Heat treatment of steel is one of the most important decisions behind the final performance of a part. It affects hardness, strength, toughness, wear resistance, dimensional stability, machinability, and fatigue behavior. For a buyer, that means the steel grade alone is never the full story. Two parts made from the same steel can perform very differently if the heat treatment route is different. This is why technical sourcing should treat heat treatment as part of the manufacturing plan, not as a late-stage add-on. Broad technical references from ASM and NIST both frame steel heat treatment exactly that way: a controlled sequence of heating, holding, and cooling used to obtain a target structure and target properties.
What Heat Treatment of Steel Actually Means
In practical terms, heat treatment is the controlled heating and cooling of steel to change its microstructure and therefore its properties. The goals may be very different from one part to another. One buyer may need higher hardness and wear resistance. Another may need better toughness. Another may simply need lower residual stress so a machined part stays stable. Educational and handbook sources describe the same core purpose: heat treatment is used to obtain a desired microstructure and thereby a desired combination of mechanical or physical properties.
This is the first buying principle that matters: heat treatment is not one process. It is a family of processes, and the “right” process depends on what the part is expected to do in service. Asking for “heat treated steel” without defining the property target is usually not enough.

Why Buyers Should Care beyond Hardness Alone
Hardness is often the first number people ask for, but it is only one part of the heat-treatment story. NIST’s classic reference on heat treatment of iron and steel shows clearly that as-quenched martensitic steels can be very hard but also brittle, and that tempering reduces hardness while increasing toughness. In other words, a harder part is not automatically a better part. If the component sees impact, bending, cyclic load, or stress concentration, toughness and residual stress matter just as much as hardness.
This is where many buying mistakes begin. A buyer may specify the highest hardness they think is safe, only to create cracking risk, grinding difficulty, distortion, or reduced fatigue life. The better question is not “how hard can we make it?” but “what hardness and structure are appropriate for the job?”
The Main Heat Treatment Routes Used for Steel
Most steel parts are sourced around a small set of mainstream heat treatment routes. ASM’s overview of steel heat treatment groups the core processes as stress relieving, annealing, normalizing, quenching, tempering, martempering, austempering, and age hardening where relevant. In day-to-day industrial buying, however, the most common decisions usually come down to annealing, normalizing, quench-and-temper, and surface-hardening routes such as carburizing or nitriding.
Annealing is mainly used when the buyer needs softer steel, better machinability, more ductility, or relief of internal stresses before downstream work. Normalizing is commonly used when the goal is a more uniform grain structure and a moderate increase in strength compared with annealed condition. Quenching and tempering is the classic route when the part needs a strong combination of hardness and toughness. Surface-hardening routes are selected when the buyer wants a hard wear-resistant case but does not want the entire section to be fully hard and brittle. The technical differences between these routes are not academic details; they directly change cost, distortion risk, machinability, and service performance.
| Heat treatment route | What it is usually chosen for | What buyers should watch closely |
| Glühen | Better machinability, softer condition, stress relief | Final strength may be much lower than normalized or quenched/tempered condition |
| Normalisierung | Grain refinement, more uniform structure, moderate strength increase | Still not a substitute for quench-and-temper when high hardness or fatigue strength is needed |
| Abschrecken und Anlassen | High strength with controlled toughness | Distortion, cracking, tempering response, and section-size effects |
| Case hardening (for example carburizing or nitriding) | Hard surface with tougher core | Case depth, core hardness, and whether critical surfaces will be machined before or after treatment |
| Stress relieving | Dimensional stability and residual-stress reduction | Does not replace full hardening when mechanical performance is the real requirement |
The table is useful because it shows that heat treatment should be specified by outcome, not by habit. The “right” route depends on whether the buyer is trying to improve machinability, bulk strength, surface wear, or stability.
What Controls the Final Result
The final result depends on much more than furnace temperature. Steel composition matters, but so does hardenability, section size, quench severity, and how the part is fixtured and cooled. ASTM A255 exists because hardenability is not the same thing as hardness. Hardenability is the depth to which a steel will harden when quenched, and the standard Jominy end-quench test is used specifically to measure that response. This matters for buyers because a steel that looks acceptable on a material list may still fail to harden deeply enough in a thick section.
Section size is especially important in real purchasing. A thin pin and a thick hub made from the same steel do not respond identically. The thicker section cools more slowly, so the final hardness and structure can be very different unless the steel has enough hardenability for that geometry. This is one of the most common reasons buyers see “same material, different results” across part families.
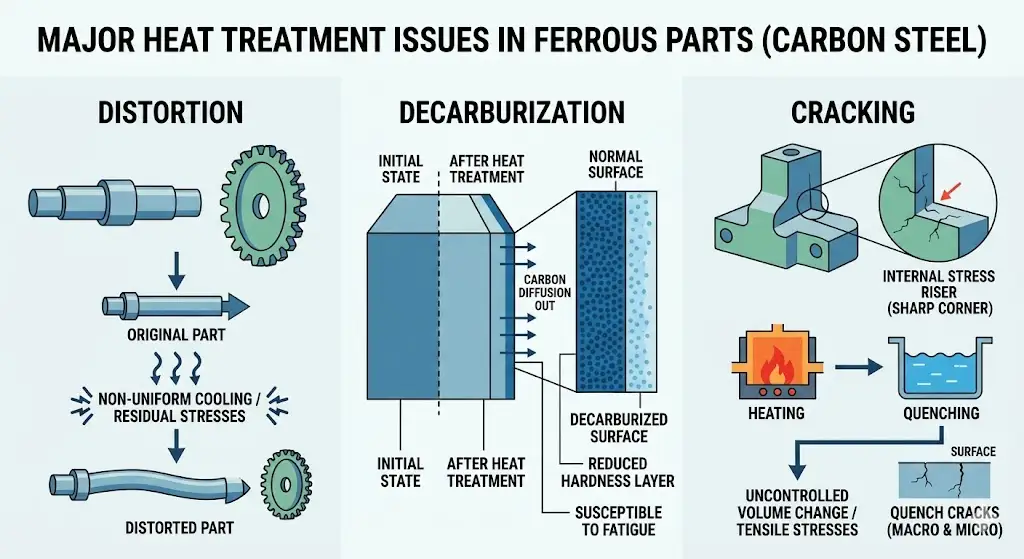
Distortion, Decarburization, and Cracking: The Issues That Change Cost
From a buyer’s point of view, the most expensive heat-treatment problems are not usually furnace failures. They are distortion, surface condition problems, and cracking. NIST’s monograph specifically notes the risk of decarburized surface layers that do not respond to hardening the same way as the bulk material. That is a direct commercial issue because a surface-hardened or through-hardened part with decarb can show unexpectedly low hardness exactly where wear resistance was required.
Distortion is the other major cost driver. The same thermal shock and phase transformation that increase hardness can also move the part. That means heat treatment cannot be planned separately from machining. If a part has tight datums, critical bores, or sealing faces, the buyer should expect some combination of rough machining before heat treatment and finish machining or grinding afterward. Trying to hold all final tolerances directly through a severe hardening cycle is often the wrong commercial decision.
When Case Hardening Is Better than through Hardening
Many buyers default to through hardening when they hear “wear-resistant steel,” but that is often too simplistic. If the part needs a hard surface and a tougher core, case hardening is usually the more appropriate route. The academic and handbook sources in this area consistently separate surface-hardening processes from bulk hardening for that reason. Case carburizing, nitriding, carbonitriding, induction hardening, and flame hardening are not interchangeable, but they all exist because many steel parts need a hard case without making the whole cross section equally hard.
For a buyer, this means the RFQ should not just ask for hardness. It should also ask whether the hardness is required at the surface, at a certain depth, or through the section. That one clarification often changes the recommended steel grade and the heat treatment route.
What to Specify When Buying Heat-Treated Steel Parts
The most useful specification is not “heat treat to required hardness.” A better specification defines the steel grade, the heat treatment route, the required hardness range, and where that hardness matters. If case hardening is used, the buyer should define case depth and core expectations. If distortion-sensitive features exist, the drawing and RFQ should make it clear which features will be finish-machined after heat treatment. If toughness matters, impact or mechanical-property requirements may need to be added rather than relying on hardness alone.
This is also where process-capable suppliers create value. At HDC, heat treatment is treated as part of the full route, not as an isolated operation. The company’s Metallschmiedeservice explicitly presents annealing, normalizing, quenching, and tempering as integrated options, and that matters because forged or cast steel parts often need their heat-treatment plan coordinated with CNC finishing rather than handled independently. HDC’s own heat-treatment guidance follows the same practical logic: the best outcome comes when material choice, forming route, heat treatment, and finishing are aligned.
A Buyer’s Shortcut for Making the Decision
If the part is primarily about machinability or stress relief before further work, annealing is usually the right discussion. If the part needs moderate strength and more uniform structure, normalizing is often the right baseline. If the part must carry serious load and still resist wear, quench-and-temper is often the relevant route. If the part needs wear resistance at the surface without losing a tougher core, case hardening is usually the better conversation. That is not a metallurgical simplification. It is the commercial logic behind most steel-part sourcing decisions.
Häufig gestellte Fragen
Should I specify hardness or heat treatment method?
Usually both. Hardness tells the supplier the target result, but the heat treatment method tells them how that result should be achieved. The same hardness number can come from different microstructures, and those structures do not always perform the same way in service.
Why do two suppliers give different results on the same steel grade?
Because section size, hardenability, quench severity, tempering practice, and surface condition all influence the final structure. ASTM A255 exists precisely because steels with similar composition can still differ in hardenability response.
When should machining be done before or after heat treatment?
It depends on the feature. Rough machining is often done before heat treatment to create the blank and reduce mass. Finish machining or grinding is often done afterward on critical faces, bores, and datums if distortion or final hardness would otherwise make the part unreliable.
Is higher hardness always better?
No. NIST’s data on tempered martensite makes the tradeoff clear: higher tempering temperatures reduce hardness but increase toughness. The right hardness is the one that matches the service condition, not the highest number available.
Fazit
Heat treatment of steel is not just a metallurgical topic. It is a buying decision that changes how a part machines, how it wears, how it resists fatigue, and how stable it stays after finishing. The best route depends on what the part must do: soften for machining, strengthen for load, harden at the surface for wear, or stay stable through assembly and service. Buyers make better decisions when they specify heat treatment by function, not by vague habit. And when the steel part also needs forging, casting, or CNC finishing, the best commercial outcome usually comes from treating heat treatment as part of the full manufacturing route, not as a separate afterthought.