Beim Gießen werden Kerne als innere Formen in eine Gussform eingesetzt, um während des Gießprozesses Hohlräume in Metallteilen zu erzeugen. Beim Eingießen des flüssigen Metalls in die Form verschließt der Kern bestimmte Bereiche, sodass innere Hohlräume, Löcher oder komplexe Kanäle entstehen. Nach dem Erstarren des Metalls wird der Kern entfernt oder aufgelöst, wodurch die gewünschte innere Form entsteht.
Die in Gussteilen verwendeten Kernarten variieren je nach Material und Anwendungszweck, beispielsweise Sandkerne, Keramikkerne und Kerne aus löslichem Wachs. Jede Form weist je nach Fertigungsanforderung und Branchenanwendung unterschiedliche Festigkeiten, Hitzebeständigkeiten und Präzisionen auf.
2. Was sind Kerne beim Gießen?
Kerne beim Gießen Es handelt sich um vorgeformte Einsätze, die in Gussformen eingesetzt werden, um innere Hohlräume in Metallgussteilen zu erzeugen.
Wenn geschmolzenes Metall in eine Form gegossen wird:
- Die Außenfläche wird durch die Formgebung erzeugt.
- Das Innere wird vom Kern gebildet.
Nach dem Abkühlen:
- Der Schimmel wird entfernt
- Das Innere wird entweder extrahiert oder eingeschmolzen.
Unterschied zwischen Form und Kern
| Besonderheit | Schimmel | Kern |
| Zweck | Formt die Außenfläche | Erzeugt innere Hohlteile |
| Position | Draußen | Innen |
| Material | Sand, Metall usw. | Sand, Keramik, Wachs, Harz usw. |
Man kann also die Gussformen als die äußere Form und die Kerne als die Schöpfer der inneren Form betrachten.
3. Funktionen der Kerne in Casting
Kerne sind nicht einfach nur “Füllmaterial”. Sie sind im Produktionsprozess von entscheidender Bedeutung.
1. Schaffung innerer Hohlräume
Tiefe und komplexe interne Kanäle lassen sich nicht ohne Weiteres bohren. Kernbohrungen lösen dieses Problem, indem sie die Kanäle direkt im Gussstück erzeugen.
2. Reduzierung der Bearbeitungsarbeit
Ohne Kerne müssten die Hersteller nach dem Gießen eine aufwendige Nachbearbeitung vornehmen, was kostspielig und zeitintensiv ist.
3. Verbesserung der Gestaltungsfreiheit
Komplexe Bauteile wie Motorblöcke, Turbinengehäuse und Pumpenkörper können von Ingenieuren konstruiert werden.
4. Materialeinsparung
Kerne minimieren den Abfall im Vergleich zum Gießen eines massiven Materialblocks und dessen späterer Entsorgung.
4. Klassifizierung von Kernen im Guss
Es gibt verschiedene Typen zu berücksichtigen, aber zuerst müssen Sie verstehen, wie Ingenieure Kerne kategorisieren:
Basierend auf der Nutzung
- Einwegkerne (abgenutzt)
- Wiederverwendbare Kerne (mehrfach verwendet)
Basierend auf Material
- Sandkerne
- Keramische Kerne
- Metallkerne
- Wachs-/lösliche Kerne
- Schalenkerne oder Harz.
Nun werden wir uns jeden Typ im Einzelnen ansehen.
5. Kernarten beim Gießen (Hauptteil)
5.1 Sandkerne im Gussverfahren
Die beliebteste Art von Sandkern in der Gießereiindustrie ist der Sandkern.

Material
- Quarzsand
- Bindemittel aus Ton oder Harz.
So funktionieren sie
Sand wird mit einem Bindemittel vermischt und zu einem Kern geformt. Nach dem Erhitzen oder Aushärten ist er hart genug, um beim Gießen seine Form zu behalten.
Vorteile
- Niedrige Kosten
- Einfach herzustellen
- Geeignet für große Teile
Einschränkungen
- Weniger genau als die High-End-Kerne.
- Ist leicht zu zerbrechen, wenn es hohem Druck ausgesetzt ist.
Reales Beispiel
Sandkerne werden auch häufig in Motorblöcken von Autos verwendet, um darin Kühlkanäle zu formen.
5.2 Keramische Kerne im Gussverfahren
Keramische Kerne kommen zum Einsatz, wenn hohe Genauigkeit und Hitzebeständigkeit erforderlich sind.
Material
- Aluminiumoxid
- Zirkonoxid
- Siliziumbasierte Keramiken
Warum Ingenieure Keramikkerne verwenden
Sie sind in der Lage, extrem hohen Temperaturen standzuhalten, ohne sich zu verformen.
Vorteile
- Ausgezeichnete Maßgenauigkeit
- Extrem hohe Temperaturleistung.
- Glatte Oberflächenbeschaffenheit
Einschränkungen
- Teuer
- Schwieriger herzustellen
Reales Beispiel
Die Turbinenschaufeln von Strahltriebwerken werden aufgrund der erforderlichen extrem feinen internen Kühlkanäle mit Keramikkernen hergestellt.
5.3 Metallkerne im Gussverfahren
Metallkerne bestehen aus Stahl oder Eisen und können wiederverwendet werden.
Material
- Gusseisen
- Stahllegierungen
So funktionieren sie
Die Metallkerne werden nicht zerstört, sondern nach dem Gießen herausgezogen.
Vorteile
- Äußerst langlebig
- Mehrfach wiederverwendbar
- Massenproduktionsfreundlich.
Einschränkungen
- Begrenzte Gestaltungsflexibilität
- Komplizierte Formulare sind schwer auszufüllen.
Reales Beispiel
Bei in Serie gefertigten Rohrverbindungsstücken sind typischerweise Metallkerne enthalten.
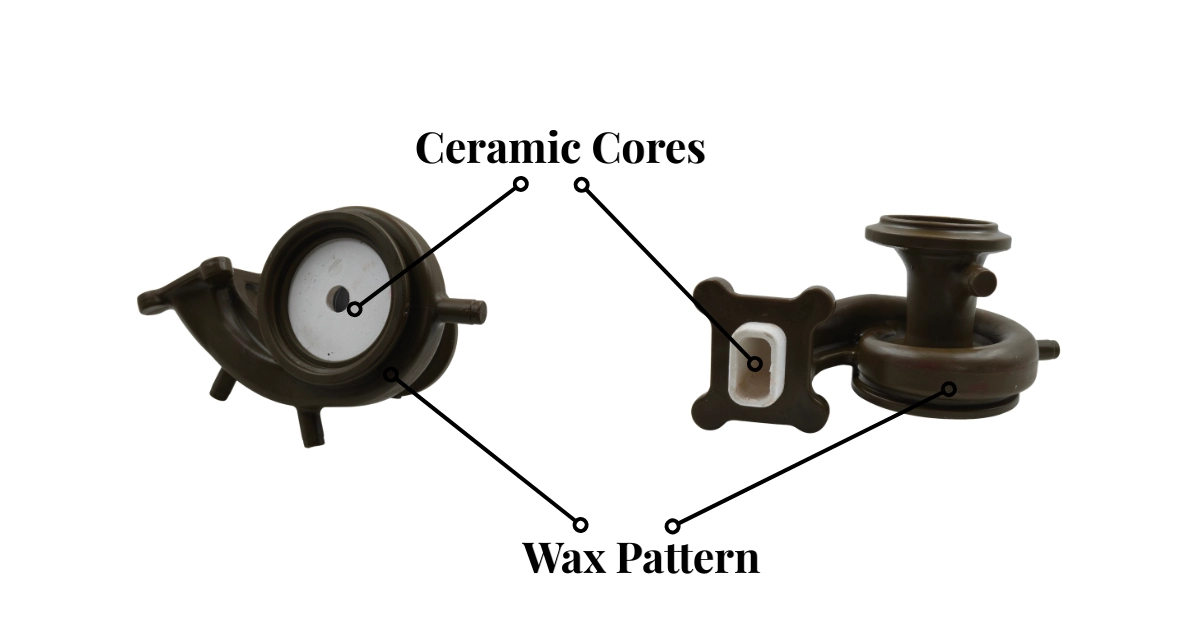
5.4 Lösliche Wachskerne beim Gießen
Dies ist eine der interessantesten Kernarten.
Material
- Verbindungen auf Wachsbasis
- lösliche Materialien auf Salzbasis
So funktionieren sie
Nach dem Gießen wird der Kern wie folgt entfernt:
- Schmelzen (Wachs)
- Auflösen in Wasser oder Chemikalien (Salzkerne)
Vorteile
- Ideal für aufwendige Innenformen.
- Mechanische Bekämpfung ist nicht erforderlich.
- Sehr glatte Innenflächen
Einschränkungen
- Begrenzte Stärke
- Wärmeempfindlich und wärmeverträglich.
Reales Beispiel
Komplexe interne Kanäle von medizinischen Implantaten und Luft- und Raumfahrtkomponenten werden mithilfe löslicher Kerne hergestellt.
5.5 Schalenkerne im Gussverfahren
Die Mantelkerne sind leicht, dünn und stark.
Material
- Harzbeschichteter Sand
So funktionieren sie
Mithilfe einer heißen Form wird eine dünne Schicht aus Sand und Harz erzeugt.
Vorteile
- Hohe Präzision
- Glatte Oberflächenbeschaffenheit
- Leichtbau-Kernstruktur
Einschränkungen
- Höhere Kosten als bei normalen Sandkernen
- Begrenzte Größenvielfalt
Reales Beispiel
Schalenkerne werden häufig in Automobilmotorenteilen wie Zylinderköpfen verwendet.
5.6 Harzgebunden / Ölsand Kerne
Diese Kerne werden mit chemischen Bindemitteln hergestellt, um sie widerstandsfähig zu machen.

Material
- Harzbindemittel
- Bindemittel auf Ölbasis
Vorteile
- Gute Stärke
- Einfache Zusammenfaltbarkeit nach dem Gießen.
- Präziser als einfache Sandkerne.
Einschränkungen
- Chemikalienhandhabung erforderlich
- Mittlere Kosten
Reales Beispiel
Harzkerne werden in Hydraulikkomponenten und mittelkomplexen Industrieteilen verwendet.
6. Materialunterschiede bei Gusskernen
Nun werden wir die Kernmaterialien übersichtlich vergleichen.
| Kerntyp | Hitzebeständigkeit | Genauigkeit | Kosten | Wiederverwendbarkeit |
| Sandkern | Medium | Medium | Niedrig | Nein |
| Keramikkern | Sehr hoch | Sehr hoch | Hoch | Nein |
| Metallkern | Hoch | Medium | Medium | Ja |
| Wachskern | Niedrig | Hoch | Medium | Nein |
| Kernschale | Medium | Hoch | Mittelhoch | Nein |
| Harzkern | Medium | Mittelhoch | Medium | Nein |
7. Herstellungsprozess von Kernen beim Gießen
Lassen Sie uns Schritt für Schritt verstehen, wie Kerne hergestellt werden.
Schritt 1: Materialvorbereitung
Bindemittel werden zur Herstellung von Sand, Keramikpulver oder Harz verwendet.
Schritt 2: Formen
Eine Kernform oder Schablone dient dazu, die Mischung in Form zu bringen.
Schritt 3: Härten
- Backen
- Chemische Härtung
- Heizung
Schritt 4: Inspektion
Festigkeit und Maßgenauigkeit werden von Ingenieuren überprüft.
Schritt 5: Montage
Das Metall wird gegossen, nachdem der Kern in die Form eingelegt wurde.
8. Kernentfernungstechniken beim Gießen
Die Kerne sollten nach dem Gießen entfernt werden.
1. Mechanische Entfernung
Das Aufbrechen von Sandkernen durch Vibration oder andere Werkzeuge.
2. Thermische Entfernung
Schmelzen oder Verbrennen von Kernen aus Wachs.
3. Chemische Entfernung
Löslichkeit: Lösliche Kerne werden in Wasser oder Chemikalien gelöst.
Beide Techniken basieren auf dem Grundmaterial.
9. Anwendungen von Kernen in der Gießereiindustrie
Nahezu alle Schwermaschinenbauindustrien verwenden Kerne.
Automobilindustrie
- Motorblöcke
- Zylinderköpfe
- Getriebeteile
Luft-und Raumfahrtindustrie
- Turbinenschaufeln
- Kühlkanäle
Schwere Maschinerie
- Pumps
- Ventilkörper
- Hydraulische Systeme
Industrielle Ausrüstung
- Kompressoren
- Getriebegehäuse
10. Vorteile der Verwendung von Kernen beim Gießen
Die Verwendung von Kernen bietet zahlreiche Vorteile:
- Es ist möglich, komplexe Innenformen zu erzeugen.
- Weniger Nachbearbeitung erforderlich
- Reduzierung der Produktionskosten bei der Massenproduktion.
- Erhöhte Produktfestigkeit und -leistung.
- Erhöhte Gestaltungsfreiheit für Ingenieure.
11. Einschränkungen von Kernen beim Gießen
Obwohl Kerne praktisch sind, haben auch sie ihre Tücken:
- Zerbrechlichkeit beim Umgang
- Hohe Kosten für fortschrittliche Kerne
- Manche Designs lassen sich möglicherweise nur schwer entfernen.
- Qualität hängt von der Produktionsgenauigkeit ab.
12. Neueste Innovationen bei Kernen im Gießverfahren
Die Gießtechnik verbessert sich rasant.
1. 3D-Druck Kerne
Sandkerne werden heute von Ingenieuren direkt mit 3D-Druckern gedruckt. Dies ermöglicht die Herstellung extrem komplexer Formen.
2. Umweltfreundliche Bindemittel
Neue Bindemittel minimieren schädliche Emissionen beim Gießen.
3. Hochleistungskeramik-Verbundwerkstoffe
Hitzebeständiger und robuster als herkömmliche Keramik.
4. Automatisierung
Roboter werden zur Unterstützung der Kernproduktion eingesetzt, um Genauigkeit und Schnelligkeit zu gewährleisten.
13. Schlussfolgerung
Einer der wichtigsten Aspekte moderner Fertigungstechniken sind Kerne beim Guss. Ohne sie wäre es praktisch unmöglich, komplexe Innenformen in den Metallbauteilen herzustellen.
Sie haben nun gelernt, wie verschiedene Kernarten verwendet werden, wie sie hergestellt werden und wo sie in realen Branchen wie der Automobil-, Luft- und Raumfahrt- sowie der Maschinenbauindustrie eingesetzt werden.
Bei HDC Manufacturing verwenden wir fortschrittliche Gießtechnologien und Präzisionskernsysteme zur Herstellung hochwertiger Industriekomponenten. Wir legen stets Wert auf Langlebigkeit, Genauigkeit und Kosteneffizienz, damit Sie zuverlässige Lösungen für Ihre Projekte erhalten.
Falls Sie professionelle Beratung, spezielle Anfertigungen oder Premium-Gussteile, Sie können kontaktiere uns Heute. Unser Team unterstützt Sie gerne bei der Auswahl des geeigneten Gießverfahrens und Kerntyps, der Ihren Bedürfnissen am besten entspricht und Ihnen hilft, Ihre Produktionsziele vollständig zu erreichen.
Häufig gestellte Fragen: Kerne im Gussverfahren
1. Wozu dienen Kerne beim Gießen?
Hohle oder innere Formen, die beim Metallguss entstehen, werden mithilfe von Kernen hergestellt.
2. Welches ist das gebräuchlichste Kernmaterial beim Gießen?
Am häufigsten werden Sandkerne verwendet, da diese kostengünstig und einfach herzustellen sind.
3. Warum werden in der Luft- und Raumfahrt Keramikkerne verwendet?
Aufgrund ihrer sehr hohen Temperatur und ihrer Fähigkeit, präzise innere Formen zu gewährleisten.
4. Können die Kerne beim Gießen wiederverwendet werden?
Metallkerne sind die einzigen wiederverwendbaren Kerne. Die übrigen sind größtenteils Einwegkerne.
5. Was ist ein löslicher Kern beim Gießen?
Als Ausgangsmaterial dient Wachs oder Salz, um einen löslichen Kern zu erzeugen, der durch Schmelzen oder Auflösen entfernt wird.
6. Welcher Kern eignet sich am besten für komplexe Formen?
Komplexe innere Geometrien lassen sich am besten mit Keramik- und löslichen Wachskernen realisieren.
7. Welche Branchen verwenden Gusskerne am häufigsten?
Sie finden breite Anwendung in der Automobil-, Luft- und Raumfahrt-, Schwermaschinen- und Industrieanlagenindustrie.
8. Welche Zukunft haben Kerne beim Gießen?
Die Zukunft des Kerngießens wird durch 3D-Druck und umweltfreundliche Materialien bestimmt.