“Sphäroguss” ist einer dieser Werkstoffe, der überall auftaucht – in Automobilteilen, Pumpen und Ventilen, Baumaschinen und sogar Druckrohren –, doch viele Käufer behandeln ihn immer noch wie “einfach nur Gusseisen”. Das ist er nicht. Sphäroguss (auch als … bezeichnet) duktiles Gusseisen oder Sphäroguss) wird gewählt, wenn man die Gießbarkeit und die Kostenvorteile von Eisengussteilen nutzen möchte, das Bauteil sich aber auch eher wie ein zäher technischer Werkstoff verhalten soll: bessere Schlagfestigkeit, bessere Dauerfestigkeit und echte Duktilität anstelle von Sprödbruch.
Wenn Sie Gussteile beschaffen, die bearbeitet werden sollen, ist Sphäroguss besonders geeignet, da er einen festen, formstabilen Rohling in Endform liefert, der sich anschließend sauber zu funktionalen Oberflächen wie Bohrungen, Lagersitzen, Gewinden und Dichtflächen bearbeiten lässt – ohne die Unberechenbarkeit, die man bei minderwertigem Gussmaterial beobachten kann.
Dieser Artikel ist praxisorientiert: Was ist Sphäroguss, wie unterscheidet er sich von Grauguss und Stahl, wie werden typischerweise die Güteklassen ausgewählt, wie fühlt sich die Bearbeitung an, häufige Fallstricke und was muss spezifiziert werden, um konsistente Ergebnisse zu erzielen?.
Was ist Kugelgraphitguss?
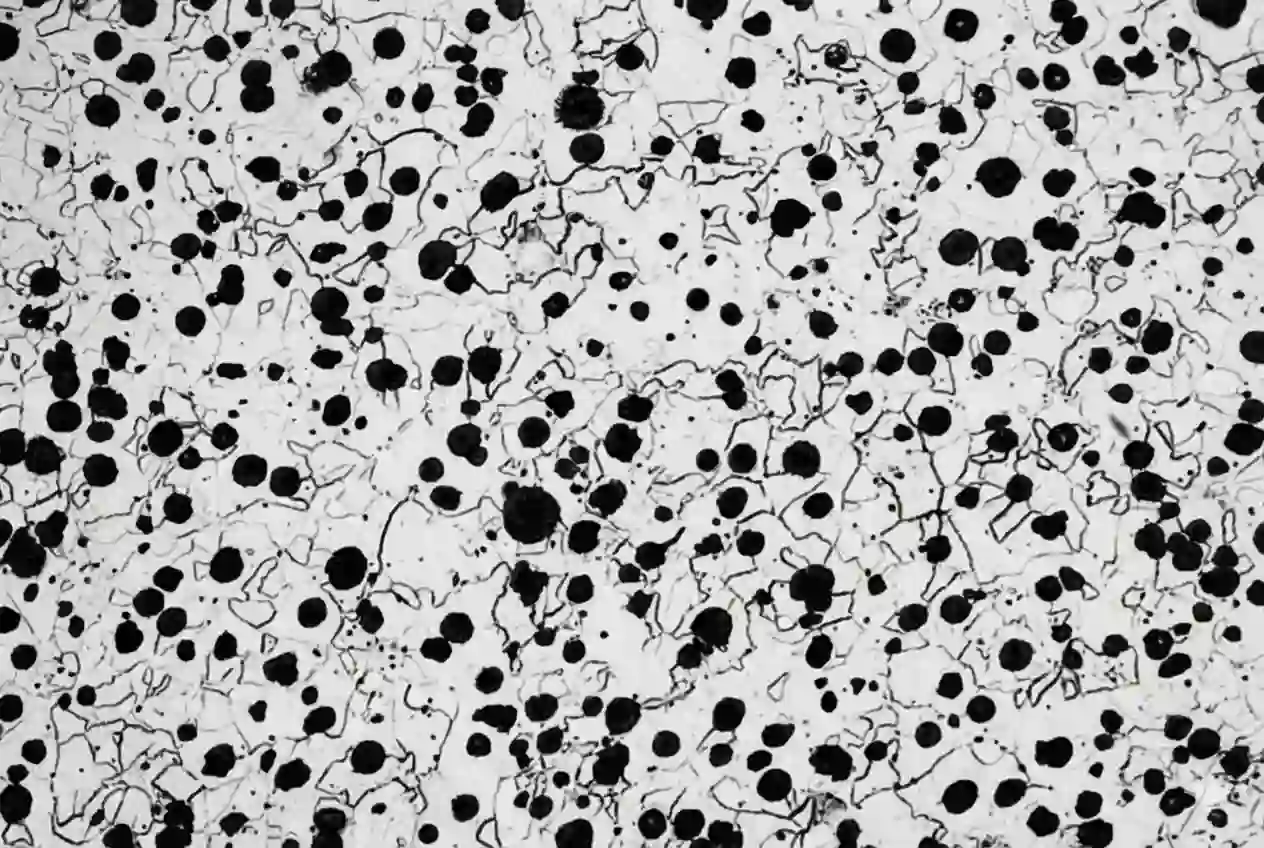
Sphäroguss ist ein Gusseisen, bei dem sich der Graphit bildet als kleine kugelförmige Knötchen Anstelle von Flocken. Diese eine Änderung der Mikrostruktur ist entscheidend. Flockengraphit (typisch für Grauguss) wirkt wie innere Risse, weshalb Grauguss zwar gut dämpft und bearbeitbar, aber nur begrenzt duktil ist. Kugelgraphit hingegen unterbricht Risse, anstatt sie zu fördern. Daher lässt sich Gusseisen mit Kugelgraphit stärker biegen, kann mehr Energie absorbieren und hält zyklischer Belastung besser stand.
Im Alltag spricht man oft von Sphäroguss, wenn Grauguss “fast ausreichend” ist, man aber zusätzliche Zähigkeit und Zuverlässigkeit wünscht, ohne gleich zu einem vollständig bearbeiteten Stahlteil überzugehen.
Sphäroguss vs. Grauguss vs. Stahl: Die praktischen Unterschiede
Wenn Sie sich zwischen verschiedenen Materialien entscheiden müssen, ist es hilfreich, zu vergleichen, was Sie in Bezug auf Leistung und Verarbeitung tatsächlich spüren werden.
Im Vergleich zu Grauguss, Sphäroguss ist in der Regel die bessere Wahl, wenn das Bauteil Stößen, Schlägen oder Ermüdungsbelastungen ausgesetzt ist – beispielsweise bei Fahrwerksteilen, dynamisch beanspruchten Halterungen, Gehäusen mit Schrauben, die Lastwechseln ausgesetzt sind, oder Bauteilen, die starker Beanspruchung standhalten müssen, ohne zu reißen. Grauguss bietet nach wie vor hervorragende Schwingungsdämpfung und ist eine ausgezeichnete Wahl für Maschinengestelle oder Gehäuse, bei denen die Dämpfung der Hauptgrund für die Verwendung von Gusseisen ist.
Im Vergleich zu Stahl, Sphäroguss wird häufig gewählt, wenn es auf die Komplexität des Gussverfahrens ankommt und eine möglichst endkonturnahe Geometrie ohne aufwändige Bearbeitung gewünscht ist. Stahl ist nach wie vor die erste Wahl, wenn höchste Duktilität und Zähigkeit erforderlich sind oder wenn strenge Anforderungen bestehen, die ein bestimmtes Gussverfahren nicht erfüllen kann. In vielen realen Bauteilen bietet Sphäroguss jedoch optimale Bedingungen: Er ist gießbar, ausreichend fest, zäh und in der Regel kostengünstig.
Ressourcen: Wissenschaft direkt
Wo Kugelgraphit-Eisen üblicherweise verwendet wird
Sphäroguss findet sich häufig in Bauteilen, die sowohl Festigkeit als auch gute Gießbarkeit erfordern: Achsschenkel und Halterungen für Kraftfahrzeuge, Differential- und Getriebegehäuse, Kurbelwellen in bestimmten Konstruktionen, Komponenten für schwere Maschinen, Pumpen- und Ventilgehäuse, Rohrverbindungsstücke sowie Teile, deren Gewindeanschlüsse oder Dichtungsflächen dauerhaft beständig sein müssen. Auch in Anwendungen, bei denen Gewicht und Steifigkeit entscheidend sind und ein formstabiles Gussteil nach der Bearbeitung benötigt wird, ist Sphäroguss weit verbreitet.
Eine hilfreiche gedankliche Abkürzung ist: Wenn das Teil gegossen wird und die Konstruktion davon ausgeht, dass es realer mechanischer Beanspruchung standhält, steht Sphäroguss oft ganz oben auf der Liste.
Wie die Auswahl von Gusseisensorten mit Kugelgraphit üblicherweise erfolgt
Sphäroguss wird üblicherweise nach Güteklassen spezifiziert, die die mechanischen Eigenschaften widerspiegeln. In der Praxis werden die Güteklassen anhand der Anforderungen an das Bauteil ausgewählt, nicht nach dem Prinzip “die höchste Zahl ist die beste”.”
Wenn Ihnen am wichtigsten ist Duktilität und Bearbeitbarkeit, In der Regel greift man dann eher zu einem duktileren, weicheren Gusseisen mit Kugelgraphit (oft mit einer stärker ferritischen Matrix). Diese Werkstoffe sind beliebt für druckführende Teile, Gehäuse und Komponenten, bei denen eine stabile Bearbeitung und gute Zähigkeit gefragt sind.
Wenn Ihnen mehr wichtig ist als Festigkeit und Verschleißfestigkeit, Man greift dann oft zu hochfestem Sphäroguss (häufig mit perlitischerer Struktur). Dieser eignet sich gut für Teile, die höheren Belastungen ausgesetzt sind oder stärkerem Verschleiß unterliegen, ist aber etwas schwieriger zu bearbeiten und erfordert unter Umständen eine präzisere Steuerung, um Chargenschwankungen zu vermeiden.
Es gibt auch wärmebehandelte Ausführungen, darunter ADI (austemperiertes duktiles Gusseisen), ADI wird eingesetzt, wenn eine Verbesserung des Festigkeits-Gewichts-Verhältnisses und der Dauerfestigkeit angestrebt wird. ADI kann für die richtige Anwendung hervorragend geeignet sein, ist aber in der Regel nicht die erste Wahl, es sei denn, Ihre Konstruktion profitiert eindeutig davon, da es die Prozesskomplexität erhöht und eine intensivere Wärmebehandlung erfordert.
Der praktischste Rat: Wählen Sie die Güteklasse anhand der Kombination aus Belastungsfall, Bearbeitungsanforderungen und Risikotoleranz, nicht nach einer allgemeinen Präferenz.
Sphäroguss und Bearbeitung: Was Sie erwartet
Sphäroguss lässt sich im Allgemeinen gut bearbeiten, aber wie gut, hängt von der Güte, dem Mikrogefüge und der Gießereikonsistenz ab.
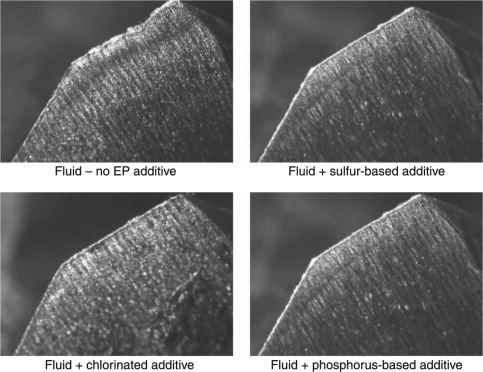
Bei der spanenden Bearbeitung fällt auf, dass sich Gusseisen mit Kugelgraphit im Vergleich zu Grauguss “kontinuierlicher” anfühlt. Grauguss neigt eher zum Spanbruch und ist daher etwas nachgiebiger. Gusseisen mit Kugelgraphit kann je nach Sorte und Struktur kontinuierlichere Späne erzeugen, weshalb Spankontrolle und Werkzeugstrategie eine größere Rolle spielen. Der Werkzeugverschleiß ist in der Regel gut beherrschbar, kann sich aber deutlich verändern, wenn das Gussteil lokale Härtestellen (Karbide), Einschlüsse oder durch Prozessabweichungen bedingte Härteunterschiede aufweist.
Aus Qualitäts- und Kostensicht ergeben sich die größten Vorteile bei der Bearbeitung durch gleichbleibende Ergebnisse. Bei einem stabilen Gießprozess ermöglicht die Verwendung von Sphäroguss präzisere Ergebnisse mit weniger Überraschungen – insbesondere bei Bohrungen, Gewinden und Dichtflächen. Ein instabiler Prozess hingegen äußert sich in schwankender Werkzeugstandzeit, ungleichmäßigen Oberflächen oder unerwarteten Härteabweichungen, die konservative Schnittparameter erfordern.
Wenn Ihr Lieferant das Teil auch nachbearbeitet, ist das beste Ergebnis in der Regel ein abgestimmtes Vorgehen: Die Gussmethode und die Güteklasse werden so gewählt, dass die Bearbeitungstoleranzen angemessen bleiben und kritische Funktionsbereiche vor Fehlerrisiken geschützt werden.
Häufige Probleme bei Gusseisenteilen mit Kugelgraphit (die Käufern tatsächlich auffallen)
Die meisten Probleme der Käufer zeigen sich auf eine von drei Arten: Defekte, die nach der Bearbeitung auftreten, ungleichmäßige Härte oder Verzerrungen, die zu einer Verschiebung der Bezugspunkte führen.
Ein häufiges Problem ist Porosität oder durch Schrumpfung bedingte Hohlräume die erst sichtbar werden, wenn die Bearbeitung sie öffnet. Ein weiteres Beispiel ist Einschlüsse die Werkzeuge beschädigen oder zu Lochfraß und schlechter Oberflächenbeschaffenheit führen. Sie können auch sehen harte Stellen verursacht durch Karbide oder lokale Mikrostrukturveränderungen, die den Werkzeugverschleiß drastisch erhöhen und zu ungleichmäßiger Oberflächenbearbeitung führen können.
Es gibt auch spezifischere Mängel bei der Prozesskontrolle von Gusseisen mit Kugelgraphit, wie z. B. unzureichende Kugelgraphitbildung oder Schwankungen in der Graphitstruktur. Man muss kein Metallurg sein, um damit umzugehen – es genügt zu wissen, dass die Qualität von Gusseisen mit Kugelgraphit von einer gleichbleibenden Schmelzebehandlung und Impfung abhängt und dass die Ergebnisse chargenübergreifend stabil sein sollten, wenn der Lieferant die Prozesse gut kontrolliert.
Was Sie angeben müssen, um vorhersehbare Ergebnisse mit Sphärogussteilen zu erzielen

Wenn Sie Überraschungen vermeiden möchten, ist es entscheidend, genau festzulegen, was für die Funktion und die Bearbeitung Ihres Bauteils wichtig ist.
Beginnen Sie mit einer klaren Aussage Kugelgraphit/duktiles Eisen und die Notensystem Dann einigen Sie sich darauf, was kritisch ist: Welche Oberflächen müssen maschinell gereinigt werden, welche Bereiche müssen einwandfrei sein (insbesondere Dichtflächen, Druckzonen und Gewindeanschlüsse), und wie ist die zulässige Vorgehensweise bei Reparaturen, falls solche zulässig sind?.
Wenn die Härtekonstanz für die Bearbeitung oder den Verschleiß von Bedeutung ist, fordern Sie eine Härteanforderung Das Ihren Anforderungen entspricht. Wenn das Teil druckbeaufschlagt oder ermüdungsempfindlich ist, richten Sie es frühzeitig aus. Inspektionsansatz und wo immer es angebracht ist, damit Sie keine internen Probleme entdecken, nachdem bereits Wertschöpfung durch die Bearbeitung erzielt wurde.
Machen Sie auch deutlich, was ist wie besetzt gegen bearbeitet. Diese eine Unterscheidung bestimmt die Bearbeitungszugabe, die Vorrichtungsstrategie und die realistischen Toleranzerwartungen.
Kostentreiber für Teile aus Sphäroguss
Die Kosten eines Bauteils aus Sphäroguss hängen in der Regel von der Geometrie, dem Werkzeugeinsatz, der Werkstoffauswahl, dem Prüfstandard und dem erforderlichen Nachbearbeitungsaufwand ab. Hochwertigere Werkstoffe und wärmebehandelte Varianten können die Kosten aufgrund des höheren Kontrollaufwands erhöhen. Wichtig ist jedoch die Betrachtung der Gesamtkosten: Ein Werkstoff, der sich gleichmäßig bearbeiten lässt und das Ausschussrisiko reduziert, kann insgesamt günstiger sein als ein vermeintlich “billigerer” Werkstoff, der Nacharbeit und Werkzeugverschleiß verursacht.
Wenn Sie Angebote vergleichen, vergleichen Sie die gesamten Kosten der gelieferten Teile: Guss + Bearbeitung + Endbearbeitung + Prüfung + Ausschuss. Sphäroguss ist oft die bessere Wahl, wenn er die Bearbeitungszeit verkürzt, ohne die Zuverlässigkeit zu beeinträchtigen.
Häufig gestellte Fragen: Kugelgraphit
Ist Gusseisen mit Kugelgraphit dasselbe wie Gusseisen mit Kugelgraphit?
Ja. Die Begriffe “Kugelförmiger Gusseisen”, “Duktiler Gusseisen” und “SG-Eisen” werden häufig synonym für dieselbe Werkstofffamilie verwendet – Gusseisen mit Graphit in Kugelform.
Wann sollte ich Sphäroguss anstelle von Grauguss wählen?
Wählen Sie Sphäroguss, wenn das Bauteil Stoß-, Schlag- oder Ermüdungsbelastungen ausgesetzt ist oder wenn Sie eine höhere Duktilität und Zähigkeit benötigen. Grauguss kann dennoch die bessere Wahl sein, wenn Schwingungsdämpfung und Kosten im Vordergrund stehen und die Belastung weniger anspruchsvoll ist.
Lässt sich Gusseisen mit Kugelgraphit besser bearbeiten als Stahl?
Oft ja – insbesondere im Vergleich zu vielen Stahlsorten –, da Eisenguss formstabiler sein und näher an der Endform geliefert werden kann. Die Bearbeitung hängt jedoch stark von Güte, Härte und Gussqualität ab. Die Konsistenz ist der entscheidende Faktor.
Lässt sich Gusseisen mit Kugelgraphit schweißen?
Es lässt sich unter bestimmten Umständen schweißen, ist aber nicht so einfach wie das Schweißen von Baustahl. Die Schweißbarkeit hängt von der Güteklasse, der Wandstärke und den Reparaturanforderungen ab. Wenn Schweißarbeiten oder Schweißreparaturen wahrscheinlich sind, ist es ratsam, die Erwartungen frühzeitig abzustimmen, anstatt dies erst im Nachhinein zu berücksichtigen.
Warum weisen manche Gusseisenteile mit Kugelgraphit harte Stellen auf, die Werkzeuge beschädigen?
Harte Stellen hängen oft mit lokalen Gefügeproblemen wie Karbiden oder Prozessschwankungen zusammen. Sie deuten in der Regel eher auf Fehler in der Gießereisteuerung und im Abkühlverhalten als auf “Pech” hin und sollten auf Ebene des Gießprozesses behoben werden.
Ist ADI eine Überlegung wert, oder reicht normales duktiles Gusseisen aus?
ADI kann eine gute Option sein, wenn ein höheres Festigkeits-Gewichts-Verhältnis oder eine höhere Dauerfestigkeit erforderlich sind, erhöht jedoch die Prozesskomplexität und erfordert eine präzise Wärmebehandlungskontrolle. Für viele industrielle Gehäuse und allgemeine Bauteile sind gängige Gusseisensorten mit Kugelgraphit in der Regel ausreichend.
Was sollte ich in einer Angebotsanfrage hervorheben, um Porositätsprobleme nach der Bearbeitung zu vermeiden?
Kennzeichnen Sie Dichtflächen, Gewindeanschlüsse, druckführende Bereiche und alle bearbeiteten Oberflächen, die einwandfrei sein müssen. Wenn diese Bereiche von Bedeutung sind, kann der Lieferant die Guss- und Prüfstrategie entsprechend planen.
Kann Gusseisen mit Kugelgraphit in einigen Bereichen Stahlschmiedeteile ersetzen?
Manchmal. Sphäroguss kann eine hervorragende Alternative sein, wenn komplexe Geometrien zu geringeren Gesamtkosten realisiert werden sollen und die Leistungsanforderungen im Rahmen der Möglichkeiten von duktilem Gusseisen liegen. Die Entscheidung hängt in der Regel von der Belastung, den Anforderungen an die Dauerfestigkeit und der Bedeutung der Duktilität im Betrieb ab.
Fazit
Sphäroguss ist beliebt, weil er ein sehr praktisches Problem löst: Er bietet ein gießbares Material, das zäher und zuverlässiger als Grauguss ist und gleichzeitig kostengünstig und gut bearbeitbar für industrielle Bauteile ist. Die besten Ergebnisse erzielt man durch die Wahl der richtigen Sorte, die genaue Definition der zu bearbeitenden Oberflächen und die frühzeitige Abstimmung der Prüf- und Qualitätsanforderungen – insbesondere für Druckzonen und kritische Schnittstellen.
Wenn Sie uns den Teiletyp (Gehäuse, Halterung, Ventil-/Pumpenkörper, tragendes Bauteil), die jährliche Menge und die Frage, ob es druckbeständig oder ermüdungskritisch ist, mitteilen, können wir bei HDC die empfohlene Güterichtung und die unbedingt erforderlichen Angaben für Ihre Angebotsanfrage individuell anpassen.