G-Code-Befehlsreferenztabelle
- Von: HDCMFG
G-Code (Geometric Code) ist die universelle Programmiersprache zur Steuerung von CNC-Maschinen (Computer Numerical Control). G-Code wurde in den 1950er Jahren am MIT entwickelt und ist nach wie vor das Rückgrat der modernen CNC-Bearbeitung. Es ermöglicht eine präzise Steuerung von Bearbeitungsprozessen wie Fräsen, Drehen und Laserschneiden.
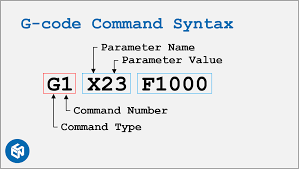
Jeder G-Code-Befehl beginnt mit einem Buchstaben (z. B. G, M oder F), gefolgt von numerischen Werten, die die Maschine anweisen:
- Bewegung steuern (G-Befehle): Bestimmen Sie den Pfad und die Geschwindigkeit des Werkzeugs (z. B. Bewegung zu Koordinaten, lineare/Bogenbewegung).
- Funktionen verwalten (M-Befehle): Start-/Stopp-Aktionen handhaben (z. B. Spindeldrehung, Werkzeugwechsel, Kühlmittel ein/aus).
Obwohl sie unter ISO 6983 standardisiert sind, gibt es Unterschiede zwischen den Maschinenherstellern (z. B. Fanuc, Haas, Siemens). Diese Tabelle umfasst 90% allgemein verwendbarer G-Codes. Informationen zur Kompatibilität erweiterter Funktionen (5-Achsen, Makros) finden Sie immer im Handbuch Ihrer Maschine.
Schlüsselkonzepte:
- Modale Befehle: Bleiben Sie aktiv, bis Sie ersetzt werden (z. B.
G01bleibt im linearen Bewegungsmodus). - Nicht-modale Befehle: Einmal ausführen (zB
G28kehrt in die Ausgangsposition zurück). - Einheiten:
G20(Zoll) /G21(Millimeter). - Koordinatensysteme:
G54–G59(Arbeitsverschiebungen),G90(absolute Positionierung),G91(inkrementelle Positionierung). - Sequentielle Ausführung: Die Maschine liest Code Zeile für Zeile, von oben nach unten, Kein Überspringen oder Schleifen es sei denn, Sie verwenden erweiterte Funktionen
G-Code Kategorien
| Kategorie | Beispielbefehle | Primäre Funktion |
|---|---|---|
| Bewegungssteuerung | G00, G01, G02, G03 | Werkzeugbewegung (schnell/linear/Bogen) |
| Ebenenauswahl | G17, G18, G19 | Arbeitsebene auswählen (XY/XZ/YZ) |
| Einheiten und Maße | G20 (Zoll), G21 (mm) | Maßsystem festlegen |
| Koordinatensysteme | G54-G59, G92 | Definieren Sie Arbeitsversätze oder temporäre Koordinaten |
| Werkzeugkompensation | G40, G41, G42, G43 | An Werkzeuggröße/-länge anpassen |
| Feste Zyklen | G81 bis G89 | Automatisierte Bohr-/Gewindebohrroutinen |
| Spindelsteuerung | M03, M04, M05 | Spindeldrehung starten/stoppen |
| Kühlmittelregelung | M08, M09 | Kühlmittel ein-/ausschalten |
| Programmsteuerung | M30, M02 | Programm beenden/Maschine zurücksetzen |
| Sonderfunktionen | G28, G53 | Zurück zu Home/Maschinenkoordinaten |
Notiz: 80% von Basisprogrammen verwenden nur: G00/G01, G17/G20/G21, M03/M05, und M30.
Referenztabelle allgemeiner G-Code-Befehle
| Befehl | Funktion | Parameter | Beispiel | Anmerkungen |
|---|---|---|---|---|
| G00 | Schnelle Positionierung (spanlose Bewegung) | X, Y, Z (Zielkoordinaten) | G00 X10 Y5 Z2 | Kollisionen vermeiden, es erfolgt kein Schnitt. |
| G01 | Lineare Interpolation (Schnittbewegung) | X, Y, Z, F (Vorschubgeschwindigkeit) | G01 X20 Y15 Z0 F150 | Behalten Sie eine konstante Vorschubgeschwindigkeit für die Oberflächengüte bei. |
| G02 | Kreisinterpolation im Uhrzeigersinn | X, Y, I, J, K (Bogenmittelpunktversatz) | G02 X30 Y30 I5 J0 | I/J/K definieren den Bogenmittelpunkt relativ zum Startpunkt. |
| G03 | Kreisinterpolation gegen den Uhrzeigersinn | Wie G02 | G03 X40 Y20 I0 J-5 | Wird für Bögen und Kreise verwendet. |
| G17 | XY-Ebenenauswahl | Keiner | G17 | Standardebene für die meisten Fräsvorgänge. |
| G18 | XZ-Ebenenauswahl | Keiner | G18 | Wird für Dreharbeiten verwendet. |
| G19 | YZ-Ebenenauswahl | Keiner | G19 | Wird beim Standardfräsen selten verwendet. |
| G20 | Zoll-Einheiten | Keiner | G20 | Setzt alle Werte auf Zoll. |
| G21 | Metrische Einheiten | Keiner | G21 | Setzt alle Werte auf Millimeter. |
| G28 | Zurück zur Ausgangsposition | X, Y, Z (optional über Zwischenstück) | G28 X0 Y0 Z0 | Maschine fährt zum Referenzpunkt. |
| G40 | Fräserkompensation abbrechen | Keiner | G40 | Deaktiviert den Werkzeugradiusversatz. |
| G41 | Linke Fräserkompensation | D (Werkzeugradius-Offset-Nummer) | G41 D1 | Kompensiert den Werkzeugradius links vom Pfad. |
| G42 | Rechte Fräserkompensation | D (Werkzeugradius-Offset-Nummer) | G42 D2 | Kompensiert den Werkzeugradius rechts vom Pfad. |
| G43 | Werkzeuglängenkompensation | H (Werkzeughöhenversatznummer) | G43 H3 | Passt die Werkzeuglänge an; wichtig für Multitool-Setups. |
| G54 | Arbeitskoordinatensystem 1 | Keiner | G54 | Wählt einen vordefinierten Werkstückversatz (G54–G59) aus. |
| G80 | Bewegungsmodi abbrechen | Keiner | G80 | Bricht Zyklen ab (z. B. Bohren, Gewindeschneiden). |
| G90 | Absolute Positionierung | Keiner | G90 | Alle Koordinaten sind relativ zum Ursprung. |
| G91 | Inkrementelle Positionierung | Keiner | G91 | Die Koordinaten sind relativ zur aktuellen Position. |
| M03 | Spindelstart (im Uhrzeigersinn) | S (Spindeldrehzahl) | M03 S2000 | Die Spindel dreht sich im Uhrzeigersinn mit 2000 U/min. |
| M04 | Spindelstart (gegen den Uhrzeigersinn) | S (Spindeldrehzahl) | M04 S1500 | Wird für Rückwärtsschneidvorgänge verwendet. |
| M05 | Spindelstopp | Keiner | M05 | Stoppt die Spindel nach dem Betrieb. |
| M06 | Werkzeugwechsel | T (Werkzeugnummer) | M06 T5 | Automatischer Werkzeugwechsel (erfordert ATC). |
| M08 | Kühlmittel ein | Keiner | M08 | Aktiviert Flutkühlmittel. |
| M09 | Kühlmittel aus | Keiner | M09 | Schaltet das Kühlmittel ab. |
| M30 | Programm beenden und zurücksetzen | Keiner | M30 | Beendet das Programm und setzt die Maschine zurück. |
| F | Vorschubgeschwindigkeit | Vorschubwert (Einheiten/min oder Einheiten/Umdrehung) | F200 | Eingestellt in G94 (Einheiten/min) oder G95 (Einheiten/Umdrehung). |
| S | Spindeldrehzahl | RPM-Wert | S3000 | Die Geschwindigkeit ist abhängig vom Material und Werkzeugtyp. |
| T | Werkzeugauswahl | Werkzeugnummer | T4 | Bereitet das Werkzeug für den Befehl M06 vor. |
FAQ
Muss ich mir alle G-Codes merken?
Nein. Moderne CAM-Software generiert den Großteil des Codes automatisch. Konzentrieren Sie sich auf das Verständnis gängiger Befehle wie G00, G01, M03, und M30.
Sind die G-Codes für alle Maschinen gleich?
Die Grundlagen sind universell, aber erweiterte Funktionen variieren je nach Marke. Zum Beispiel:
- Haas: G187 (Hochgeschwindigkeitsmodus)
- Fanuc: G05.1 (Glätten)
Einzelheiten finden Sie stets im Handbuch Ihrer Maschine.
Kann ein falscher G-Code die Maschine beschädigen?
Ja. Beispiele:
Benutzen G00 (schnelle Bewegung) statt G01 (langsamer Schnitt) → Werkzeug prallt gegen das Werkstück.
Vergessen M05 (Spindelstopp) → Der Spinner dreht sich nach Programmende weiter.
Wie verwende ich G-Code sicher?
- Testen Sie zuerst: Führen Sie die Programme im “Trockenlauf”-Modus aus (ohne Schnitte).
- Einzelblockmodus: Führen Sie jeweils eine Zeile aus, um Fehler abzufangen.
- Sicherungseinstellungen: Notieren Sie die Maschinen-Offsets vor dem Bearbeiten.
- Sauberer Arbeitsplatz: Entfernen Sie Fremdkörper, die die Bewegung behindern könnten.
Kann ich G-Code manuell bearbeiten?
Ja, aber optimieren Sie nur Werte, die Sie vollständig verstehen, und ändern Sie Werkzeugpfade niemals ohne CAM-Software – kleine Fehler können zu Abstürzen führen.
Welche Software erstellt G-Code?
CAM-Programme: Fusion 360, Mastercam, SolidWorks CAM (kostenpflichtig), FreeCAD, Easel (webbasiert).
Notiz: Vermeiden Sie es, Code von Grund auf neu zu schreiben, es sei denn, Sie verfügen über Erfahrung.
Ressourcen
- LinuxCNC G-Code Dokumentation
- Programmierhandbuch für die Fanuc 30i/31i/32i-Serie
- Siemens 840D SL Erweitertes Programmierhandbuch
- Norm ISO 6983-1
- Arbeitsbuch zur Haas-Fräsprogrammierung
- Mazak SmoothX CNC-Programmierhandbuch
- G-Code-Grundlagen (NRAO)
- CNC-Kochbuch-Blog
- NC Viewer (Web, kostenlos)
- CAMotics (Open Source)
- Vericut
- Praktischer Maschinist
- LinuxCNC Forum
- Stack Exchange – Fertigung
- Reddit r/CNC