estrategia de vacío influyen en el riesgo. La estructura de capacitación de NADCA vuelve a ser útil aquí, no como una tabla de datos, sino como evidencia de que el control de la porosidad en la fundición a presión es inseparable de los parámetros de procesamiento y del diseño de la pieza fundida.
Estándares y planes de calidad: qué deben solicitar los compradores
Los compradores no deben exigir la ausencia de porosidad a menos que estén preparados para definir qué significa esto, especificando el método y la ubicación. Un enfoque más adecuado consiste en vincular el plan de aceptación a la función de la pieza. La aceptación visual puede basarse en ASTM A802 o MSS SP-55, según corresponda. La aceptación radiográfica puede basarse en ASTM E446 para acero o ASTM E155 para aluminio y magnesio. La porosidad superficial en las caras mecanizadas críticas puede controlarse mediante métodos de penetración o partículas magnéticas según ASTM E1417 o ASTM E709, especificando los criterios de aceptación por separado.
La ventaja práctica de este enfoque radica en que alinea el plan de inspección con el riesgo real. Si la pieza es una carcasa estética, los estándares visuales pueden ser suficientes. Si se trata de una pieza sometida a presión o sensible a la fatiga, la porosidad volumétrica y superficial debe evaluarse según las zonas críticas. Los compradores que definen esto con anticipación suelen evitar el debate mucho más costoso que surge después de que el mecanizado abre una discontinuidad y nadie había acordado previamente si era aceptable.
Dónde encaja HDC cuando el riesgo de porosidad es importante
Aquí es donde un proveedor de soluciones de fundición con capacidad de acabado se vuelve más útil que un proveedor que solo vierte metal. A través de su servicio de fundicion de metales, HDC se posiciona como un proveedor integral de fundición en múltiples rutas de proceso. A través de su servicio de fundición de inversión, Además, ofrece un proceso de fundición de precisión para piezas complejas. Para el comprador, lo importante es que HDC no se limita a la pieza fundida. También ofrece acabado CNC, que es precisamente lo que requieren muchas piezas sensibles a la porosidad cuando las superficies de sellado, los orificios, las roscas y las referencias de montaje no pueden dejarse en su estado original de fundición. El posicionamiento de servicio de HDC refleja esta realidad práctica: utilizar la fundición para crear la geometría de forma eficiente y, posteriormente, mecanizar las características que no admiten incertidumbre residual.
Conclusión
La porosidad en la fundición no es un defecto único ni una sola decisión. Se trata de un conjunto de defectos que pueden deberse a la presencia de gas, contracción o una combinación de ambos, y el plan de prevención adecuado depende del mecanismo específico que esté presente. Los compradores obtienen mejores resultados cuando consideran la porosidad como un riesgo funcional, en lugar de un término genérico de calidad. La mejor opción de proceso, el mejor método de inspección y la mejor estrategia de mecanizado dependen de la ubicación de los poros, su origen y si intersectan una superficie crítica. Al integrar este enfoque en la solicitud de cotización y el plan de calidad desde el principio, la porosidad se gestiona comercialmente con mucha más facilidad y se reduce considerablemente la probabilidad de que se convierta en una costosa sorpresa posteriormente.






